
激流式生物反应器制备猪瘟高效细胞苗
2018-08-01 01:24福州大北农生物技术有限公司福州350014
福建畜牧兽医 2018年4期
陈 樨 福州大北农生物技术有限公司 福州 350014
随着市场对兽用疫苗的质量和数量要求的不断提高,疫苗生产技术也正经历着一场具有重大意义的技术变革,即由传统的转瓶生产疫苗技术向大规模高效的反应器生产疫苗的发展[1]。近年来,激流式生物反应器培养技术已广泛应用于兽用疫苗的研究与生产中[2]。该技术通过优化培养工艺与条件,高密度培养细胞,以达到提升抗原含量的目的,已经取得了显著的效果。其应用既能降低生产成本,又能提高产品质量。
目前传统猪瘟细胞苗生产仍是以转瓶生产工艺为主,提高病毒增殖滴度是目前疫苗生产的重要环节,而大规模生物反应器的生产技术为细胞苗的生产带来新的思路[3]。本试验旨在采用激流式生物反应器培养技术,培养高效价的猪瘟ST细胞抗原。通过两次反应器试验,初步建立了应用反应器培养ST细胞及增殖猪瘟病毒的方法。
1 材料与方法
1.1 主要试验材料
1.1.1 大兔脾毒 批号20121028,代次F5,脾毒效价为10万RID/g,由公司脾淋苗组提供。
1.1.2 ST细胞 由北京大北农疫苗产业科技研究院提供。
1.1.3 试验动物 营养良好,体重2.5~3 kg家兔,由福建省连江玉华山自然生态农业试验场提供。
1.1.4 主要试剂 新生牛血清购自杭州四季青生物工程材料有限公司;DMEM高糖型、胰酶购自GIBCO公司。
1.1.5 主要设备与仪器 AP20-II激流式生物反应器购自杭州安普生物工程有限公司;UV-1200紫外分光光度计购自上海美谱达仪器有限公司。
1.2 试验方法
1.2.1 ST细胞复苏与扩繁 采用常规方法复苏ST细胞,细胞按1:5比例扩繁出10个10 L转瓶,其中8个转瓶用于反应器培养,2个转瓶作为对照组,按转瓶的生产工艺培养。
1.2.2 反应器试验前的准备工作 试验前应对温度传感器、DO传感器、pH传感器进行校准与灭菌。完成培养袋气密性检测,以确保其完整性。在超净工作台内将传感器、呼吸袋、取样器与培养袋的连接。装罐完毕后将已灭菌的PBS注入灌注袋内,浸泡纸片载体。将浸泡纸片的PBS缓冲液通过出液泵打出,将6 L细胞生长液泵入激流袋,启动自动运行,并开始循环,温度设定为37℃,设定细胞生长相应的参数值。细胞上罐前需进行无菌验证。
1.2.3 细胞上罐与培养 细胞上罐前应先将反应器罐体内细胞培养液取样作无菌检验。将8个10 L转瓶的细胞消化后装入预先准备的已灭菌接种瓶,并取样计数,细胞量应达到(2~3)×109个,细胞悬液体积约4 L,装入接种瓶。通过相应管道的连接将细胞泵入细胞培养袋中静止1.5 h。待细胞吸附完毕,补充4 L细胞生长液(工作体积为8 L),并调节设定参数 DO值 150;pH值上限 7.5,下限 7.15;培养温度37℃;泵速 500 r/min;振荡器转速 63 r/min,继续培养。
细胞上罐培养24 h后取样测耗糖并无菌检验,培养48 h后进行全换液,再培养24 h取样检测耗糖值,当耗糖量达到2 g/L时,就可进行细胞接毒。
1.2.4 接毒 配制相应的接毒用液体,分别为4 L细胞清洗液、4 L吸附液、7.5 L含2%牛血清的维持液。先将罐体内的废液用蠕动泵排出,泵入4 L清洗液,清洗罐内细胞后排出,再泵入含脾毒的4 L吸附液,吸附1 h后排出3.5 L,最后泵入7.5 L含2%牛血清的维持液,调整设定参数DO值100;pH值上限8.0,下限7.3;培养温度上限38℃,下限36℃;泵速550 r/min;振荡器转速63 r/min,打开循环进行培养。病毒培养过程中要根据每天取样测定的耗糖值,决定是否添加相应的营养物质 (如:2倍浓缩的DMEM溶液、葡萄糖溶液)。
1.2.5 抗原收获、效价检测与卸罐 当病毒培养4 d后进行第1次收获,总共收获4次病毒液,每次病毒培养时间为4 d。根据耗糖值的变化来判定罐内细胞的生长状态,再确定卸罐的时间。
2 结果与分析
2.1 应用激流式生物反应器培养ST细胞情况 本次反应器前期ST细胞培养试验参照安普反应器厂家提供的工艺技术及参数完成,ST细胞上罐数量为2.01×109个细胞。由于细胞培养过程中纸片载体无法实时观察细胞的状态与生长情况,只能通过每天定时取样检测培养基的耗糖值与调碱量来判断细胞的情况。表1表明,细胞上罐后第1 d,由于细胞数量少,且经过胰酶消化,细胞状态还没有完全恢复,此时生长速度较缓慢,耗糖值较低;培养至第3 d,细胞耗糖值上升至2.18 mmol/L。试验设立10 L转瓶对照组,细胞1:5分种后培养48 h已长满单层。
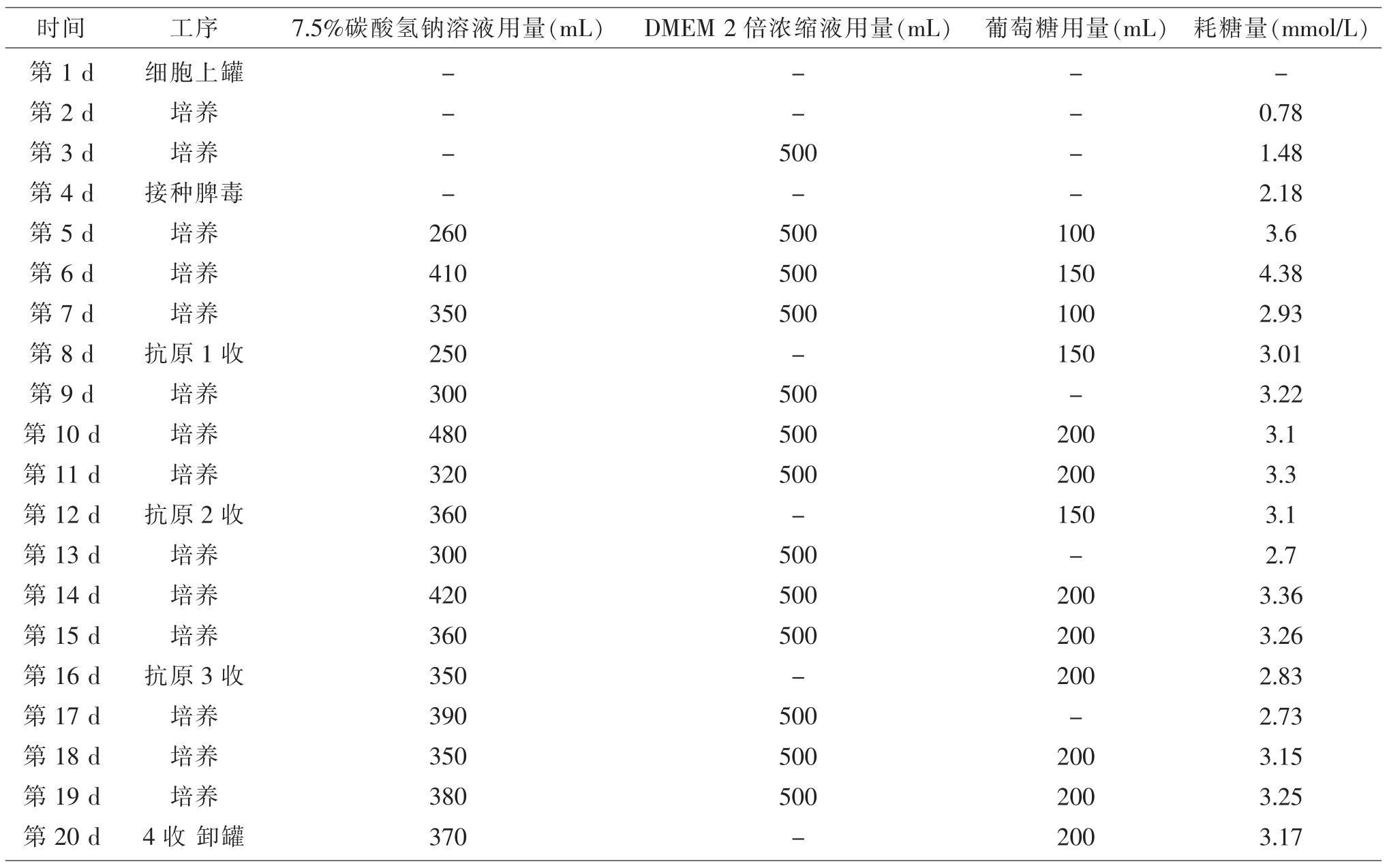
表1 反应器培养猪瘟病毒全过程
2.2 接毒情况 反应器上罐后第3 d,耗糖值上升至2.18 mmol/L。前期预试验数据表明,耗糖值大于2 mmol/L时细胞已经适合接种,完成脾毒接毒工序。大兔脾毒按0.5%接毒量共计2 L接入灌注袋中,关闭蠕动泵,使得灌注袋内的纸片载体浸润在2 L脾毒中,吸附1 h后,开启蠕动泵。
2.3 抗原收获、效价检测与卸罐 本次反应器试验共收获抗原4个收次,抗原每间隔4 d收获1次,与转瓶对照组抗原收获工艺相吻合。反应器与转瓶各收获4个收次抗原,并用兔体热反应方法检测抗原效价。转瓶对照组与反应器试验组各收次产毒结果见表2、图1,表明利用反应器培养猪瘟抗原效价比转瓶组高,最高可以达到50万倍,但是抗原收获批次较少,只有第2、第3两个收次达到要求。
第4收次抗原收获完毕后,取出灌注袋从袋子上中下及内部四个不同位置分别取5张纸片载体,经过结晶紫溶液处理后,进行细胞计数,经过计算得出培养第20 d灌注袋内细胞总数为1.22×1010个细胞,细胞数增长了6倍左右。从细胞上罐到最后卸罐培养周期为20 d。简单[4]。其缺点是:(1)生产过程不完全可控,不能适时调整培养条件,无法保证细胞培养处于最佳条件,因而培养的病毒滴度相对较低;(2)批间差异大,产品质量不均一、不稳定;(3)转瓶培养细胞劳动强度大、生产效力低、成本高。(4)细胞培养瓶使用前严格按要求清洗与灭菌,如果未达到细胞培养的洁净要求会影响细胞的增殖与产毒,严重会造成细胞污染。
本试验应用激流式生物反应器通过对细胞数、pH值、温度、DO值等参数监控进行CSFV大规模培养的研究。二种培养方法相比较,从单位体积细胞数上,转瓶培养细胞数可达到2.5×105个/mL,反应器是1.5×106个/mL,反应器培养的细胞数是转瓶的6倍;从病毒滴度上,转瓶制备的猪瘟抗原效价最高可达40万RID/mL,反应器可达60万RID/mL,反应器比转瓶培养的抗原效价提升50%。
激流式生物反应器作为新型的生物反应器克服了转瓶的不足,它可适时调整培养条件,确保细胞处于最佳条件下增殖,提高了过程的可控性;操作简单,1~2人就可操作,劳动强度低;一次性细胞培养袋减少了污染的风险,纸片载体的立体结构增大了细胞培养的表面积,更有利于细胞的吸附,从而实现高密度培养细胞,配合独特的传氧与细胞培养方式,进一步提升病毒滴度。但它同样也存在弊端,细胞在纸片载体中生长,无法适时取样观察细胞生长情况,只能借助耗糖值推测细胞生长状况,判断接毒收获时间,不能精确地把握接毒与收获的时机,直接影响

表2 转瓶与生物反应器培养猪瘟抗原效价对比

图1 转瓶与生物反应器培养猪瘟抗原效价对比柱形图
3 讨 论
目前大多数厂家生产猪瘟细胞苗都是采用转瓶的培养工艺,其优势是投资少、操作简单、放大工艺抗原效价提升的效果,此次反应器试验抗原效价提升幅度偏低。
猜你喜欢
心理学探新(2022年1期)2022-06-07
生物技术通讯(2019年1期)2019-02-18
天然产物研究与开发(2018年9期)2018-10-08
猪业科学(2018年5期)2018-07-17
环境保护与循环经济(2017年4期)2018-01-22
中国科技纵横(2016年20期)2016-12-28
山东工业技术(2016年15期)2016-12-01
大型铸锻件(2015年4期)2016-01-12
化工进展(2015年6期)2015-11-13
中国当代医药(2015年8期)2015-03-01
