乙二醇萃取精馏制取无水乙醇的模拟和优化
2019-01-07 06:18赵兴科冯立品
赤峰学院学报·自然科学版 2018年12期
王 明,赵兴科,冯立品,阳 杰
(合肥学院 化学与材料工程系,安徽 合肥 230601)
无水乙醇是工业生产中一种重要的有机化工原料,它广泛应用于医药、农药、食品、电子、汽油醇和取代抗爆剂四乙基铅等行业中[1].另外,随着新型汽车环保燃料的发展,乙醇汽油的需求越来越大,这就更加大了对无水乙醇的市场需求[2-3].但是,由于常压下,乙醇与水存在共沸组成,工业上乙醇的含量(质量分数,下同)多为95%,继续进行常规精馏分离时,无法得到无水乙醇.当前,工业上生产无水乙醇的方法主要有共沸精馏法、膜分离法、分子筛吸附脱水法、加盐萃取精馏法,以及萃取精馏法[4-7].其中,由于萃取精馏法具有能耗低,无污染、设备简单等优点[8]而备受关注.本次萃取精馏在是在Aspen Plus软件中模拟进行的.Aspen Plus是大型化工流程模拟软件,该软件具有丰富的数据库,可以处理非理想、极性高的复杂物系.本文以乙二醇为萃取剂,在Aspen Plus软件中模拟萃取精馏法制取无水乙醇的过程优化.
1 萃取精馏模型建立
1.1 工艺流程
乙二醇萃取精馏分离乙醇和水的工艺流程如图1所示.工业乙醇从萃取塔(T1,下同)的下部进入塔内,萃取剂乙二醇从T1的上部进入塔内.在T1的顶部获得无水乙醇,水和乙二醇由塔釜进入萃取剂回收塔(T2,下同).然后在T2顶部得到废水,塔釜得到高浓度乙二醇.塔釜得到的萃取剂乙二醇与新鲜补充的乙二醇混合后进入T1中循环使用.

图1 萃取精馏工艺流程图
1.2 热力学模型
Aspen Plus在进行模拟计算时,最重要的是选取合适的热力学模型,它直接决定着计算结果物理性能的准确程度.其中NRTL能够模拟极性和非极性化合物的混合物,甚至很强的非理想的VLE和LLE[9-11],另,软件中的RK方程能够计算汽相中的逸度系数.因此在本文中,Aspen Plus选择既包含有活度系数NRTL方程,又包含有逸度系数RK方程的热力学模型NRTL-RK.
1.3 进料组成
本设计条件为:原料为乙醇含量95%(质量分数,下同),水含量为5%的混合溶液,进料流率为5000kg/h,萃取剂为乙二醇,原料和萃取剂均为泡点进料,两塔均在常压下操作,产品为无水乙醇,要求纯度大于99.5%.
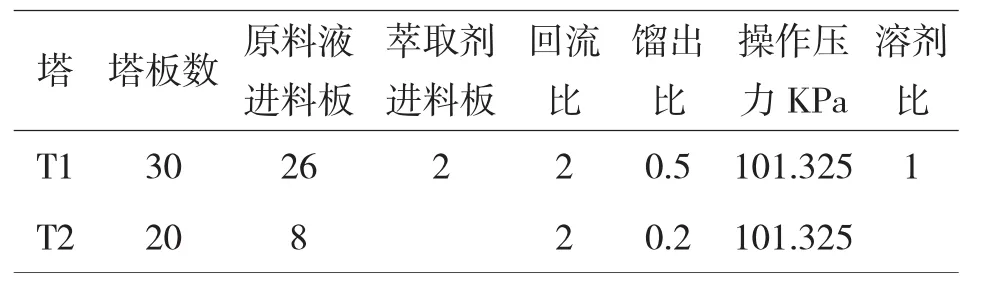
表1 萃取精馏初始参数
2 设计与优化方法
本文设计的思路是依次对萃取精馏塔T1和溶剂回收塔T2进行模拟和优化,分别获取两塔最佳操作参数,最后在两塔最优的条件下加上循环物流进行全流程运算.本文使用Aspen Plus中的RadFRac模块对两塔进行严格设计计算.而RadFRac模块运算时,需要塔顶馏出比,理论塔板数,回流比,进料位置,以及溶剂比等参数.对于初始运算,可以根据经验,赋予两塔运算初值如下表1所示.
3 结果及讨论
在表1的初始参数下,使用Aspen Plus中的RadFRac模块对两塔进行初始运算,所得结果如下表2所示.

表2 初始参数运算下的结果
从表2可以看出,T1塔顶乙醇的含量仅为99.4%,并且T2塔顶也夹带着大量的乙醇和少量的乙二醇馏出,整个过程没有达到分离要求.因此,为了提高萃取精馏的分离效率,就需要对T1和T2依次进行优化.
3.1 萃取精馏塔的优化
萃取精馏塔的作用主要是在塔顶蒸出乙醇,塔底分出萃取剂乙二醇和水的混合物.因此,可以在Aspen Plus中对T1塔顶乙醇含量,T2塔顶水含量做灵敏度分析,依次考察塔顶馏出比,理论板数,原料进料位置,萃取剂进料位置,回流比,溶剂比等参数对T1塔顶乙醇含量和T2塔顶水含量的影响.
3.1.1 T1塔顶馏出比的影响
T1塔顶馏出比对T1塔顶乙醇含量和T2塔顶水含量的影响如图2所示.
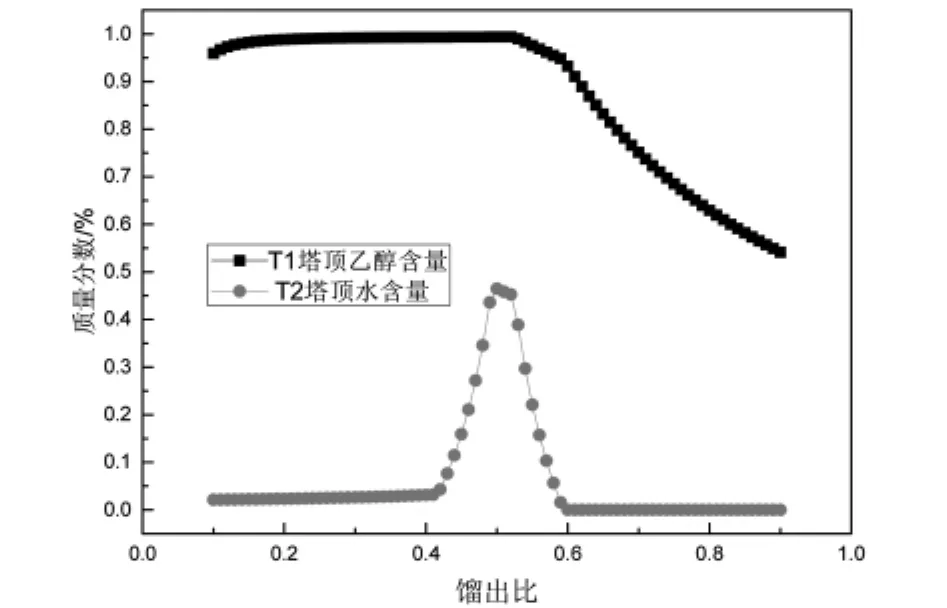
图2 馏出比对T1塔顶乙醇含量和T2塔顶水含量的影响
由图2可知,当T1塔顶馏出比在0.1~0.52时,随着馏出比的增大,T1塔顶乙醇含量有增大趋势,但是变化不大;T2塔顶水含量逐渐增大.当馏出比大于0.52时,两塔塔顶产品含量均显著下降.因此,T1塔适宜的馏出比是0.52.
3.1.2 理论板数的影响
在T1塔顶馏出比0.52,其他条件不变,理论板数对两塔塔顶产品含量的影响如图3所示.
从图3可以看出,两塔塔顶产品含量均随着T1塔塔板数的增大而逐渐增大,当塔板数大于27时,T1塔顶乙醇含量和T2塔顶水含量均几乎保持不变,因此T1塔较适宜的理论板数为27块.
3.1.3 原料液进料位置的影响
T1塔馏出比0.52,理论板数为27,其他参数不变,原料液进料位置对两塔塔顶产品含量的影响如下图4所示.
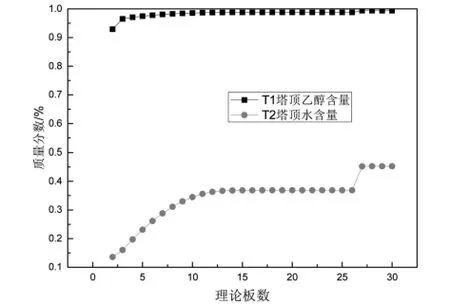
图3 理论板数对T1塔顶乙醇含量和T2塔顶水含量的影响

图4 原料进料位置对T1塔顶乙醇含量和T2塔顶水含量的影响
由图4可知,在进料板数1~26块板时,随着进料板的下移,T1塔顶乙醇含量和T2塔顶水含量均逐渐增大,并当进料位置大于23块板时,两塔塔顶产品含量几乎不变.因此,原料液较适宜的进料位置为第23块板.
3.1.4 萃取剂进料位置的影响
T1塔馏出比0.52,理论板数为27,原料液进料位置为第23块板,其他参数不变,萃取剂乙二醇的进料位置对两塔塔顶产品含量的影响如图5所示.
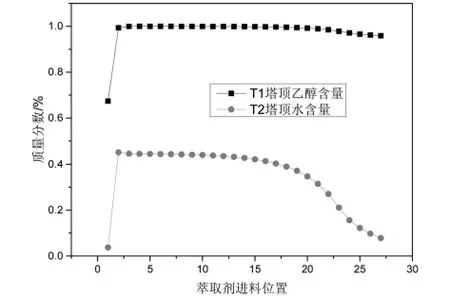
图5 萃取剂进料位置对T1塔顶乙醇含量和T2塔顶水含量的影响
由图5可知,两塔塔顶产品含量随着萃取剂进料位置的下移,先增大而后减小,并在第4块板时,T1塔顶乙醇含量取得最大值.因此,萃取剂较适宜的进料位置为第4块板.
3.1.5 回流比的影响
T1塔馏出比0.52,理论板数为27,原料液进料位置为第23块板,萃取剂进料位置为第4块板,其他参数不变,T1塔回流比对两塔塔顶产品含量的影响如图6所示.
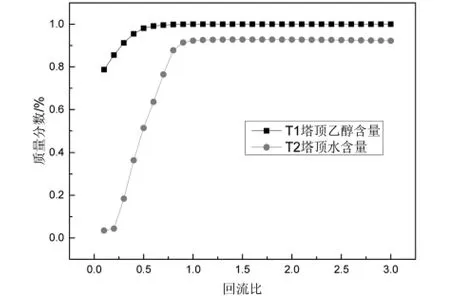
图6 回流比对T1塔顶乙醇含量和T2塔顶水含量的影响
由图6可知,随着回流比的增大,T1塔顶乙醇含量和T2塔顶水含量均逐渐增大,当回流比大于1.3时,两塔塔顶产品含量均几乎没有变化.因此,萃取精馏塔较适宜的回流比为1.3.
3.1.6 溶剂比的影响
T1塔馏出比0.52,理论板数为27,原料液进料位置为第23块板,萃取剂进料位置为第4块板,回流比为1.3,其他参数不变,溶剂比(萃取剂与原料液的质量流率之比)对两塔塔顶产品含量的影响如图7所示.

图7 溶剂比对T1塔顶乙醇含量和T2塔顶水含量的影响
由图7可知,在溶剂比0.1~1.0时,随着溶剂比的增大,两塔塔顶产品含量均增大,但当溶剂比大于1时,两塔塔顶产品含量均降低,这是由于萃取剂流量增大到一定程度之后,进入到了T2塔的塔顶,影响了T2塔的分离效率.因此,综合考虑,较适宜的溶剂比为1.0.
3.2 溶剂回收塔的优化
溶剂塔的优化主要对T2塔顶水含量作灵敏度分析.分别对T2塔顶馏出比,理论板数,进料位置,操作回流比等参数对T2塔顶水含量的影响,从而获取最优的操作参数.
3.2.1 馏出比的影响
在T1塔最优操作参数下,考察T2塔顶馏出比对T2塔顶水含量的影响,其结果如下图8所示.
当馏出比在0.1~0.15时,塔顶水含量随着馏出比的增大而逐渐增大,但当馏出比大于0.15时,塔顶水含量显著降低,因此,T2塔较适宜的馏出比为0.15.
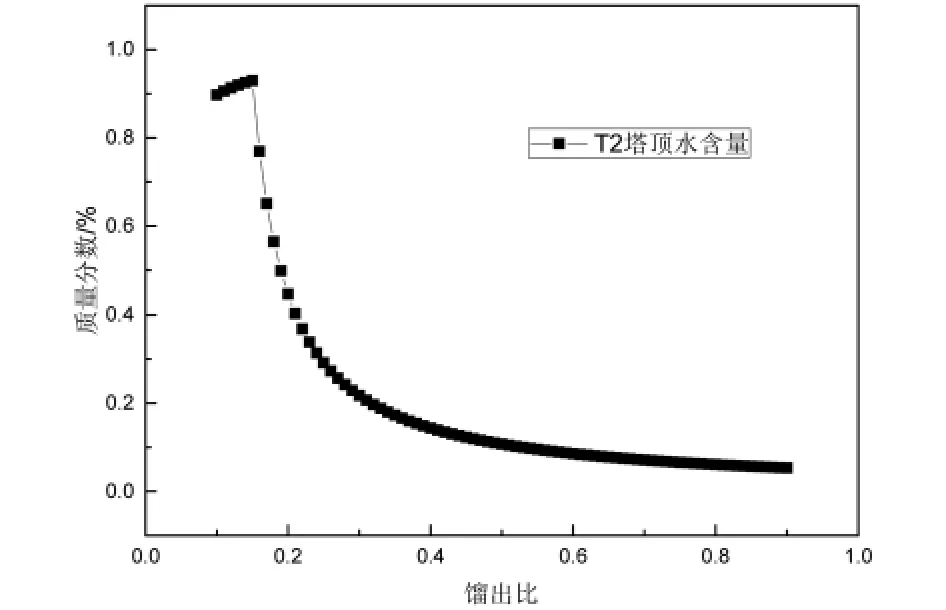
图8 馏出比对T2塔顶水含量的影响
3.2.2 理论板数的影响
在T1塔最优操作参数下,T2塔馏出比0.15,考察T2塔理论板数对T2塔顶水含量的影响,其结果如下图9所示.

图9 理论板数对T2塔顶水含量的影响
从图9可以看出,T2塔顶水含量随着T2塔理论塔板数增大而逐渐增大,当塔板数为13块时,塔顶水浓度几乎没有变化.因此,T2塔较适宜的理论塔板数为13.
3.2.3 进料位置的影响
在T1塔最优操作参数下,T2塔馏出比0.15,理论塔板数13,其他操作参数不变的情况下,考察T2塔进料位置对塔顶水含量的影响,其结果如下图10所示.
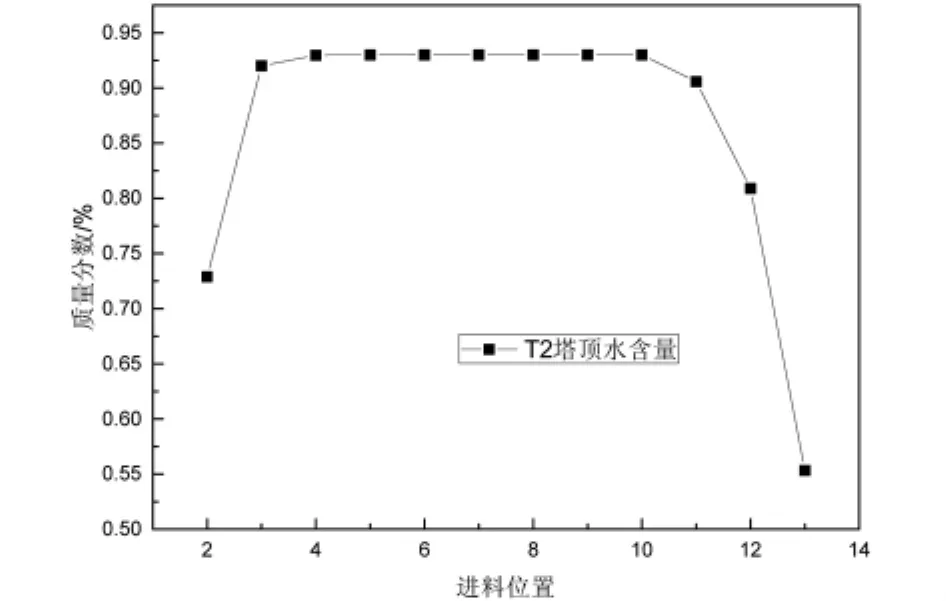
图10 进料位置对T2塔顶水含量的影响
从图10可以看出,在第一块板进料时候,塔顶水含量最低,当进料位置在2~13时,塔顶水含量先增大而后减小,并在第10块板取得最大值.因此,T2塔选择第10块板进料.
3.2.4 回流比的影响
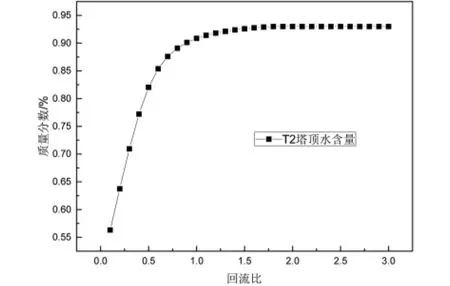
图11 进料位置对T2塔顶水含量的影响
在T1塔最优操作参数下,T2塔馏出比0.15,理论塔板数13,进料位置为第10块板,其他操作参数不变的情况下,回流比为对塔顶水含量的影响如图11所示.
由图11可知,当回流比在1~1.6时,随着回流比的增大,塔顶水含量逐渐增大,当回流比大于1.6时,塔顶水含量几乎没有变化.因此T2塔适宜的回流比为1.6.
3.3 全流程运算
通过上述设计与优化,两塔最优的操作参数如下表3所示.在最优操作参数下进行全流程运算,所得结果如表4所示,T1塔顶乙醇的的质量分数高达99.97%,T2塔顶水的的质量分数达92.7%,满足分离要求.整个萃取精馏过程中,萃取精馏塔再沸器的热负荷为2392.26kW,溶剂回收塔再沸器的热负荷为591.67kW.

表3 萃取精馏最优操作参数
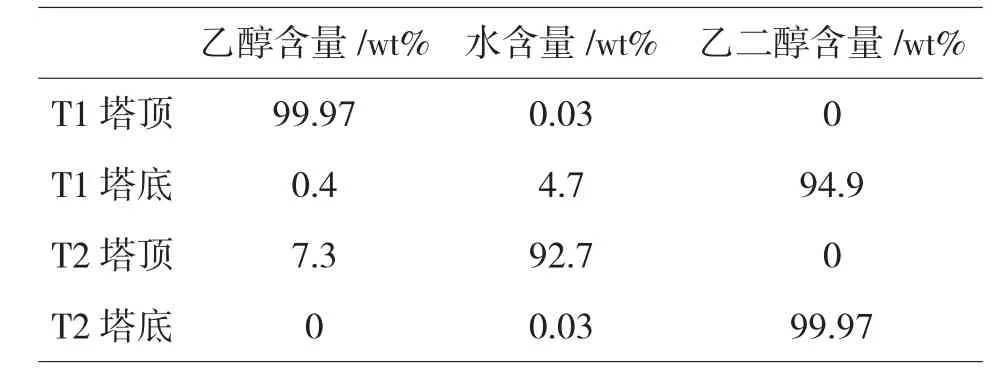
表4 最优参数运算下的结果
4 结论
以乙二醇为萃取剂,用Aspen Plus在NRTL-RK物性条件下,对含量95%的乙醇水溶液的萃取精馏分离进行模拟和优化,得到两塔最优的操作条件如下:萃取精馏塔最佳的馏出比为0.52,最佳的理论板数27块,原料液进料位置为第23块板,乙二醇进料位置为第4块板,操作回流比为1.3,溶剂比为1.0;溶剂回收塔最佳的馏出比为0.15,最佳的理论板数为13块,进料位置为第10块板,操作回流比为1.6.在最佳操作条件下,萃取精馏塔顶无水乙醇的含量高达99.97%,萃取精馏塔再沸器的热负荷为2392.26kW,溶剂回收塔再沸器的热负荷为591.67kW.
猜你喜欢
氯碱工业(2022年5期)2022-08-01
冰雪运动(2021年2期)2021-08-14
安徽化工(2020年5期)2020-10-16
化工管理(2020年19期)2020-07-28
广州化工(2020年5期)2020-04-01
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
山东化工(2018年19期)2018-10-29
中国盐业(2018年23期)2018-03-30
中学数学杂志(2016年1期)2016-02-16