车身组合维修方法的应用
2018-05-07 06:40夏明
装备制造技术 2018年2期
夏 明
(广西交通职业技术学院,广西 南宁530023)
随着汽车的快速增长,给人们生活带来很大的便利,是不可缺少的一种重要交通工具,但是汽车事故刮碰的事故率较高,而对于刮碰的事故是否能快速、高效的维修,取决维修工艺。传统的维修工艺,效率较低,板件修复效果不好,返工率较高,特别对于钣金后涂装修复成本投入较高。为此,汽车钣金维修工艺是汽车维修工艺中的重要组成部分[1],钣金工艺需要对板件的维修方法进行优化,提升维修效率,本文主要讨论汽车板件修复的方法是如何开展的。
1 汽车车身外覆盖件的特点
随着汽车行业中相关材料全面发展以及高科技材料的全面应用[2],为了减轻车身的重量,从节能环保的角度,通常采用小于1 mm以下的钢板,其设计的首要目标除满足美观及一定的功能外,还要满足一定的刚度和强度等结构性能要求。车身大致可以分为前后保险杠、左右翼子板、四个车门、发动机盖、车顶盖、行李箱盖、左右后翼子板共13个幅面,而现在轿车后翼子板已与车身本体成为一个整体。
2 车身覆盖件损伤特点
现在轿车的事故碰撞较为复杂,但总体情况可以分为擦伤、小损伤、大损伤。擦伤通常的情况是一些小刮碰,板件变形量不大或不变形,只是油漆受伤,仅需进行油漆修补就行;小损伤通常情况是车身板件明显的凹陷变形,其损伤量占整幅板面的量小于1/2,修复进需要钣件钣件修复之后再作涂装修补;而大损伤的情况为板件损伤面较接近1/2或大于1/2的损伤量,而板件的修复就会变得困难,如果变形量大而复杂,维修成本大于新件价值时,通常情况下建议更换板件,不作修复。而现在所谈论的是“小损伤”的修复,在事故车维修当中占据着较大的工作量,如何快速将板件进行维修,就是将车身上的积累变形和碰撞变形通过一定的方法使其恢复原来形状的过程。
为了能够更合理对板件进行修复,提工作高效率及维修质量,首要条件对板件进行合理评估。主要从:双面触及修复作业或单面触及修复作业;损伤的量大或小等方面来判定。制定修复的方案,除了要考虑降低维修成本之外,还要综合考虑整体维修效率及质量,局部拉伸时如何保证周边部位不受影响,如何保证金属内部结构尽量不发生较大变化等。考虑得越周详越好,这样才能在后续的修复中确保修复的效率及质量。
3 传统的板件钣金维修工艺
3.1 车身钢板的更换维修
车身大致可以分为前后保险杠、左右翼子板、四个车门、发动机盖、车顶盖、行李箱盖、左右后翼子板共13个幅面,而现在轿车板件通过压力焊接已与车身本体成为一个整体[3],其它的车身部件都已进行更换维修,根据客户要求、保险公司的理培等具体情况,可以对板件进行直接更换,这样的维修效率虽然很高,但是维修成本较高。
3.2 板件拆解维修
车身覆盖件损伤面积大时,出现的板件变形大或有折痕,维修较为困难,维修空间受限,对板件的修复效果和质量都不高,甚至无法将板件进行修复。为此,最好的办法就是需要对板件拆解进行维修,这样可修复的方法很多,才能保证维修效果,但是这样的维修时长会较长,维修的效率不高。
3.3 利用整形设备拉伸修复[4]
现在的板件维修技术,通常利用整形机对板件进行快速维修,也是目前最常用的一种维修方法,这样的维修可以提高修复效率。但是在维修的过程当中,利用整形机修复时,利用介子的焊接方式进行拉伸修复,直接作用于损伤处,进行拉伸修复,操作也很简单。但是在拉伸修复过程中,由于拉伸的力度控制不好,容易造成修复上的一些问题。当维修力度小就容易造成拉抻量不够,幅面还没办法进行修复到位。当维修力度太大容易造成维修过度,就容易造成板件的拉穿或板件无法进行恢复性进行修复,所以整形设设备单一位伸修复,效率有所提升,但需讲究操作的熟练程度,修复时需要对修复力度进行较好的控制,但是对于操作不是很熟练,修复经验不足的维修人员,对修复时的控制力度控制不好,就会影响了修复的效率。
4 组合工具板件修复工艺
4.1 组合工具的主要组成
组合工具的主要组成有:快速点焊拉力器、脚架式拉力器、手提杆式拉力器等工具组成,不同的拉力器适用的条件不一样,合理应用拉力器,更好地提升维修效率,如图1所示。
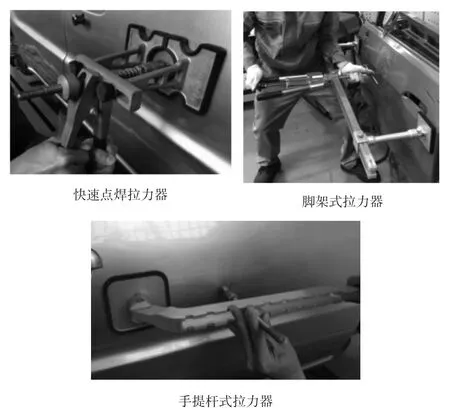
图1 组合工具
4.2 组合工具板件修复工艺方法
快速点焊拉力器,适用于车身覆盖件的单点损伤或凹陷面积较小的幅面修复,这种损伤大多为小物体磕碰造成的,可将损伤处清除旧漆层,打磨至裸露金属,打磨面积不需要很大,可利用快速点焊拉力器,直接作用于最凹点进行拉伸修复,并且快速点焊拉力器拉伸的力度可以进行控制,避免了过度的拉抻,保证了快速拉伸的质量。
脚架式拉力器,适合于车身覆盖件的损伤幅面较大或者是覆盖件上的冲压线的修复,以上幅面修复较为困难,特别是将是车身冲压线的修复,线条硬度较高强度较大,普通的拉伸修复容易造成板件变形和穿孔,修复过程不容易把车身线条修平这为后期喷涂留下了很大的维修难度,为此,利用脚架式拉力器作用于线条的拉伸效果很好,拉出的板件品质较高,而平面拉伸更为容易简单。
手提杆式拉力器,适合于损伤处为幅面边角不方便维修的地方,而无法用脚架式拉力器进行修复。手提式拉力器可以使用杠杆方式进行修复,可通过更换支撑脚和活动钩的位置来修复,可以快速拉出深凹的区域,大大提升了修复的效率。
5 传统的钣金维修工艺与组合工具修复工艺的比较
(1)钣金效率的对比
在传统的钣金维修工艺与组合工具修复工艺比较中的钣金效率对比情况如表1所列。

表1 钣金效率对比
(2)钣金修复的质量对比
在传统的钣金维修工艺与组合工具修复工艺比较中的钣金修复质量对比情况如表2所列。
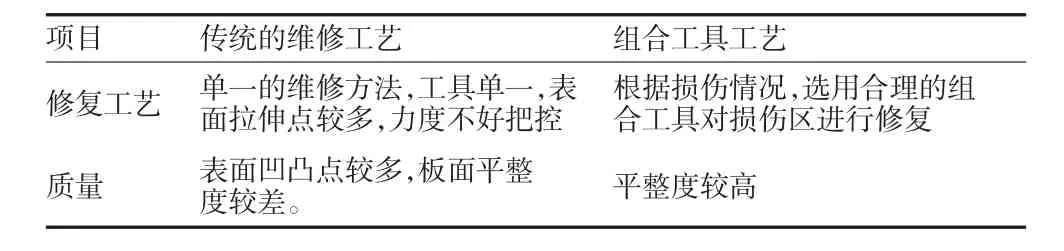
表2 钣金修复质量对比
(3)钣金修复的成本对比
在传统的钣金维修工艺与组合工具修复工艺比较中的钣金修复成本对比情况如表3所列。

表3 钣金修复成本对比
(4)劳动成本对比
在传统的钣金维修工艺与组合工具修复工艺比较中的劳动成本对比情况如表4所列。
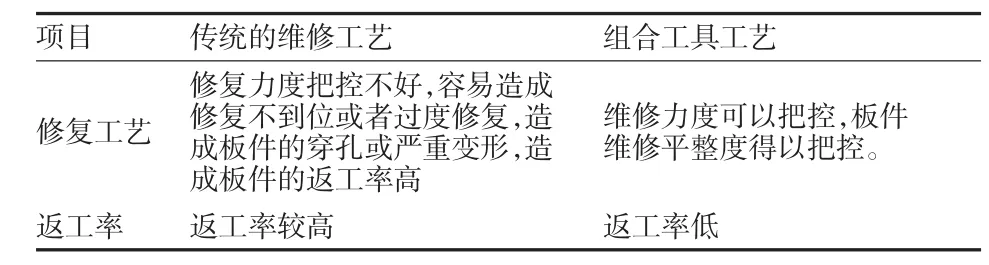
表4 劳动成本对比
综上分析,传统工艺与组合维修工艺从修复效率、维修质量、修复成本、返功率进行综合对比,组合维修工艺总体效果比传统维修工艺效果好。
6 结束语
汽车钣金修复工艺要求越来越高,特别是现在的企业修复当中,讲究的是效率。很多的企业提出了钣喷快修的理念。作为钣金要进行快修,需要讲究合理的维修方法、规范的操作流程这样才能保证修复的、效率及质量。通过组合维修工艺的修复方法使用,可以快速地提升车身覆盖件的维修效率,降低板件的维修成本。
参考文献:
[1]张振波.浅析如何提高汽车钣金维修工艺[J].黑龙江科技信息,2014(25):112.
[2]宋宛泽.钣金在汽车维修技术中的地位探究[J].产业与科技论坛,2015,14(15):84-85.
[3]程本付.汽车钣金维修工艺及现代化维修设备的应用(四)[J].汽车维修与保养,2008(12):74-75.
[4]王 远.简析车身钣金修复案例[J].科技风,2016(23):101.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
航天制造技术(2022年1期)2022-03-07
内燃机与配件(2022年2期)2022-01-17
青岛科技大学学报(自然科学版)(2021年4期)2021-07-26
浙江大学学报(工学版)(2016年2期)2016-06-05
档案管理(2015年4期)2015-06-25
印刷技术·数字印艺(2015年1期)2015-03-10
汽车维护与修理(2015年6期)2015-02-28
创业家(2015年2期)2015-02-27
汽车科技(2014年6期)2014-03-11