
含水量对饮料瓶片挤出产物特性黏度的影响
2018-08-31 06:30马静王益龙神睿张妮
现代塑料加工应用 2018年4期
马静 王益龙 神睿 张妮
(大连理工大学化工学院高分子材料系,辽宁 大连,116024)
城乡居民日常生活中废弃的的矿泉水瓶、饮料软包装和食用油瓶等液体外包装(以下简称饮料瓶),已经成为可回收生活垃圾的主角,各个城市为了应对这种体积大、形状各异的饮料瓶纷纷建立专业粉碎厂,将其粉碎成形状不规则的小片,去除杂质,再经过碱洗、水洗、瓶盖和瓶标签分离、离心甩干等工序,得到体积较小、形状不规则、数量巨大的饮料瓶片[1],用于挤出生产低附加值的短纤维[2-4]。
为了便于远距离运输,使废弃资源得到有效利用,需要对饮料瓶片先挤出造粒,如果能在外地先将饮料瓶片挤出造粒,再运至加工厂更具有现实意义。试验发现饮料瓶片在挤出时难以牵引成条,因而有必要探索其挤出造粒方法。下面分别研究挤出机类型、饮料瓶片含水量、挤出工艺条件等对挤出产物特性黏度的影响。
1 试验部分
1.1 主要原料
饮料瓶片,大连金普新区聚酯瓶回收厂;苯酚,分析纯,天福精细化工有限公司;四氯乙烷,分析纯,天津博迪化工有限公司。
1.2 仪器设备
单螺杆挤出机,SJ30/25,上海轻工机械有限公司;双螺杆挤出机,CTE-35,科倍隆科亚(南京)机械有限公司;反应挤出机,30型,大连理工大学;差示扫描量热仪(DSC),V4.7A,美国TA仪器公司;真空干燥箱,DZF,郑州予华仪器厂。
1.3 饮料瓶片的预处理
饮料瓶片人工挑选去除残余的杂质,用剪刀剪小,放置到真空干燥箱中,在140 ℃,0.1 MPa下真空干燥4 h,自然冷却到室温。将另一部分剪小的饮料瓶片放在大托盘中在太阳下晾晒或者用喷壶喷水,得到不同含水量的饮料瓶片。
1.4 饮料瓶片性能测试
含水量测试:将干燥的500 mL烧杯用电子分析天平称重(Wc),在烧杯中装入半杯饮料瓶片一起称重(Wt),将其放入真空干燥箱中,烘干后冷却至室温再称重(Wd),利用公式(1)计算出饮料瓶片的含水量(Gw)。
Gw=(Wt-Wd)/(Wt-Wc)
(1)
DSC测试:将饮料瓶片料在真空干燥箱内干燥4 h,用电子分析天平精确称量8 mg整块圆饼状试样,用DSC,以10 ℃/min升温速率从40 ℃加热至280 ℃,测定升温DSC曲线,再以10 ℃/min的降温速率从280 ℃降温至40 ℃,测定降温DSC曲线。
挤出产物特性黏度测试:用电子分析天平称取0.125 g挤出产品,加入到装有25 mL苯酚/四氯乙烷混合溶剂(质量份数比1∶1)容量瓶中,在80 ℃的恒温电热板上加热6 h至完全溶解,使用G3沙型漏斗过滤,充分去除杂质。过滤后的溶液使用乌氏黏度计,用一点法在(25.00±0.05) ℃的水浴中测定特性黏度,记录产物溶液流经毛细管的流出时间(t),每批样品测试前先测溶剂流出时间(t0),按公式(2)计算挤出产物特性黏度:
(2)
式中,η为挤出产物特性黏度,c为溶液质量浓度(5 g/L);ηr为相对黏度,ηr=t/t0;ηsp为增比黏度,ηsp=ηr-1。
1.5 单螺杆挤出机挤出饮料瓶片
单螺杆挤出机挤出饮料瓶片时,螺筒各区温度分别为:245 ℃(加料段),250,260,240 ℃(机头),螺杆转速50 r/min,用聚丙烯清膛后在料斗中加入饮料瓶片,由于挤出产物难以牵引成条,用不锈钢托盘取料样,进行特性黏度测定。
1.6 双螺杆挤出机挤出饮料瓶片
双螺杆挤出机挤出饮料瓶片时,螺筒各区温度分别为:245,250,250,250,255,255,260,260,250 ℃(机头),螺杆转速200 r/min,用聚丙烯清膛后截取样品进行特性黏度测定。
1.7 反应挤出机挤出饮料瓶片
反应挤出机挤出饮料瓶片时,螺筒各区温度分别为:240 ℃(加料段),250,250,250,230 ℃(机头),控制螺杆转速50 r/min,缩聚段的真空度为0.08 MPa,依次用聚丙烯、饮料瓶片对螺杆清膛,再将待测饮料瓶片试样加入到反应挤出机中熔融挤出。
2 结果与讨论
2.1 饮料瓶片的材质分析
图1为烘干饮料瓶片的DSC分析曲线。由图1可以看出,只在256 ℃出现吸热峰,这是聚对苯二甲酸乙二醇酯(PET)的特征结晶熔化吸热峰,表明饮料瓶片的材质是纯PET,不含其它聚合物组分;DSC降温曲线在180 ℃时出现结晶放热峰,表明其冷却变硬的速率慢,也符合PET的特征。
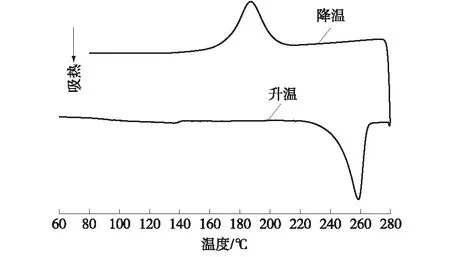
图1 烘干饮料瓶片的DSC分析
2.2 饮料瓶片含水量及其外观
由于购买的饮料瓶片在生产过程中是利用水下切片粉碎技术,又经过碱水和清水的洗涤,比表面积非常大,含有较多的水分。用直接烘干称量法测定饮料瓶片的含水量,来源不同的饮料瓶片,其含水量及饮料瓶片外观特征见表l。
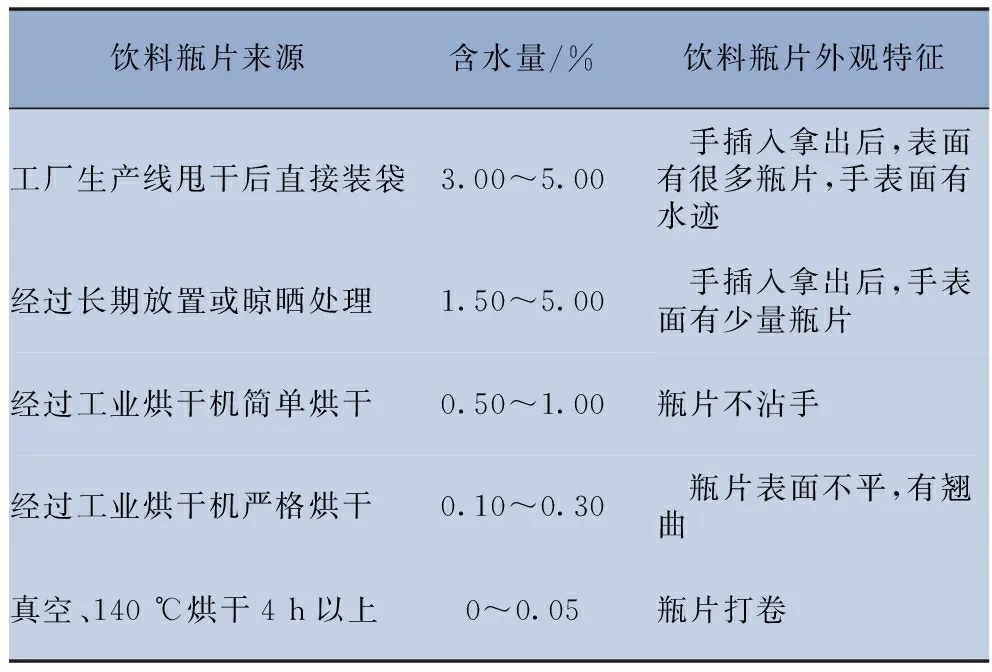
表1 不同来源饮料瓶片含水量及外观特征
2.3 饮料瓶片挤出产物特性黏度和挤出现象
分别使用单螺杆挤出机、双螺杆挤出机和反应挤出机挤出彻底烘干和含水量1.25%的饮料瓶片,挤出产物的特性黏度和挤出现象见表2。
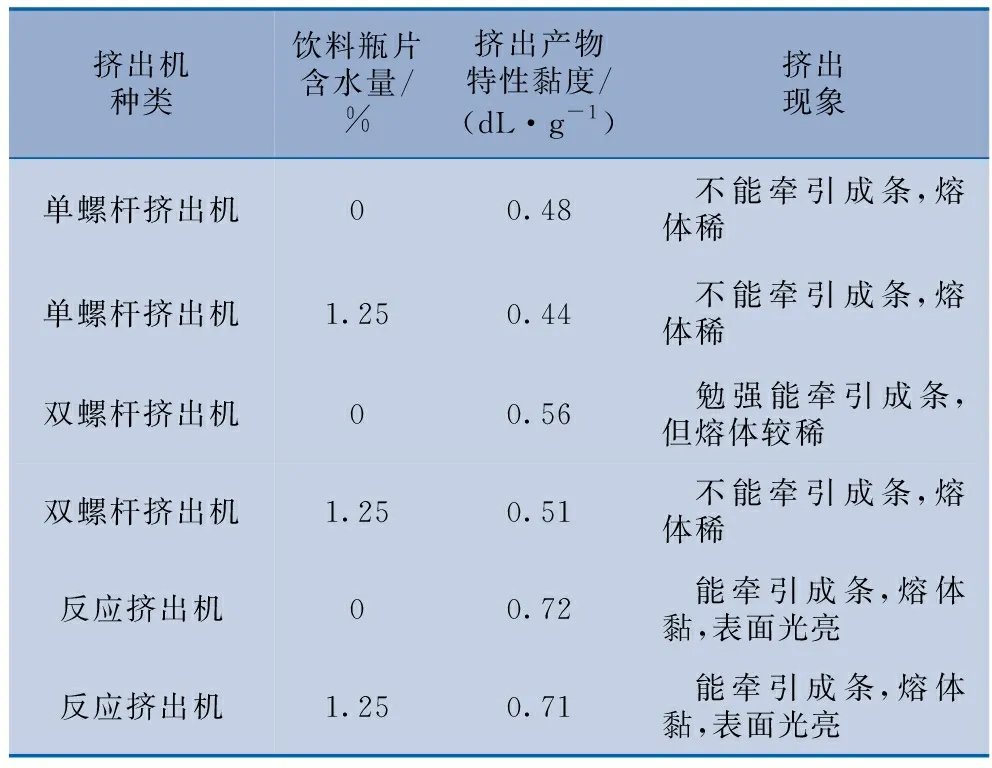
表2 各种挤出机挤出含水量不同饮料瓶片的情况
从表2可以看出,使用单螺杆挤出机挤出饮料瓶片,无论饮料瓶片的含水量多少,挤出产物都难以牵引成条;使用双螺杆挤出机挤出完全烘干的饮料瓶片时,勉强能牵引成条,当挤出含水量为1.25%的饮料瓶片时,就无法牵引成条;使用带有真空除气装置的反应挤出机,不同含水量饮料瓶片都容易牵引成条,特性黏度远高于使用单螺杆或双螺杆挤出机,这是因为反应挤出机螺杆长径比大,在螺筒中部位置上开有排气孔,可以在高真空下抽除高温熔体中的水分,这些水分大部分是瓶片中带来的,小部分是PET端基缩聚形成的,后者的移除会使化学平衡向生成高分子量PET的方向偏移,导致大分子扩链,因而用反应挤出机的挤出产物特性黏度较高,产物的挤出成条性好,反应挤出机是挤出含水饮料瓶片的优选设备。
2.4 含水量对挤出产物特性黏度的影响
分别配制含水量为0.50%,1.25%,2.50%,3.50%的饮料瓶片,使用反应挤出机挤出,螺筒温度分别为240,250,250,250,230 ℃,得到挤出产物,进行特性黏度的测定,结果见图2。

图2 含水量对挤出产物特性黏度的影响
使用含水量较低的饮料瓶片利于提高挤出产物的质量,含水量达到3.50%时,仍能正常挤出、牵条,这是因为反应挤出机螺筒中部开有排气口,安装有真空视镜和真空泵,可使饮料瓶片中的水分在高温下被充分去除,饮料瓶片中的水分对特性黏度和挤出成条影响较小。
2.5 真空度对挤出产物特性黏度的影响
使用反应挤出机对含水量为0.50%的饮料瓶片进行挤出试验,螺筒温度分别为240,250,250,250,230 ℃,螺杆转速50 r/min,通过调节排气系统的阀门调节除气段真空度,真空度对挤出产物特性黏度的影响见图3。
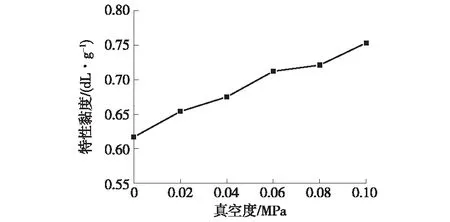
图3 真空度对挤出产物特性黏度的影响
从图3可以看出,真空度提高更有利于除去饮料瓶片熔融后熔体中的水分和小分子挥发物,要使除气段真空度保持0.10 MPa有困难,但真空度保持在0.08 MPa以上没有问题。
2.6 螺杆转速对挤出产物特性黏度的影响
使用反应挤出机对含水量为1.25%的饮料瓶片进行挤出试验,除气段真空度保持在0.08 MPa以上,挤出产物特性黏度的变化情况见图4。随着螺杆转速的提高,挤出产物的特性黏度先增后减,在螺杆转速为80 r/min时达到最大值。这是因为螺杆转速低于80 r/min时,随着螺杆转速的提高,物料在高温料筒中的停留时间减少,高温老化降解变少,产物的特性黏度提高;当螺杆转速高于80 r/min时,高转速带来的强剪切会使产物的特性黏度略有降低。综合考虑得到螺杆转速最佳范围为70~80 r/min。
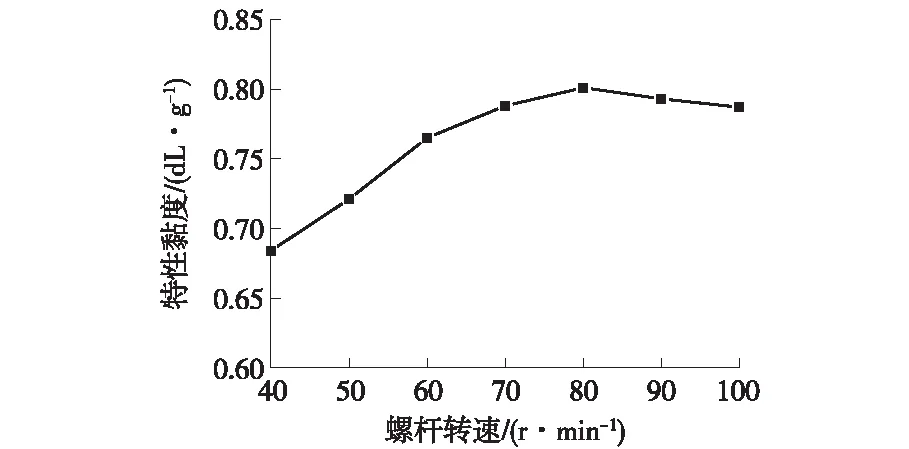
图4 螺杆转速对挤出产物特性黏度的影响
3 结论
1) 饮料瓶片的材质均为PET,不含其它聚合物组分。
2) 使用单螺杆挤出机挤出含水量不同的饮料瓶片时无法牵引成条,挤出物的特性黏度下降明显;双螺杆挤出机挤出饮料瓶片时,产物的特性黏度都低于0.60 dL/g,挤出成条困难;使用帯有真空除气装置的反应挤出机,无论饮料瓶片的含水量多少,都容易牵引成条,并且挤出产物的特性黏度较高。
3) 提高反应挤出机除气段真空度和降低饮料瓶片的含水量有利于提高挤出产物的特性黏度,反应挤出机的螺杆转速最佳范围为70~80 r/min。
猜你喜欢
小学阅读指南·低年级版(2020年10期)2020-10-12
小猕猴智力画刊(2019年6期)2019-08-13
中国奶牛(2019年1期)2019-02-15
农业工程学报(2017年9期)2017-06-27
学苑创造·A版(2017年6期)2017-06-23
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中成药(2014年2期)2014-11-04
中国塑料(2014年8期)2014-10-17
