
微波辅助液化椰衣的研究
2018-06-20 12:58徐树英孟繁蓉张玉苍
生物质化学工程 2018年3期
吴 俊, 徐树英, 孟繁蓉, 张 洁, 张玉苍, 王 敦
(海南大学 材料与化工学院, 海南 海口 570228)
椰子作为海南省重要经济作物由外果皮、椰衣、内果皮及椰汁组成,其中椰衣是一层较厚的棕色纤维层,占椰子果实质量的33 %~35 %[1],主要由纤维素、木质素和半纤维素组成,是一种产量极为丰富的可再生资源。椰衣属于硬质纤维,弹性及韧性较强[2],常用于制作中密度纤维板、床垫和缆绳等。液化技术是在一定温度下,将固态木质类原料加溶剂经催化降解生成富含多羟基醇的液化物,作为生物化学品可部分替代来源于石化产品的聚酯或聚醚多元醇[3]。液化产物可以作为合成环氧树脂、聚氨酯胶黏剂、聚氨酯泡沫等具有高附加值化工产品的原料[4-6],因此可以用液化技术为椰衣的进一步应用寻找新的途径。液化时,相比传统加热,微波加热更加绿色环保,能够快速、均匀地加热反应体系,用较短的时间能达到相应的液化效果[7]。微波辅助液化的研究在木材、甘蔗渣、竹粉等方面取得了较大程度的进展[8-10],但是对椰衣进行微波辅助常压液化方面的研究较少。因此,本研究采用微波加热的方法,以浓硫酸为催化剂,丙三醇(Gl)与聚乙二醇(PEG- 400)为液化剂,探究椰衣微波液化的最优条件。
1 实 验
1.1材料、试剂与仪器
新鲜椰子,取自海南省海口市,取出椰衣,于80 ℃烘箱干燥48 h,粉碎至粒径小于270 μm后置入干燥器内待用。丙三醇(Gl)、聚乙二醇(PEG- 400)、浓硫酸、乙醇均为分析纯。
XH-MC-1微波合成仪,祥浩仪器厂;RE-3000旋转蒸发仪,上海亚荣生化仪器厂;NDJ-9SN数字黏度仪,上海精科天美科学仪器有限公司;Waters-2414型凝胶渗透色谱仪,美国沃特世公司;TENSOR-27型傅里叶红外光谱仪,美国布鲁克公司。
1.2实验步骤
1.2.1原料成分分析 椰衣灰分的测量参照GB/T 5505—2008,综纤维素含量的测量参照GB/T 2677.10—1995,纤维素含量测定采用硝酸乙醇法[11],木质素含量的测量参照GB/T 2677.8—1994。椰衣原料中含灰分3.97 %、纤维素30.87 %、半纤维素32.65 %和木质素16.24 %。
1.2.2椰衣的微波辅助液化 称取一定量椰衣粉末置于配有搅拌器、冷凝管和温度计的三口烧瓶中,加入一定质量比的PEG- 400和Gl混合液化剂(共30 g,下同),搅拌均匀后加入适量浓硫酸作为催化剂,将三口烧瓶置于微波仪(微波功率600 W、微波频率为2 450 MHz)中进行液化反应,到达预设时间后,取出置于冰水浴终止反应。对反应所得的深棕色混合物采用乙醇冲洗,抽滤,滤液于70 ℃进行旋蒸,滤渣于110 ℃烘箱干燥至恒定质量。液化率计算如下式:
Y=1-(W1-W2)/W1×100 %
式中:Y—液化率, %;W1—椰衣粉末的质量,g;W2—液化后残渣的质量,g。
1.2.3单因素试验 在PEG- 400与Gl的质量比为4∶1,液化剂与椰衣质量比为5∶1,催化剂浓硫酸用量3 %(以液化剂质量计,下同),反应温度为160 ℃的条件下研究不同液化时间对椰衣液化率的影响。
在PEG- 400与Gl的质量比为4∶1,液化剂与椰衣质量比为5∶1,液化时间为20 min,反应温度为160 ℃的条件下研究不同催化剂用量对椰衣液化率的影响。
在PEG- 400与Gl的质量比为4∶1,液化剂与椰衣质量比为5∶1,液化时间为20 min,浓硫酸用量3 %的条件下研究不同液化温度对椰衣液化率的影响。
在液化剂与椰衣质量比为5∶1,液化时间为20 min,浓硫酸用量3 %,反应温度为160 ℃的条件下研究不同PEG- 400与Gl的质量比对椰衣液化率的影响。
在PEG- 400与Gl的质量比为4∶1,液化时间为20 min,浓硫酸用量3 %,反应温度为160 ℃的条件下研究不同液化剂与椰衣质量比对椰衣液化率的影响。
1.2.4液化产物特性分析 液化产物黏度测量参照GB/T 4472—2011。黏度在25 ℃的环境下使用数字黏度仪测定。取旋蒸后的液化产物,用二甲基甲酰胺溶解成质量浓度为0.003 g/mL的溶液, 采用凝胶渗透色谱仪测定相对分子质量。液化产物及椰衣原料红外光谱采用KBr压片法,利用傅里叶变换红外光谱仪进行扫描、检测。
2 结果与分析
2.1液化反应条件对液化率的影响
2.1.1反应时间 如图1所示,随着加热时间的延长,液化率发生明显变化,加热时间为5 min时,液化率达到61.67 %,说明椰衣中大分子物质快速降解;反应 20 min时液化率为88.83 %,此时小分子化合物浓度达到最大,液化率达到最高,液化反应达到平衡;再进一步增加反应时间,液化剂在反应体系中的浓度变低,小分子产物浓度较高,促进了缩合反应发生,液化率下降[11]。因此,对椰衣进行微波液化的最优时间为20 min。
2.1.2催化剂用量 由图2可知,当催化剂浓硫酸用量由2 %升高到3 %时,液化率提高了8.5个百分点,达到88.83 %,说明此时反应体系中大分子的裂解反应速率大于小分子的缩合反应速率。再继续增加催化剂用量时,液化率出现了下降的情况。这是因为催化剂用量过多,会使大分子的降解速率与小分子的缩合反应速率差值减小,从而使液化率显著减少。在加入4 %和5 %的催化剂时,液化物进行抽滤后留下的残渣出现了不同程度的炭化。因此,加入过多的催化剂会使椰衣粉末脱水发生炭化,减少可以发生液化反应的基质,也会降低液化率。由此得出,最优催化剂用量为3 %。

图1 反应时间对液化率的影响Fig. 1 Effect of reaction time on liquefaction rate
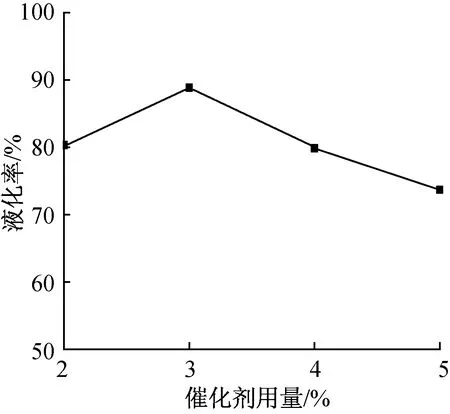
图2 催化剂用量对液化率的影响Fig. 2 Effect of catalyst dosage on liquefaction rate
2.1.3液化温度 如图3所示,在液化温度为 130 ℃时液化率为60 %,椰壳粉末的液化程度较低;当反应温度达到 150 ℃时,液化率提高到79.17 %,说明反应温度的提升促进液化反应的正向进行;随着反应温度的进一步提升至160 ℃,液化率达到最大。继续升温,液化率出现降低的趋势,这是因为较高的温度不利于大分子化合物的裂解[12],也不可避免地会造成部分液化剂的挥发。故最优反应温度为160 ℃。
2.1.4PEG- 400与Gl的质量比 图4中,PEG- 400与Gl的质量比分别为3∶2、 7∶3、 4∶1和9∶1。当PEG- 400与Gl的质量比为9∶1时,液化率仅为63.00 %,而在质量比为4∶1时液化率提高至88.83 %,当质量比再进一步减少时液化率逐渐降低。

图3 温度对液化率的影响Fig. 3 Effect of temperature on liquefaction rate
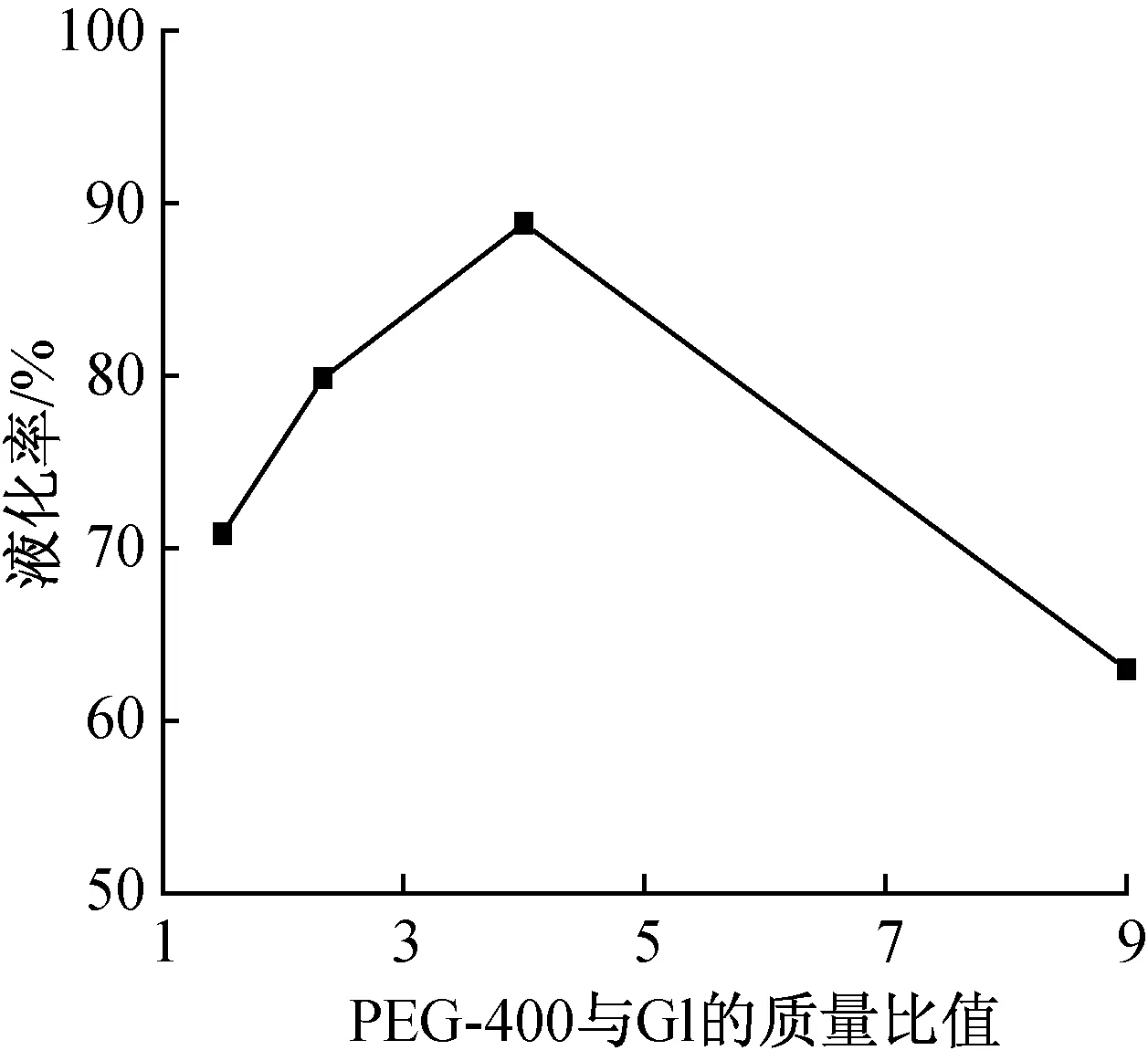
图4 PEG- 400与Gl的质量比值对液化率的影响Fig. 4 Effect of PEG- 400 and Gl ratio on liquefaction rate
由于PEG- 400活性较强,在PEG- 400与Gl的质量比为9∶1时,PEG- 400会发生自身缩聚反应,因此在液化过程中液化剂会持续减少,使液化剂与椰衣粉末得不到充分地混合,导致液化率变低。而在质量比降至4∶1时,较多的Gl使PEG- 400更加的稳定,减小了PEG- 400自身缩合及液化物自身的缩合[13]。随着Gl所占比例增多,液化率逐渐降低是因为Gl反应活性差,液化速度变慢造成液化率降低。因此, PEG- 400与Gl的最佳质量比为4∶1。

图5 液化剂与椰衣质量比值对液化率的影响Fig. 5 Effect of liquefied reagent and coconut fiber ratio on liquefaction rate
2.1.5液化剂与椰衣质量比 如图5所示,随着液化剂与椰衣质量比值不断增加,液化率总体呈现出明显的上升趋势,说明液化剂相对于椰衣粉末质量越大,单位数量的大分子物质面对的液化剂越多,液化进程越充分,液化率越高。当液化剂与椰衣质量比为10∶3时,椰衣的液化率仅为56.33 %,表明虽然此时其他液化条件为最优,但由于液化剂用量不足,导致椰衣纤维素等大分子物质无法被液化剂充分浸泡发生反应。当液化剂与椰衣质量比升高到5∶1时,液化率提升至88.83 %,说明了随着液化剂增多,椰衣粉末在固液混合体系里分散地更加均匀,增加了反应接触面积。当液化剂与椰衣质量比从5∶1增大到10∶1、 20∶1时,液化率虽有所升高,但是升高趋势逐渐平缓,曲线接近水平,说明了液化剂与椰衣质量比达到一定值时,过量的液化剂已经无法与有限的椰衣粉末继续反应,椰衣的液化率已经接近极值,单纯减少椰衣粉末来提升液化率的效果并不显著。综合液化效率和液化剂消耗量考虑,最优液化剂与椰衣质量比为5∶1。
通过单因素试验对椰衣液化的最优条件进行探索,结果显示椰衣液化最优条件为催化剂浓硫酸用量3 %、PEG- 400与G1的质量比4∶1、反应时间20 min、反应温度160 ℃、液化剂与椰衣质量比5∶1,该条件下椰衣液化率为88.83 %。
2.2液化产物分析
2.2.1黏度及密度 液化反应在催化剂用量为3 %、PEG- 400与Gl的质量比为4∶1、反应时间为20 min、液化剂与椰衣质量比为5∶1、温度为160 ℃条件下进行,所得的液化产物在25 ℃时黏度为0.235 Pa·s, 20 ℃时密度为1.084 g/cm3。
2.2.2相对分子质量 反应温度为160 ℃、液化剂与椰衣质量比为5∶1、PEG- 400与Gl的质量比为4∶1、催化剂用量为3 %,不同反应时间的条件下得出的液化物的相对分子质量分析见表1。由表1可以看出,随着加热时间的延长,液化产物的重均相对分子质量及分散系数逐渐增大。椰衣在液化初期,半纤维素、木质素及非结晶区的纤维素较容易分解,此时液化产物的相对分子质量较低。随着反应时间的进一步延长,难分解的结晶区纤维素开始逐渐分解,此时液化率得到提高,分解出的可溶性大分子溶解到溶液中,溶液的相对分子质量变大,相对分子质量分布逐渐变宽。

表1 不同反应时间液化产物的相对分子质量分析

图6 红外光谱图Fig. 6 FT-IR spectra

3 结 论
3.1通过单因素试验及考虑到综合液化效率和液化剂消耗量,椰衣微波辅助液化的最优条件为催化剂浓硫酸用量3 %、液化剂PEG- 400与Gl的质量比4∶1、时间20 min、温度160 ℃,液化剂与椰衣质量比5∶1,该条件下液化率为88.83 %。
3.2最优液化条件下得到的液化产物在25 ℃时的黏度为0.235 Pa·s, 20 ℃时密度为1.084 g/cm3。凝胶渗透色谱分析显示:随着液化时间的延长,液化产物的重均相对分子质量逐渐增大,相对分子质量分布也呈现逐渐变宽的趋势。通过红外谱图分析,椰衣在液化过程中纤维素、木质素和部分脂肪族碳氢化合物参与反应,生成富含羟基的液化产物。液化残渣的红外光谱出现了纤维素和木质素的特征峰,说明残渣中仍有一定量的纤维素和木质素未被分解。
参考文献:
[1]肖红,易美华. 椰子的开发利用[J]. 海南大学学报:自然科学版,2003,21(2):183-189.
[2]兰天,楚颖超,张玲玲,等. 椰衣和椰壳生物质炭的制备及其对溶液中 Pb2+的吸附[J]. 浙江大学学报:农业与生命科学版,2016,42(4):469-477.
[3]孟繁蓉,李瑞松,张玉苍. 木质类废弃物液化及其高效利用研究进展[J]. 化工进展,2016,35(6):1905-1913.
[4]武文硕. 微波液化玉米秸秆及环氧树脂的制备与性能研究[D]. 保定:河北大学硕士学位论文,2015.
[5]张玉苍,迟青山,孙岩峰,等. 木材液化及其在聚氨酯胶黏剂上的应用研究[J]. 林产化学与工业,2007,27(5):73-77.
[6]黄玉西,田春蓉,王建华. 液化植物纤维制备聚氨酯泡沫材料研究进展[J]. 化工新型材料,2011,39(12):10-12.
[7]JONES D A,LELYVELD T P,MAVROFIDIS S D,et al. Microwave heating applications in environmental engineering:A review[J]. Resources Conservation and Recycling,2002,34(2):75-90.
[8]朱俐静,谌凡更. 微波加热下甘蔗渣的液化行为研究[J]. 造纸科学与技术,2011,30(4):21-23.
[9]廖政达,蓝峻峰,阮俊榕,等. 微波预处理甘蔗渣乙二醇液化工艺的优化[J]. 湖北农业科学,2013,52(7):1650-1653.
[10]柴希娟,陶磊. 微波液化竹粉及聚醚多元醇的制备[J]. 纤维素科学与技术,2014,22(1):1-4.
[11]王林风,程远超. 硝酸乙醇法测定纤维素含量[J]. 化学研究,2011,22(4):52-55.
[12]肖卫华. 玉米秸秆微波加热快速液化工艺研究[C]//中国农业工程学会.纪念中国农业工程学会成立30周年暨中国农业工程学会2009年学术年会(CSAE 2009)论文集.太原:[s.n.],2009:4.
[13]王宁,田春蓉,林晓艳,等. 水稻秸秆的微波液化研究[J]. 生物质化学工程,2013,47(1):33-38.
[14]李瑞松,何忠平,李崴,等. 香蕉假茎苯酚液化及其产物树脂化制备胶黏剂[J]. 生物质化学工程,2016,50(3):21-26.
[15]杨小旭,庞浩,张容丽,等. 竹粉在多元醇中热化学液化的研究[J]. 聚氨酯工业,2008,23(5):16-19.
[16] PAN H,SHUPE T F,HSE C Y. Characterization of liquefied wood residues from different liquefaction conditions[J]. Journal of Applied Polymer Science,2007,105(6):3740-3746.
[17]朱显超. 五种生物质微波辅助液化工艺及特性研究[D]. 北京:中国林业科学研究院硕士学位论文,2013.
[18]ZHANG H R,DING F,LUO C R,et al. Liquefaction and characterization of acid hydrolysis residue of corncob in polyhydric alcohols[J]. Industrial Crops and Products,2012,39(1):47-51.
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
纺织科技进展(2021年3期)2021-06-09
陶瓷学报(2021年1期)2021-04-13
天然产物研究与开发(2019年10期)2019-11-05
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
摄影之友(影像视觉)(2017年11期)2017-11-27
中国民族医药杂志(2016年2期)2016-05-14
工业设计(2016年4期)2016-05-04
化工进展(2015年3期)2015-11-11
化工设计(2015年1期)2015-02-27
