GDX1包装机封签纸吸风输送辊的设计与应用
2019-01-15 00:54吴传绪陈长海
设备管理与维修 2018年9期
张 华,吴传绪,陈长海
(贵州中烟工业有限责任公司毕节卷烟厂,贵州毕节 551700)
0 引言
近年来,烟草行业面临的市场竞争压力日益增加,消费者对卷烟商品外包装的审美要求也越来越高,好的商品包装不仅可以更好的保护卷烟不受外力损害,同时也可以在消费者心目中建立更好的品牌形象,提高购买欲望,提升品牌价值。GDX1机型目前是毕节卷烟厂软包机组的主力机型,在生产过程中,会发生小包封签歪斜、不到位等现象。为从根本上避免这一现象的发生,提高产品质量,设计一种新型的封签纸输送装置。
1 GDX1封签纸输送系统存在的问题
1.1 封签纸输送原理(图1)
封签纸输送装置由1个输送辊和3个压辊及护板组成。输送辊为主传动辊,3个压辊靠与输送辊的摩擦从动。封签纸的一端通过扇形块输送到输送辊和压辊之间时,通过输送辊的转动与压辊的辅助作用将封签纸向前输送进入弧形护板与输送辊形成的圆弧通道,圆弧通道将封签纸前端导入中间压辊与输送辊之间、向前输送到圆弧通道,在圆弧通道的导向作用下,封签纸的前端进入输送辊与最后一个压辊之间、输送到下一工作区完成1张封签纸的输送。输送辊每转动1周输送1张封签纸。

图1 GDX1封签纸输送结构
1.2 问题分析
从封签纸输送过程看出,封签纸靠压辊与输送辊之间摩擦力的作用实现输送,当3个压辊与输送辊之间的间隙不一致或有磨损时就会造成封签纸歪斜、丢失或堵塞,造成材料消耗高和产品质量问题。维修调整需要大量时间,影响设备有效作业率。
2 改进方案
GDX1封签纸依靠输送辊与压辊之间的摩擦进行输送,由于设备运行中会对压辊和输送辊造成磨损,导致2个辊之间的间隙不一致,引起封签纸歪斜、丢失以及堵塞等问题。对此,重新设计输送辊,将封签纸输送方式由摩擦输送改为靠负压吸风吸附输送,解决由于压辊与输送辊间隙不一致或因磨损和调整不当造成的封签纸歪斜、丢失和堵塞问题。
2.1 输送辊的改造
如图2所示,在输送辊的端面圆环加工5个圆孔通向输送辊外圆面,用石墨材料加工一个分气盘,分气盘上开一个圆弧槽,圆弧槽内加工一个通孔用来连接负压吸风管。
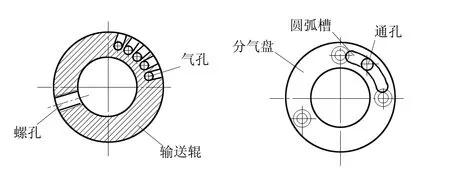
图2 改进后的输送辊
如图3所示,分气盘安装在传动轴上,用3个定位销与机器墙板连接,定位销上加装弹簧,分气盘可沿传动轴轴向滑动,由于分气盘用定位销与机器墙板连接,当传动轴转动时分气盘不会转动,保证圆弧槽的位置不变。在分气盘前面安装带有5个气孔的输送辊,安装输送辊时,带孔的端面朝向分气盘,并沿轴向推动分气盘使弹簧压缩,保证分气盘与输送辊紧密接触。沿周向调整输送辊,使封签纸的前端进入第一个压纸辊与输送辊时,输送辊上的第一个气孔刚好被封签纸盖住,用紧定螺钉拧入螺孔将输送辊位置固定。

图3 改进后的组件
2.2 改造后工作原理
如图4所示,机器运行时,封签纸通过扇形块输送到输送辊压辊通之间(深色区域的左端)时,前端刚好盖住输送辊的第一个吸风孔被吸附在输送辊外圆面上随输送辊向前输送,当封签纸随输送辊转到吸风区域末端(深色区域的下端)时,输送辊负压吸风消失,封签纸脱离输送辊竖直向下进入下一工作区,完成封签纸的输送。

图4 改进后封签纸输送结构
3 改造效果
使用负压吸风封签纸输送装置后,解决了因输送辊磨损引起的压辊与输送辊之间摩擦力不一致,导致的封签纸歪斜、丢失以及堵塞等问题,不仅降低了设备故障率,延长了输送辊的使用寿命,降低消耗节约成本,而且产品质量也得到了提高。改造的实施,保证了产品质量,提高了市场的竞争力,为企业带来了实际效益。
猜你喜欢
橡塑技术与装备(2022年5期)2022-05-17
山东冶金(2022年1期)2022-04-19
山西冶金(2020年5期)2020-11-13
制造技术与机床(2019年8期)2019-09-03
科技与创新(2018年23期)2018-12-18
橡塑技术与装备(2018年21期)2018-11-13
中国重型装备(2016年4期)2016-12-19
锻造与冲压(2016年15期)2016-06-19
橡胶工业(2016年11期)2016-02-24
凿岩机械气动工具(2015年1期)2015-11-11