浅析轿车车身工艺降本方法
2018-09-26 07:54王立影
汽车实用技术 2018年18期
王立影
浅析轿车车身工艺降本方法
王立影
(上汽通用汽车有限公司整车制造工程部,上海 201201)
在介绍白车身工艺开发工作内容及车身制造过程的基础上,探讨轿车车身工艺开发过程中在同步工程、工艺规划及工装设计等方面进行降本增效的方法,为新车型项目车身开发和工艺规划提供参考。
降本;车身工艺
引言
国内各汽车企业不断通过缩短开发周期,轻量化车型结构设计和优化制造工艺,以及控制运营成本等方式降低成本,提升市场竞争力。轿车的白车身工艺开发作为车型开发中非常重要一环,包含同步工程、前期规划和新项目详细工艺设计、招投标、项目实施及在产项目的工艺改进、问题解决工作等。如何在车身工艺开发工作中提高产品开发效率,降低整车制造风险及制造成本对于提高车企的市场竞争力有重要意义。本文在介绍车身工艺开发工作内容及白车身制造过程的基础上,探讨轿车车身在工艺开发中在同步工程,工艺规划及工装设计等方面实施降低成本的方法,为新车型项目车身开发和工艺规划提供参考。
1 白车身工艺规划及制造过程
轿车白车身是指尚未进行喷漆的汽车车身,其结构如图1所示。对轿车来说,一般主要包括底板、左侧围、右侧围、车顶、后围板及前后盖四门等车身部件。白车身是轿车的骨架,先进的产品设计及制造生产线决定白车身质量水平,产品设计及生产线工艺规划合理性直接影响着制造成本、制造质量与效率。在白车身进行实际造车之前,车身工艺部门将与产品设计在产品开发的不同节点进行同步工程工作[1],主要进行产品的可制造性评估,同时针对该产品设计及产能要求进行工艺规划,包括生产线的布置,设备投资,人员数量,投资预估等工作。在设备进厂前需要联合线体供应商进行工装设计设备选型工作,确保工艺方案的可实施性。
白车身制造过程是在车身焊装线上,通过物流将进厂级零件料箱输送到生产线旁;操作工或机器人将零件从料箱取出,并搬运至制造工位;通过定位工装将需要拼合的零件进行定位夹紧后,综合运用电阻点焊、涂胶连接、螺栓连接、冲压铆接、折边等工艺将这些分总成零件连接成白车身总成。各个分总成和主线间及主线通过各种机运系统连接。

图1 白车身结构
2 车身工艺降本方法
2.1 产品开发同步工程
2.1.1 产品可制造性
产品工程在产品设计过程中需将制造要求予以实施,以保证整车的制造质量,提高制造效率和降低制造成本[2,3]。车身工艺在白车身虚拟评审过程中,可根据制造要求条目,人工在数模中有针对性的进行逐条检查,进行基准一致性,焊接可达性等产品可制造性检查。如在白车身制造过程中,通过物流将装有零件的料箱送至生产线旁,然后通过手工上料或者机器人搬运的方式,将零件放置到工装上,若零件或零件总成刚度设计不足,在搬运过程中容易产生零件塑性变形现象,影响整车尺寸精度,后道无法装配等现象。在白车身虚拟评审过程中,可通过CAE分析软件,模拟零件在搬运过程中的受力状态,计算零件的变形量。同时,可根据计算结果对零件搬运的抓取点位置进行优化,指导工艺设计。指导产品设计增加筋,避免后期模具更改。
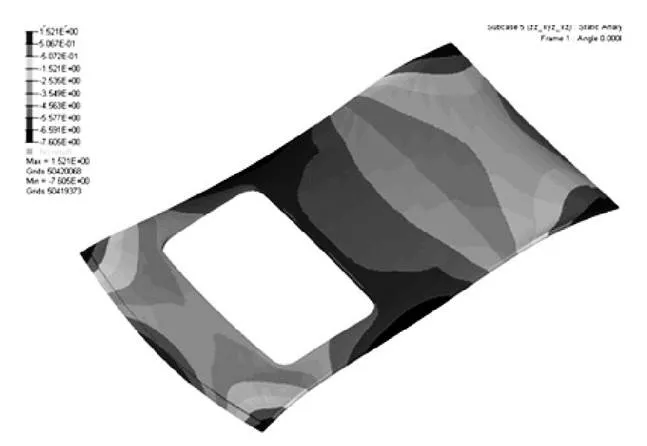
图2 车顶搬运变形
2.1.2 基准一致性
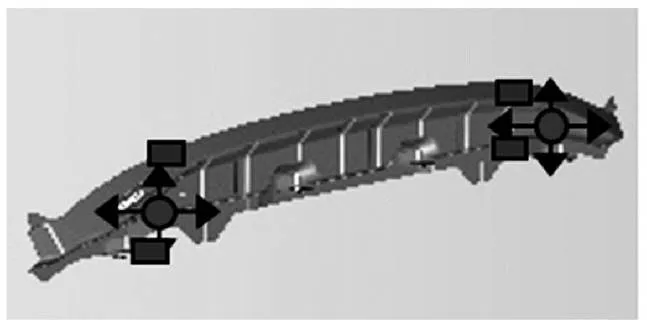
图3 零件定位基准
为满足不同车型可以在同一工厂进行制造,或同一车型可以在不同工厂制造,制造工程制定了通用基准定位策略。在产品开发过程中,通过检查零件设计定位特征与通用基准定位策略要求的一致性,如白车身分总成的零件定位基准,基准位置的典型截面,关键区域的设计间隙等,如图3所示,确保制造过程中尽可能实现工装设备共用,从而降低制造成本。
2.1.3 设备工具共用性
在新产品引入现有工厂时,在不影响产品性能的前提下,需要考虑产品设计与工艺可以由工厂现有设备完成,避免增加新增设备投资。主要有几个方面:(1)连接工艺的一致性,如某车型侧围与落水槽连接工艺为电阻点焊,而现有工厂在此处的连接设备为阿普拉斯焊枪,而采用电阻点焊将导致侧围电阻点焊焊点数量增加,现有焊接设备无法满足产能要求,因此在产品同步工程过程中需与产品工程交流,在保证产品性能及外观的条件下更改连接侧围与落水槽连接工艺,避免因生产线点焊焊点增加造成的设备投资增加。(2)涂胶零件号一致性,白车身设计多种涂胶类型以满足车身结构强度及密封防腐性能要求。在产品同步工程工作中,需要根据现有工厂及规划工位的涂胶工艺设备,与产品设计交流推动统一不同车型的涂胶类型,达到共用涂胶设备减少设备投资的目标。如某车型侧围小支架与侧围之间原设计为密封胶,但工艺规划引入工位无密封胶设备,但有结构胶设备,因此与产品设计沟通,将密封胶改为结构胶在满足产品性能的前提下,可减少2套密封胶设备的投资。(3)车身安装螺栓螺母的一致性。在车身表调线一般通过打紧螺栓或螺母安装轿车的前后门铰链,前后门,前盖铰链,翼子板支架及前后盖总成零件,新车型引入时可根据现有生产车型的螺栓螺母型号输入给产品设计,并推动新老车型共用螺栓螺母零件以共用表调线上拧紧枪等动力工具,节省新型号螺栓的引入导致的动力工具投资增加。

图4 表调线共用螺栓
2.2 车身工艺精益规划
2.2.1 生产线工艺布局规划
车身工艺规划是指在产品设计阶段结合车型的产能要求、自动化率、生产车间现状等通过对车身的上件、焊点分配、节拍计算等方面进行分析,在保证产品工艺可行性的同时确定出最优化的生产线结构,而生产线工艺布局规划直接影响到生产线的技术可行性和投资成本。以某车型侧围内板分拼线工艺布局为例,基于产能要求及未来车型引入预留需求,初始方案为左右侧围内板焊接工装分开布局,每侧布置两个四面转台的焊接工位,每侧工位布置两台焊接机器人和一台抓料机器人,左右侧分别一名操作工进行上料工作,如图5所示。该方案由于左右侧工艺分开,人员和设备对称布置,布局占地面积大,投资费用大。经过分析优化,将侧围内板分拼线工艺布局由左右分开改为合并在一起,如图6所示,左右件焊接工装集成到一个四门转台的两面,减少一名操作工、两个转台、两台机器人等设备,缩短操作工行走距离,对应的操作工及工艺占地面积和设备量均减为原方案的一半,节省投资和占地面积为后期设备能力提升预留更多空间。

(1)工艺布局优化前
(2)工艺布局优化后
图5 布局优化
Fig.5 Layout optimize
2.2.2 工位工艺优化
车身工艺规划中,工位内人员与设备的工艺内容分配合理性也将影响人员成本及设备利用率。以某底板主线为例,现有车型的门槛内板、后轮罩和后端板均为人工上料且有涂胶工艺,其中一车型底板骨架与面皮之间存在大量结构胶,因此方案中在后轮罩焊接工位针对该车型有专用的涂胶机器人。初始方案右侧每个工位各需要一个操作工,共三名操作工进行人工的上料和涂胶操作,而单一车型专用涂胶机器人在生产其他车型时不工作。通过详细的人工操作时间分析发现,通过对后轮罩工位改造,将后轮罩上的一部分人工涂胶操作由由涂胶机器人完成,可减少一名操作工且满足操作节拍要求,同时可提高单一车型涂胶机器人的利用率,降低人工成本。
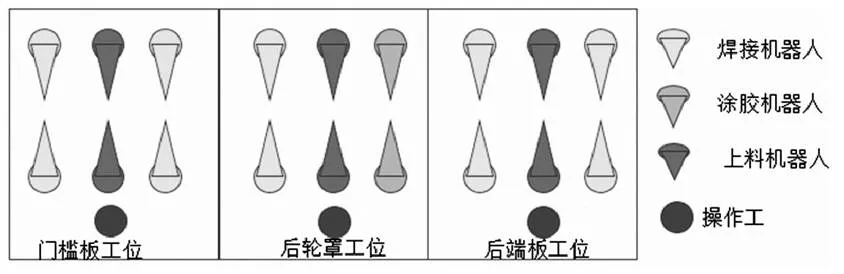
(1)工艺优化前
(2)工艺优化后
图6 工艺优化
Fig.6 Process optimize
2.3 工装设计柔性化
汽车车身焊装工装设计,是指采用定位块、导向支架、支座以及夹紧件等附件构成,用于定位、夹紧结构零件的机械装置,是整个车身焊接生产过程中最重要的基础工艺装备[4]。除了在工艺规划前期同步工程时进行基准一致性确认外,在车型引入的工装夹具设计时,也要根据产品设计特征尽量实现多车型共用或同一车型的左右件共用的柔性化,以降低工装成本及占地面地。以侧围内板螺柱螺母焊工位为例,侧围内后轮罩内板上左右件均有螺柱和螺母焊工艺,初始方案为左右件焊接工装分开,并通过滑台机构保证螺柱焊和螺母焊工艺在同一工作位进行,保证螺柱和螺母焊设备共用,节省焊接设备的投资。经详细左右零件对比发现,左右件螺母位置是对称布置,将左右零件对称放置后螺柱位置也基本为对称布局,即左右零件可以集成在一个固定工装上。因此工装优化后,左右零件螺柱螺母焊工装由滑台切换的分体式工装集成为一个固定工装,可节省滑台机构等相关设备,节约设备投资,节省占地面积。

图7 侧围螺柱螺母焊工装优化
3 结语
轿车白车身工艺开发工作是一个复杂的系统工程,包括白车身设计同步工程,确保产品设计的可制造性和易制造性;车身工艺方案规划,确保车身工艺设计布置能够满足高节拍需求;车身工艺实施,包括工装设计及设备选型及现场实施,满足车身制造质量和稳定性。在车身工艺规划开发过程中各个环节中都可以通过综合考虑多车型生产柔性化,设备共用性和人员数量优化,提高产品开发效率,降低整车制造风险及制造成本。
[1] 蒋荣斌.基于某车型的车身焊装工艺同步工程方法简介.汽车工艺与材料[J].2010,8:5~7.
[2] 郝明,曹铁.汽车车身制造工艺同步工程浅析[J].企业导报,2013, (11):281.
[3]陈锡荣,王立影.车身工艺虚拟评审,汽车制造业[J].2016.
[4] 程楠,潘起斯.浅析汽车车身焊装夹具的定位.装备制造技术[J]. 2010,8.
Analysis on the Cost Reduction Method of Body Process
Wang Liying
( Vehicle Manufacturing Engineering, SAIC-GM limited company, Shanghai 201201 )
Based on introduction of automotive body process developing contents and manufacturing process, the cost reduction method during virtual assessment, process planning and tooling design are analyzed. All the content can be refere -nce for the new product development and body process design in new project initial.
Cost Reduction; Body Process
A
1671-7988(2018)18-246-03
U463.212
A
1671-7988(2018)18-246-03
CLC NO.: U463.212
王立影,女,(1979-),辽宁铁岭人,就职于上汽通用汽车有限公司,高级工程师,研究方向:汽车制造技术。
10.16638/j.cnki.1671-7988.2018.18.085
猜你喜欢
模具制造(2022年5期)2022-06-27
仪器仪表用户(2022年4期)2022-04-01
汽车实用技术(2021年18期)2021-10-11
粘接(2021年1期)2021-06-10
家庭影院技术(2020年4期)2020-05-21
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
科技与创新(2018年20期)2018-10-30
Coco薇(2015年10期)2015-10-19
中国高新技术企业(2015年12期)2015-03-31