螺母座焊接专用凸焊电极的设计与应用
2018-09-26 07:54张磊刘警张莉张诚邵强朱红
汽车实用技术 2018年18期
张磊,刘警,张莉,张诚,邵强,朱红
螺母座焊接专用凸焊电极的设计与应用
张磊,刘警,张莉,张诚,邵强,朱红
(陕西万方汽车零部件有限公司,陕西 西安 710200)
凸焊技术在汽车制造业中应用广泛,凸焊电极的设计与制造是应用于凸焊工艺的关键所在。文章结合工作实践,介绍了螺母座焊接专用凸焊电极的一种新型方案,能够提高产品加工效率,改善外观,提高焊接质量。
螺母座;凸焊电极;强力磁铁;可调节支架
前言
凸焊工艺是在一工件的贴合面上预先加工出一个或多个凸起点,使其与另一工件表面相接触,并通电加热,利用焊件上的凸点,将电极压力和焊接电流均匀地分布在同时焊接的凸点上,然后通过预压、通电加热和冷却结晶3个过程,实现焊接。在一个焊接循环内可同时焊接多个焊点,生产效率高;由于电流集中,可以有效克服点焊时熔核偏移的缺点,凸焊点的位置精确,尺寸一致,各点的强度均匀。平板电极凸焊时,最大限度地减轻了另一个工件外露表面上的压痕,电极磨损小,大大降低了电极的保养和维修费用。
随着汽车工业的不断完善与发展高水平、高效率的生产工艺应用而生,汽车工业尤其是车身制造中,凸焊工艺被广泛得到应用,以提高加工效率和保证产品质量,满足汽车大批量装配生产的需求。要推广应用凸焊工艺,就必须解决受焊件、焊机及电极问题。通用的焊接螺母已有国家标准,生产厂家较多,工艺成熟,质量可靠。而非标零件需要考虑凸焊电极设计、制造是影响是否可以实现凸焊工艺的关键。
1 螺母座凸焊电极的设计要求
螺母座焊接于可调节孔类支架一侧,产品用来解决螺栓连接形式,装配位置狭小、扳手无法触及的螺栓防转。为了提高螺母座生产效率、改善外观、提高焊接质量,满足大批量生产需求。根据螺母座的结构来设计非标电极,经过对螺母座的凸焊电极的多次设计改进,探索出了一种新型结构,达到了较好的效果,为此制作的凸焊非标电极在我公司得到应用。
凸焊电极在工作过程中承受着压力和电流,工作相当复杂,需要完成施压、通电、焊接。凸焊中参数的确定也直接影响着凸焊质量,针对不同的电极结构对应着不同的凸焊参数。所以说凸焊电极的设计首先就要考虑参数的影响;其次考虑电极材料、结构方式、工作表面以及散热的影响;最后要考虑凸焊零件的位置关系等。
由于螺母座的特殊性,其相对于被焊件条孔前后及中心有位置度要求;焊接成品四点完全融合,牢固、可靠;螺母座两侧无变形。
综上所述,设计中要考虑的要点:
(1)螺母座上电极采用绝缘定位销控制其前后位置,两侧采用绝缘定位板控制其中心位置;
(2)螺母座下电极必须要有绝缘的定位销,以确保被焊件定位;
(3)定位销必须绝缘且要耐高温,耐磨损,便于更换等。
2 螺母座的凸焊原理
螺母座(图1)的凸焊工艺是采用电阻焊接,将螺母座定位于上电极,零件定位在下电极,然后选择合适的焊接参数,通过对螺母座施压通电焊接,将螺母座的四个焊点与被焊件融合,达到良好的焊接效果。要保证螺母座的四个焊点受到的压力均匀,这样凸焊的电流密度也分布均衡。所以必须保证上下电极工作的表面相互平行,以免产生“偏压”现象,影响焊接接头的强度和两端熔合。
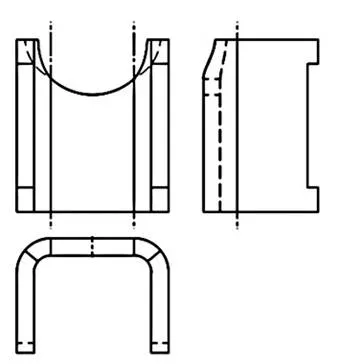
图1
3 凸焊螺母座电极设计和工作原理

图2
3.1 螺母座电极结构特点
焊接螺母座凸焊专用电极(图2)中,1-M型上电极,2-上电极绝缘销,3-下电极螺母,4-下电极绝缘销,5-尼龙固定块组成。1,2,5共组成上电极,1-M型上电极结构:包括冷却水循环孔、强力磁铁口、固定螺母座定位孔;2-上电极绝缘销装在其中一个孔中;5-尼龙固定块组成是为了使螺母座两则与M型上电极表面绝缘。凸焊螺母座时,螺母座就可以直接固定在上电极上。3,4共组成下电极,3-下电极螺母,其两孔用于安装4-下电极绝缘销,起到定位零件的作用。
3.2 螺母座电极工作原理
1-M型上电极(图3)是左右和前后对称结构,这样有利于电流分布均匀;上电极上装有强力磁铁,为了将螺母座固定在上电极上面;图3中的2个圆孔可以互换使用,使用其中一个孔装绝缘定位销(定位螺母座);U型槽的主要作用是防止在凸焊压力过程中螺母座的开档尺寸变大,如果螺母座的开档尺寸变大就失去了螺母座的作用。U型槽的两则装有尼龙材料,作用是防止在凸焊过程中螺母座的两侧表面损伤。
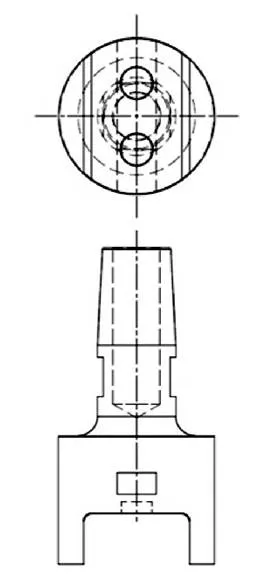
图3
3-下电极螺母(图4),表面两个圆孔装有绝缘的定位销,用来定位零件上的长条孔。

图4
4 结论
通过对螺母座凸焊电极结构的不断试验、改进,生产验证,最终我们确定了这种新型结构,这种螺母座凸焊电极,满足了我公司零件大批量生产和种类繁多的生产需求,将螺母座焊接工艺改进为凸焊焊接,在我公司的踏板支架类产品中被广泛应用,提高了产品加工效率、改善焊接质量,降低制造成本。
[1] 电阻焊分会.电阻焊理论与实践[M].北京:机械工业出版社,1994.
[2] 赵熹华.压力焊[M].北京:机械工业出版社,2003.
[3] 丛曰海.车身安装套凸焊电极改进设计[J].客车技术,2010.
Design and application of convex welding electrode for nut holder welding
Zhang Lei, Liu Jing, Zhang Li, Zhang Cheng, Shao Qiang, Zhu Hong
(ShaanXi WanFang Auto Parts Co., LtD, Shaanxi Xi'an 710200)
convex welding technology is widely used in automobile manufacturing industry, and the design and manufacture of convex welding electrode is the key to the application of convex welding technology. Based on the work practice, this paper introduces a new type of special welding electrode for nut seat welding, which can improve the processing efficiency, appearance and welding quality.
Nut holder; Convex welding electrode; Design application; CLC number
B
1671-7988(2018)18-231-02
TG40
B
1671-7988(2018)18-231-02
CLC NO.:TG40
张磊,就职于陕西万方汽车零部件有限公司。
10.16638/j.cnki.1671-7988.2018.18.079
猜你喜欢
科技视界(2022年22期)2022-11-10
汽车实用技术(2022年7期)2022-04-20
汽车实用技术(2021年18期)2021-10-11
北京工业大学学报(2021年9期)2021-09-14
汽车工程(2021年3期)2021-04-14
防爆电机(2021年1期)2021-03-29
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·中学生(2020年3期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27