
客车舱门漏水工艺性分析
2018-11-26 05:16李渤江张伟民安徽安凯汽车股份有限公司
安徽科技 2018年3期
◎文/李渤江 张伟民(安徽安凯汽车股份有限公司)
客车舱门漏水是常见的问题之一,严重影响着客户对产品的满意度。现从舱门密封结构着手,结合舱门焊接工艺、胶密封工艺、舱门安装调整工艺,环环相扣,从源头把控,杜绝舱门漏水的质量问题。
一、客车舱门漏水原因分析
舱门漏水主要因舱门密封不严实引起,而造成舱门密封性差的因素主要有以下几个方面:
(1)舱门止口设计结构不合理,仅依靠止口上的密封胶条进行单层密封,当舱门本身存在局部变形、止口精度误差、雨水量过大等状况时,易产生漏水的情况[1](见图1)。

图1 舱门止口设计示意图
(2)舱门止口焊接误差,造成密封条过压或压紧不足:密封条过压时间过长,容易造成密封条变形;压紧不足,舱门与胶条之间存在缝隙,引起漏水。
(3)舱门止口周边打胶密封不完整,尤其在焊接对接接缝处或焊接缺陷部位,打胶密封不到位极易引起漏水问题的产生。
(4)舱门内外蒙皮夹层部位密封不完全,水容易从夹层部位渗进舱内。
二、舱门漏水解决方案
针对上述主要问题,可从以下几个方面着手,实现舱门密封性能的提升。
(1)在舱门上止口上沿增加导水槽,可有效导走大部分的雨水,减轻密封胶条的密封压力。此外,在舱门内侧蒙皮部位增加密封条,与止口上密封条配合使用,有效提高舱门密封性能(见图2)。

图2 舱门更改前后示意图
为进一步提高舱门挡条与密封胶条之间的密封性能,舱门胶条内侧可添加丁基密封胶。此类型的胶一直处于非固化状态,能有效实现止口与胶条之间的密封(见图
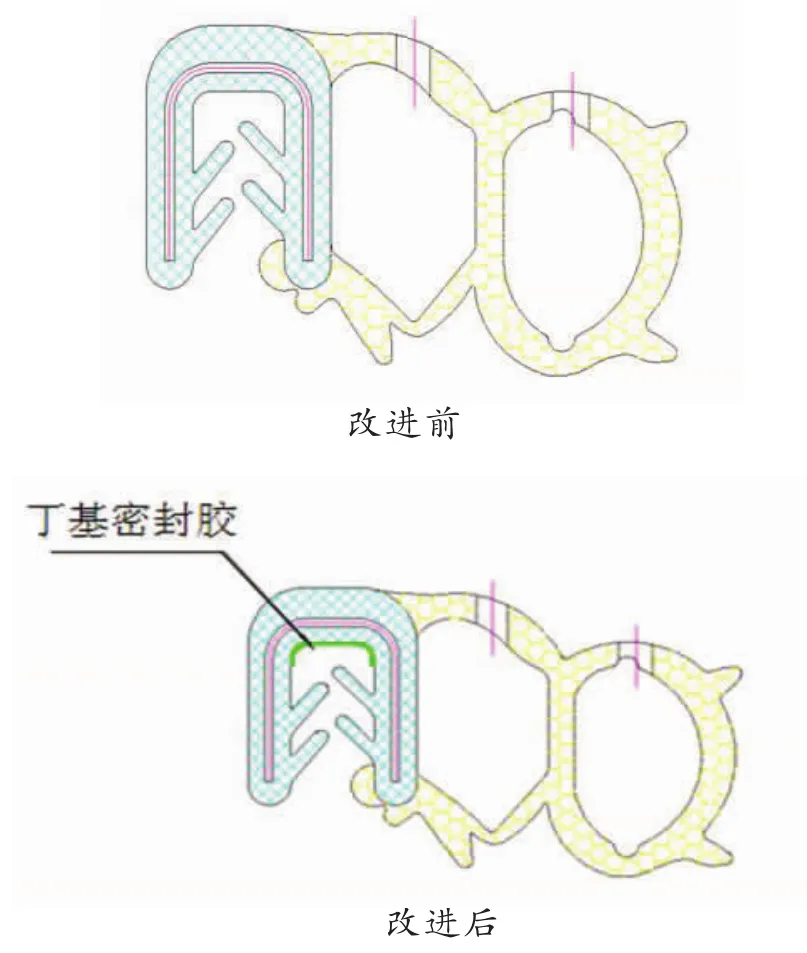
图3 增加丁基密封胶前后示意图
(2)舱门止口焊接误差主要是人为因素,操作人员经验不足、责任心不强均能引起此问题产生。可通过增加定位工装来消除人为因素影响。
(3)舱门止口部位焊接后,需对焊接接缝以及焊点部位打胶密封。严格控制此处的打胶质量是关键,胶嘴的切割形状、胶枪的气压、胶枪移动速度均有影响,经过一系列验证后,在胶嘴直径6~8mm处用美工刀切割45°斜角最适合此部位的打胶[2]。
(4)在生产工艺达到要求的情况下,舱门止口尽可能采用整体成型件,这样会大大减少焊接接缝(见图4),漏水的概率自然会下降[3]。
三、小结
不同的舱门结构引起漏水的原因可能有差异,舱门结构人员尽可能从结构着手进行实现密封,减少胶条、密封胶等易老化件的应用;舱门在焊接装配过程中,适当增加工装卡板的应用,提高装配精度;组装车间在舱门组装过程中,严格检查舱门的密封效果。只有各相关部门协同配合,舱门漏水的问题才会得到解决。

图4 采用成型件改进前后
猜你喜欢
时代汽车(2022年22期)2022-11-22
橡胶工业(2022年2期)2022-07-21
橡塑技术与装备(2022年5期)2022-05-17
中国建筑金属结构(2021年8期)2021-09-05
中国新技术新产品(2021年10期)2021-08-26
舰船科学技术(2021年4期)2021-05-17
商品与质量(2021年7期)2021-04-02
民用飞机设计与研究(2020年4期)2021-01-21
北京汽车(2020年6期)2021-01-04
民用飞机设计与研究(2019年2期)2019-08-05
