
数控珩磨加工技术研究与应用
2018-07-27 10:09王延飞
环球市场信息导报 2018年21期
王延飞

珩磨是磨削加工的一种特殊形式,是随着汽车的诞和生发展应运而生的,在现代汽车制造业和航空航天领域有着广泛的应用。
一、珩磨技术的发展与现状
随着现代工业的发展,珩磨技术在航空航天及汽车发动机领域成为发动机气缸、气缸体孔、起落架简体以及工程机械中重要的液压缸等精密零件孔加工不可或缺的工艺技术。越来越多的各种长短孔、薄壁类孔、盲孔、不均匀壁厚类孔迫切需要珩磨机床对孔进行加工,以保证其表面粗糙度、圆度及尺寸精度要求。
在珩磨技术方面,目前在发动机气缸、工程机械液压系统及飞机起落架液压系统中普遍采用珩磨加工技术,但主要采用进口高精度数控立式珩磨机床,例如,美国善能公司最新推出的高精度数控立式珩磨机床SV-2410.由于采用了计算机控制系统,它比其他机械控制系统更改的保证珩磨加工效率和加工精度要求。
国产珩磨机床近年来有了很大的进步,出现了如宁夏大河机床等优秀的珩磨设备厂商,但无论在加工精度、制造水平还是在控制技术方面,与国外相比都有较大的差距,整体珩磨工艺技术水平较低,对珩磨加工技术的研究仍然局限于珩磨头的制作机沙条的选材上,对珩磨的工艺参数研究几乎是空白,根本无法满足现代航空航天和汽车工业技术要求,目前国内市场上精密高效机床几乎全部为国外品牌垄断。
二、珩磨加工工艺
珩磨是磨削加工的一种特殊形式,是能使加工表面达到高精度、高表面适质量、高寿命的高效加工方式。是一种快速高效的内孔精加工工艺,应用范围十分广泛。
珩磨的定义:是用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行光整加工。珩磨与孔表面的接触面积较大,加工效率较高。加工时由涨开机构将油石沿径向涨开,使其压向工件孔壁,从而产生一定的接触面积,同时珩磨头做旋转和往复运动,而零件不动,从而实现珩磨。珩磨工艺具有以下特点。
(1)珩磨的表面质量好,珩磨后表面粗糙度可达Ra0.8-0.2,甚至更低;
(2)加工精度高,圆度、圆柱度可达0.5 μm;轴线直线度可达1μm;
(3)交叉网纹有利于贮油润滑,实现平顶珩磨,可获得较好的相对运动摩擦,获得较理想的表面质量,同时改变了内孔的表面结构组织,形成了具有很好的润滑效果润滑油膜表面;
(4)珩磨主要用于孔加工,是以原底孔中心为导向,加工孔径范围为5-500mm,深径比可达10,甚至更大;
(5)珩磨与研磨相比,珩磨具有可减轻工人体力劳动、生产率高、易实现自动化等特点。
适合珩磨的工件材质有铸件、钢件、不锈钢、钛合金陶瓷材料等。根据不同材料可选择相应材料的油石,如白刚玉油石、碳钢玉油石、立方氮化硼油石和人造金刚石等。珩孔时采用金刚石和立方氮化硼磨料,加工中油石磨损量很小,因此孔的进度在一定程度上取决与珩磨油石的原始精度。所以珩磨前要选择质量好的厂商,同时要很好的修整油石,以保证孔的精度。目前国内外珩孔加工普遍采用的工艺方法为:
珩前精磨(镗) 粗珩 精珩。
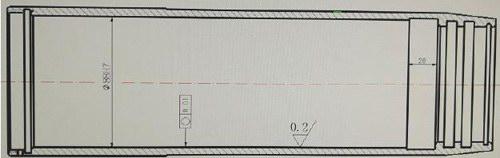
笔者以下面的零件为例,
零件描述:套筒一孔径:中88(+0.035/0)mm(退刀槽:20mm)
材料:30CrMnSiA HRC45
加工長度:264mm,(总长328mm)
表面镀铬:l0-20um
重量:≤8Kg
珩后要求:
尺寸:中88(+0.035/O)mm
粗糙度:Ra0.2um
圆度:0.01
根据以上要求,我们选择的珩磨机床型号为善能SV-310,加工工艺流程为:
零件加工总余量:0.18-0.2mm(可根据实际情况进行调整),
前道工序粗糙度:Ral.6-Ra0.8(一般由磨内孔保证)
圆度:0.04mm
工具:选用SUl\INEN D6-P28( 2.0) -88-C粗精珩工具。
第一步:粗珩
珩油石:D6-P28( 2.0) -NM55-OIA-C
D6-P28( 2.0) -NM05-OIA-C
去除余量:0.018-0.02mm
圆度:0.02mm
粗糙度Ra0.4
第二步:镀铬
第三步:精珩
D6-P28( 2.0) -DM05-OIA-C
去除余量:0.01-0.015mm
圆度:≤O.Olmm
粗糙度:≤Ra0.2
加工时珩磨机采用的加工参数:
1、珩磨速度Vt(m/min): 25-30
2、珩磨头往复速度Va(m/min): 10-25
3、珩磨压力P(MPa): 4-8
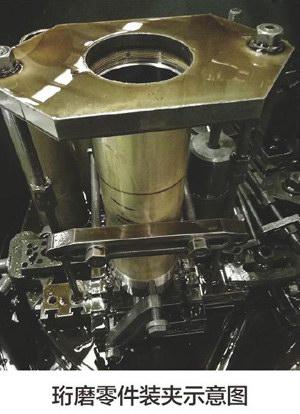
由于零件为回转体结构,为防止零件在珩磨中转动,需制作专用工装加紧,保证工件不动。
如果工件在珩磨前的精度很高,可以少留余量,以提高加工效率。
我们挑选三件套筒进行加工,结果是:
通过上述实验加工,最终工件的实际情况满足了相应的技术要求,但也要注意以下几点:
1、珩磨时孔的同轴度无法保证。
2、珩磨盲孔时需预留适当的空刀槽。
3、珩磨时应选择适当的冷却液,一般采用专用的珩磨油。这样可以延长油石的使用寿命。
三、珩磨技术的发展趋势
珩磨加工工艺一直在进行着优化,大批量的生产需要整套的珩磨解决方案,包括自动上料系统和自在线测量系统。随着技术和经验丰富人员的员工的缺乏,需要更多的工业自动化解决方案。珩磨机的控制系统正变得更加易于操作,减少了对操作工的经验要求。将来机床的控制都通过网络连接到其它机床,可视系统也将被加入到机床控制系统中,用来远程监控,便于机床的维修和故障诊断,相应的控制系统可决定合适更换刀具或安装新的油石,更加的方便快捷。
低成本的油石技术也正在研发中,而冷却液的技术改进会进一步提高油石的寿命,减少与其相关的危害及废物处理问题。
总之,珩磨已成为能快速可靠地去除一定的余量、提高表面粗糙度和精度的一种半精加工和精加工的工艺方法.珩磨不需要特殊的条件就能使零件获得精确的尺寸、几何精度、良好的表面质量和高的使用寿命,因而在国内外机械制造业的各个领域中被广泛应用,甚至成为某些领域中必不可少的加工手段。
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22
甘肃科技(2020年20期)2020-04-13
制造技术与机床(2019年11期)2019-12-04
轴承(2019年1期)2019-07-22
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年12期)2017-02-02
材料科学与工程学报(2016年2期)2017-01-15
电子测试(2015年18期)2016-01-14
振动、测试与诊断(2014年1期)2014-03-01
机械与电子(2014年2期)2014-02-28
