SINMERIK 808D在数控机床上的配置调试
2018-10-13 02:09郭峰姜宇化春雷葛任鹏李正男
机械工程师 2018年10期
郭峰, 姜宇, 化春雷, 葛任鹏, 李正男
(沈阳机床(集团)有限责任公司,沈阳 110142)
0 引言
经济型数控机床拥有大量的市场需求,SINUMERIK 808D数控系统是西门子面向此类机床推出的一款产品。相对于过往的SINUMERIK 828D和SINUMERIK 840D,大大降低了经济型机床的成本构成,而在产品功能上也能满足普及型数控机床的性能要求。所以自从投入市场后,已在很多数控机床产品中应用。
经济型数控产品不同于其他专机型机床,属于流量型的生产方式,大部分产品的功能配置都趋于一致。而对于这种产品特点和生产方式,数控系统的调试方法就应有其特有的方式,SINUMERIK 808D提供了批量调试的功能。调试一台原型机后,对于同类型机床,只需要经过备份恢复的方式拷贝同类型产品。而后只需调整各自机床参数和功能参数,就可以达到使用标准,大大地方便了经济型数控产品的生产。本文旨在梳理数控系统的原型机调试和批量生产时如何更方便的“刷机”调试[1-4]。
1 原型机调试
1.1 NC调试
1.1.1 输入机床数据
808D的机床数据分为基本列表和专家列表,其中基本列表里可以设置基本的机床数据,专家列表里又包含:通用机床数据,轴机床数据,通道机床数据和显示机床数据。
控制系统定义了四条激活条件,每个机床数据都具有相对应的激活条件:1)PO(Power On,上电激活);2)RE(Reset,按“复位”键激活);3)CF(Config,按“激活”软键激活);4)IM(Immediate,更改后即刻激活)。机床数据的激活条件见参数列表中数据行尾部[5-7]。
1.1.2 设置进给轴相关的参数
1)使能位置控制。在系统默认状态下,各个轴都为仿真轴,控制系统既不会向驱动端输出指令,也不会从电动机端读取位置信号。通过设置参数来激活进给轴的位置控制,使进给轴进入运行状态[8-10]。

表1 使能参数
2)传动系统参数配比(如表2)。

表2 传动参数
3)设置轴速度和加速度(如表3)。
4)设置位置闭环放大。位置随动误差受位置环增益影响,在设定此参数时,须根据各轴的实际位置精度做出相应调整[10]。
1.1.3 设置主轴相关的参数
SINUMERIK 808D控制系统可以控制一个模拟量主轴。通过设置表4所示参数来对主轴进行调试[11]。
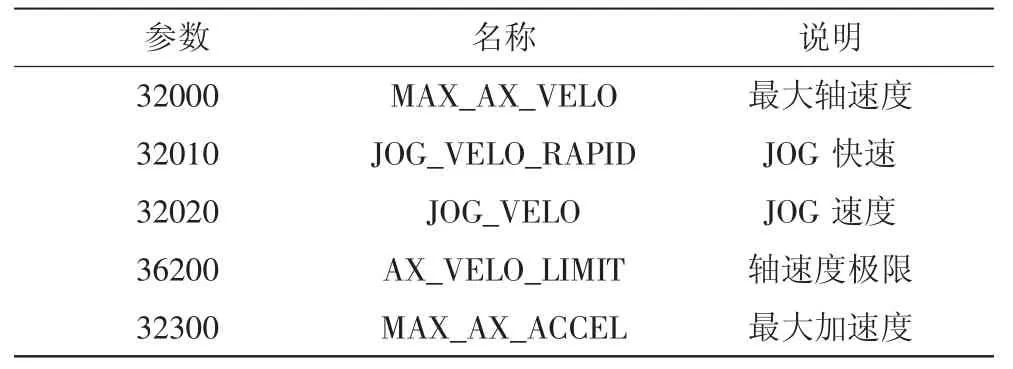
表3 轴参数
1.1.4 返回参考点
执行如下操作回参考点:1)按下MCP上的回参考点键进入“回参考点”模式。2)按住方向键回参考点,当屏幕上出现回零标志时松开按键。3)也可在触发模式下回参考点,一旦按下回参考点的方向键,将自动返回参考点。为此,须安装一个参考点挡块从而使轴在到达参考点之前不会在参考点挡块和硬限位开关之间停止。
1.1.5 数据设置
此部分的数据因每台机床的实际组装差异而需要在批量调试后按照实际数值进行差异性调整的,在原型机调试时可以采用默认数值或者按所调试的机床设置[12]。
1)软限位开关。36100 POS_LIMIT_MINUS-软限位开关;36110 POS_LIMIT_PLUS+软限位开关。
2)反向间隙。32450 Backlash反向间隙补偿(间隙补偿在回参考点之后有效)。
3)丝杠螺距误差补偿。38000MM_ENC_COMP_MAX
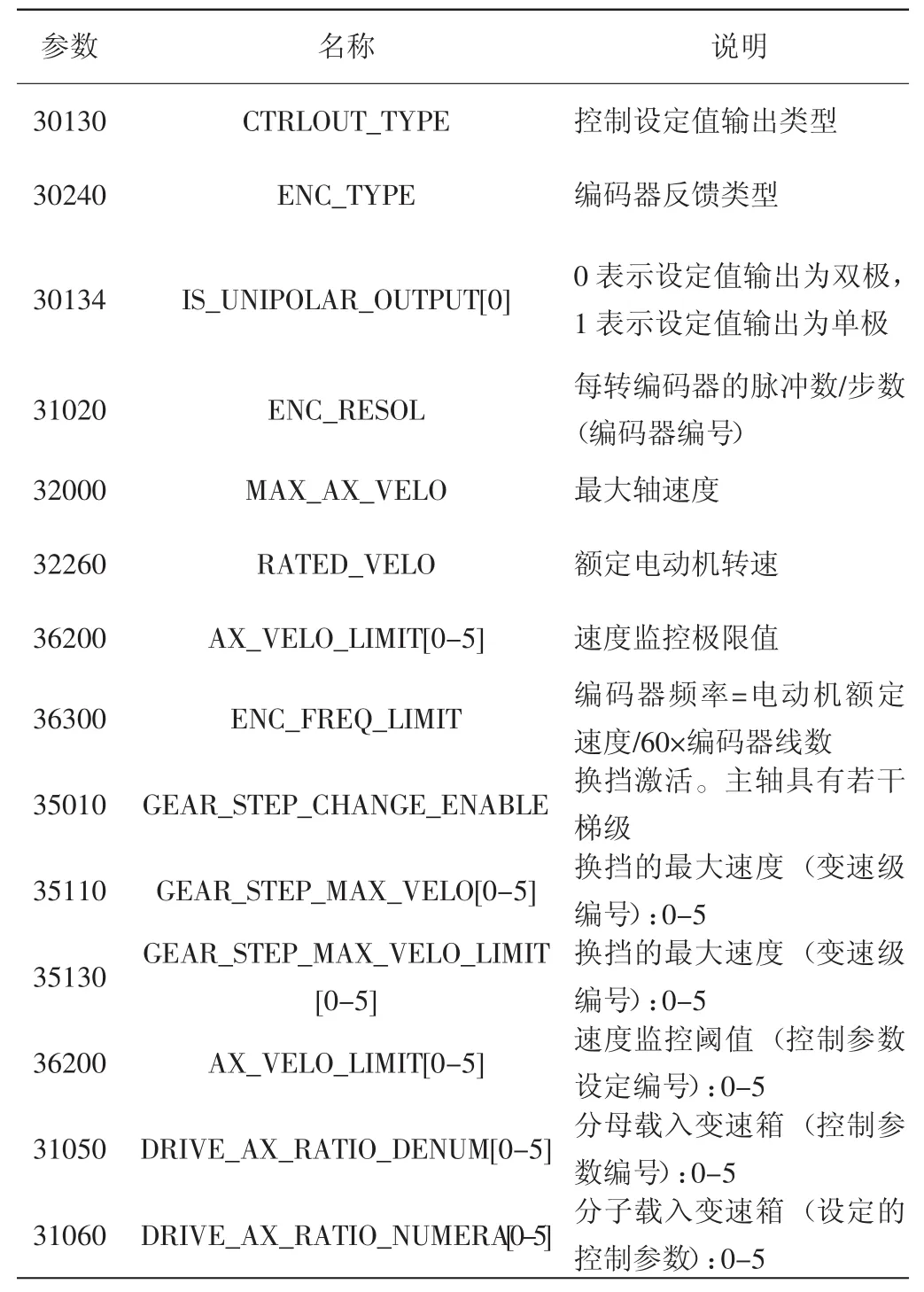
表4 主轴参数
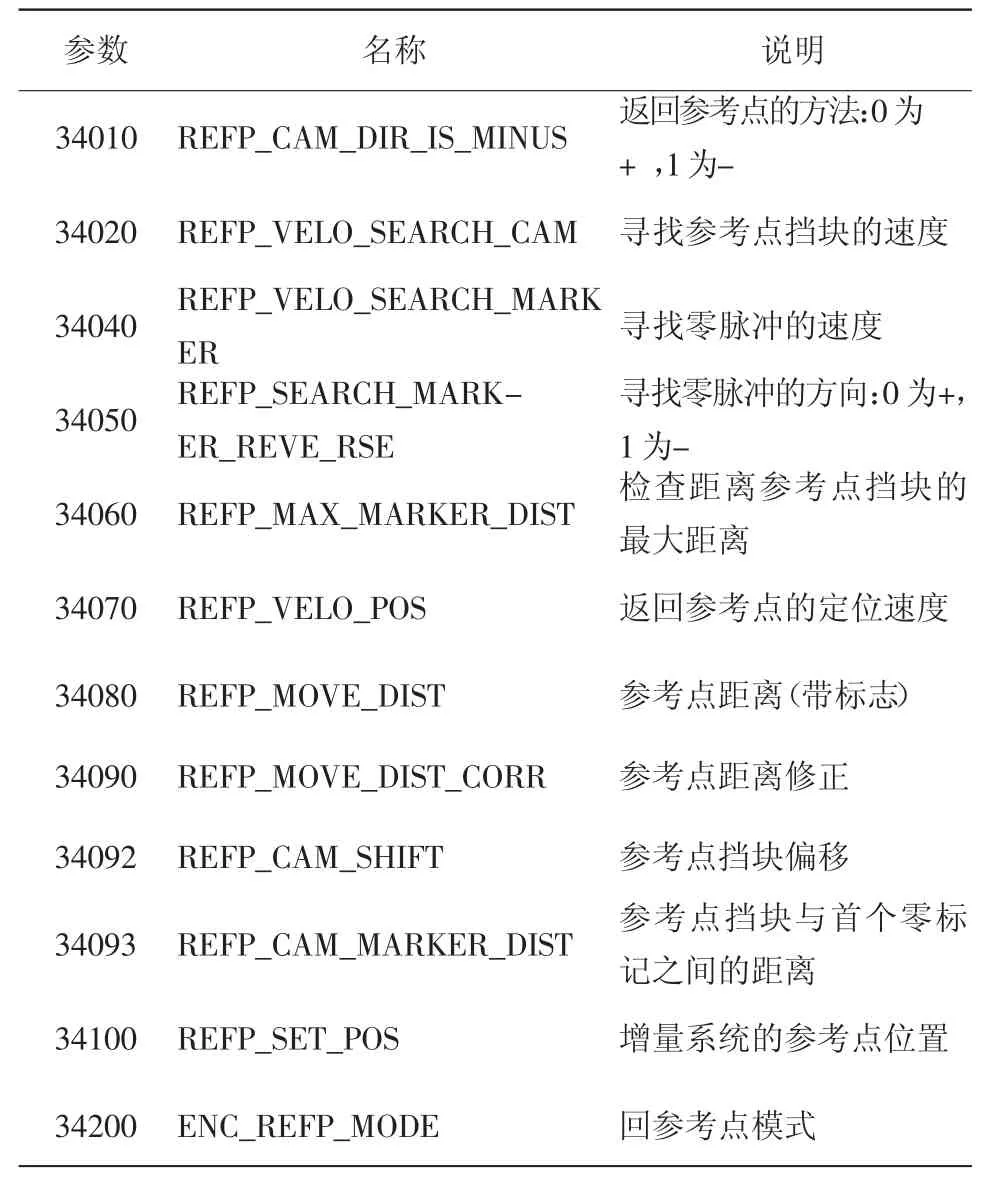
表5 参考点相关参数
1.2 数据备份
调试完原型机后,创建一个批量调试存档以进行批量调试。
批量调试存档中包含如下数据:1)机床数据和设定数据;2)PLC数据(如PLC程序和PLC报警文本);3)用户循环和零件程序;4)刀具和零点偏移数据;5)R参数;6)HMI数据(如制造商在线帮助和制造商手册)。
创建批量调试文档步骤:1)在<系统>操作区里,按软键“批量调试存档”。2)选择选项“创建批量调试存档”并按“确认”软键,从列表中选择一个路径来存储批量调试存档(为了批量调试方便,拷机一般选择存储在USB中),数据存档的名称默认为“arc_product.arc”,也可以对此默认名称进行更改。3)按下“输入”键进入所选择的路径,然后按下“确认”软键继续操作。在跳出的“存档信息”对话框中,可以输入存档创建者、存档版本和注释。4)最后按下“确认”软键开始创建数据存档[13-15]。
2 批量调试
在调试完毕的原型机中获得了用于进行批量调试的存档数据,下面来介绍怎么使用存档数据进行“刷机”调试。
2.1 加载批量调试
1)在<系统>操作区里,按软键“批量调试存档”。2)选择选项“恢复数据存档”,按下“确认”软键。3)找到数据存档备份的路径,然后按下“输入”键进入该路径。选择备份的数据存档文件并按下“确认”软键。4)核对存档信息,如果存档文件正确则按下“确认”键。5)按下“确认”键确认警告信息,而后开始数据存档恢复。6)加载数据会持续几分钟,加载完毕后系统会重新启动。
2.2 单机数据设置
按照1.1.5节中的提供的机床数据,设置各单机数据。
2.3 备份数据
经过如上操作后,批量调试后的机床已经完成所有的调试工作,需要把机床的整体数据进行一次备份,当由于操作者误操作或者系统发生数据丢失时,直接用于恢复系统。这时的数据备份包含了如下内容:1)机床数据和设定数据;2)补偿数据;3)PLC数据(如PLC程序和PLC报警文本);4)用户循环和零件程序;5)刀具和零点偏移数据;6)R参数;7)HMI数据。
创建原始状态存档的步骤:1)在<系统>操作区里,按软键“批量调试存档”;2)选择选项“创建原始状态存档”并按“确认”软键;3)在跳出的“存档信息”对话框中,可以输入存档创建者、存档版本和注释;4)按下“确认”软键开始创建数据存档。
不同于备份批量调试数据,创建原始状态存档是保存在数控系统的指定位置,不需要自己选择储存介质。当需要恢复时,方法与使用调试存档恢复原型机的方法完全一致,选择“恢复原始机床状态”系统便会直接进行恢复操作。
3 结语
本文从实际使用上分析了SINUMERIK 808D系统在普及型数控机床上的调试方法,以及应用于实际生产中的批量调试方法。经济型数控产品作为流量型产品,系统中大部分的参数设置为通用性数据,单机数据设置相对较少,利用好批量调试功能可以大大地方便数控机床的生产制造。
猜你喜欢
军民两用技术与产品(2021年9期)2021-11-27
科学家(2021年24期)2021-04-25
湖北农机化(2020年22期)2021-01-18
西安航空学院学报(2020年1期)2020-06-01
制造技术与机床(2019年11期)2019-12-04
精密制造与自动化(2018年1期)2018-04-12
自动化学报(2017年2期)2017-04-04
现代兵器(2016年4期)2016-04-27
制造技术与机床(2015年10期)2015-04-09
组合机床与自动化加工技术(2014年12期)2014-03-01