
CP-Ti激光焊接接头组织与性能研究
2019-01-22 05:56黄忠宝王鹏飞尚立宝陈永亮刘登邦
电焊机 2018年12期
黄忠宝 ,王鹏飞 ,尚立宝 ,陈永亮 ,刘登邦
(1.上海板换机械设备有限公司,上海 201508;2.江西应用科技学院,江西 南昌 330004)
0 前言
钛及其合金具有好的耐蚀性、高比强度以及良好的导热能力广泛应用于热交换器、蒸发器以及海水淡化等领域。为保证热交换器的换热效率,采用材料为厚度1 mm以下的钛及其合金板片等。在磨蚀等工况中,该类板片容易出现破损等缺陷,显著降低了产品服役性能,因此如何实现高质量高效率的热交换器板片补焊工艺十分关键。但钛施焊时易氧化、吸氢,其产物会严重降低接头力学和耐蚀性能,这就给热交换器的钛板补焊提出了难题[1-3]。
目前,厚度1 mm以上的钛板焊接工艺可采用氩弧焊[4]、搅拌摩擦焊[5]、电子束焊[6]以及激光焊[7]等方法。但对0.4~0.7 mm的钛薄板采用氩弧焊、搅拌摩擦焊等方法难以实施和保证焊接质量。与氩弧焊等焊接工艺相比,激光焊具有能量密度高、热影响区窄、变形小、可精确控制热输入及无真空度要求等技术优势。基于此,针对某型号板式热交换器的0.4 mm钛薄板激光补焊接进行试验,观察焊接接头组织特征及显微硬度,并对该接头在酸性、中性和碱性的含NaCl溶液环境中的耐蚀性能进行分析,以期为热交换器中钛板补焊工艺提供技术支持。
1 试验材料及过程
试验材料为TA1薄板,尺寸为100 mm×60 mm×0.4 mm,板片化学成分如表1所示。试验焊机为大族激光ST300型300 W功率多光纤输出脉冲YAG激光焊机。焊前用丙酮清洗板片表面杂质,焊接过程中采用纯氩气保护。采用多组不同脉冲能量的单脉冲进行搭接试验,并根据焊缝成形结果,选取成形良好、无飞溅、缩孔、微裂纹等缺陷的接头进行微观组织和性能试验。根据前期试验结果可知,脉冲频率20Hz、光斑直径0.5mm、单个脉冲能量为10J时,焊缝成形良好,无气孔、未焊透等缺陷。

表1 母材的化学成分Table 1 Chemical composition of CP-Ti %
金相试样采用Keller试剂腐蚀焊缝及母材,用4XC-PC数字显微镜和HV-1000IS数显显微硬度计观察接头组织和测试硬度。电化学试验样件尺寸10 mm×10 mm×0.8 mm,试样非测试表面采用环氧树脂进行密封。工作电极经机械研磨和抛光后利用经典三电极体系测试其在酸性、中性和碱性环境的电化学行为。电化学工作站为科斯特CS310,电位扫描速率为2 mV/s,测试温度为室温,工作介质成分如表2所示,其中溶剂为EDI水,溶质为分析纯NaCl和NaOH。测试数据用CS Studio5计算自腐蚀电位、电流密度等参数。
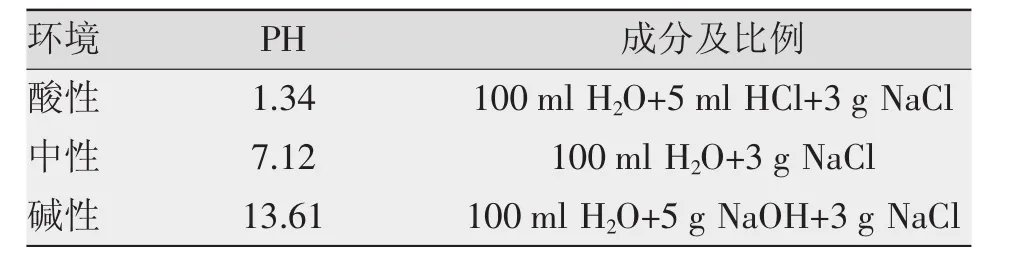
表2 腐蚀介质Table 2 Corrosion liquid preparation
2 结果和分析
2.1 接头显微组织
接头各区域显微组织如图1所示。母材为细小均匀的α等轴晶粒,热影响区组织过渡长大,靠近焊缝区域为锯齿状α晶。由于试验材料为薄板件,而激光焊是高能束局部集中加热过程,接头在高温停留时间极短,特别是热影响区获得的热量较少,故其范围较小。由图1c可知,焊缝由针状、锯齿状和板条状3种形貌的α晶粒组成。当母材被能量密度高的激光快速加热熔化,随后形成铸态粗大的β相,但由于局部温度梯度大和快速冷却,温度达到钛的同素异构转变温度882℃时,β相向α相转变[8],在晶界等晶格畸变能量高的焊缝区域优先形成锯齿状、针状和板条状α晶粒。
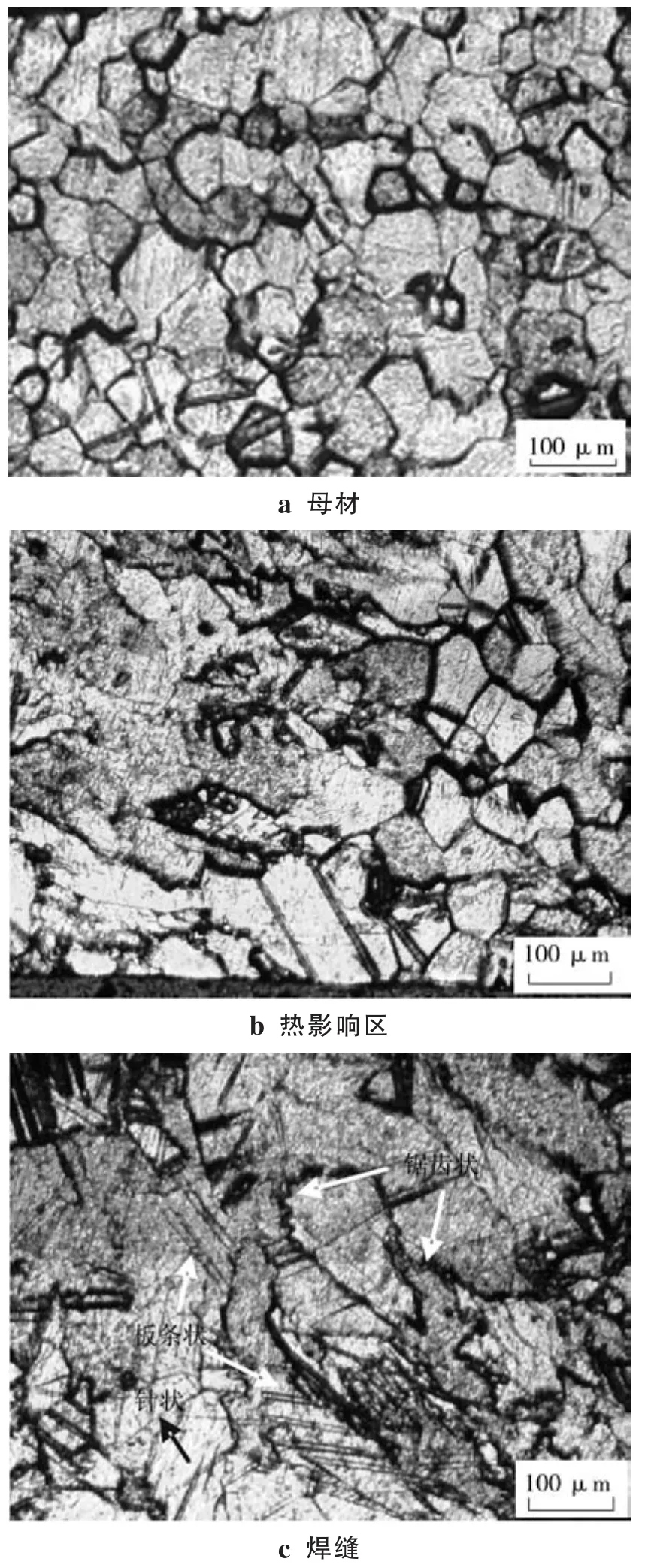
图1 CP-Ti接头显微组织Fig.1 Microstructure of different sections in joint
2.2 接头显微硬度和耐蚀性
接头各区域显微硬度和极化曲线测试结果如图2所示。由图2a可知,焊缝和热影响区的硬度明显高于母材,且焊缝硬度值最高,约为210 HV,热影响区约为165 HV。结合图1中各区域显微组织特征可知,焊缝内分布着大量针状、锯齿状和板条状的α晶,这使得该区域的晶格畸变显著高于具有等轴晶的母材,因而表现为高的显微硬度,在热影响区因快速冷却而高温停留时间短,仅形成了少量锯齿状α晶,故其显微硬度低于焊缝的。
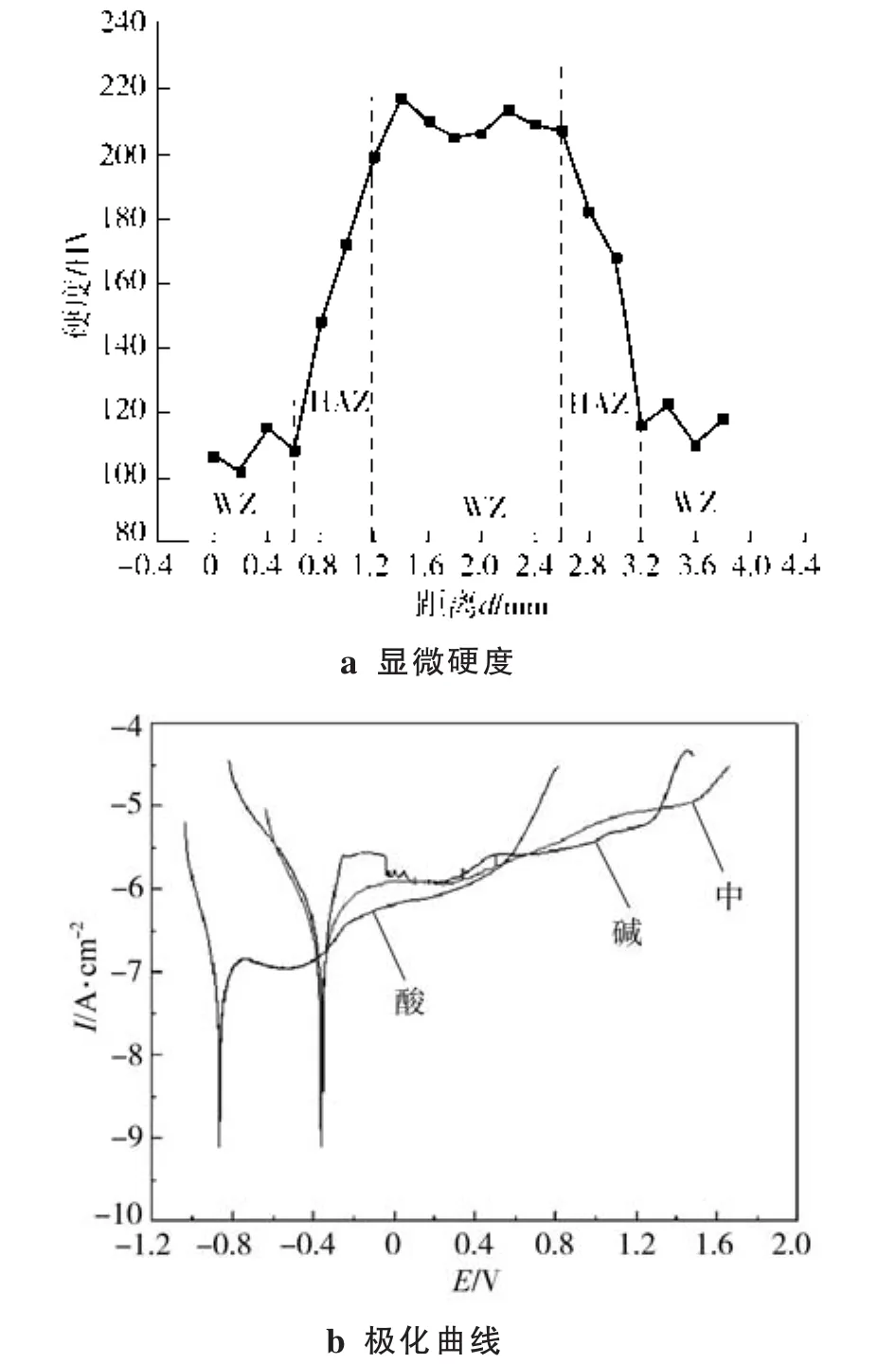
图2 CP-Ti接头性能Fig.2 Properties of CP-Ti joint
接头在3种介质环境中的极化行为如图2b所示。在酸性环境中随着电位的增加,其电流密度快速下降,发生阳极溶解,此时接头的腐蚀速率明显加快。进一步增大电位,接头快速进入-0.9~0.5 V钝化区,此时电流密度稳定在一定范围内,接头腐蚀速率小;随后再增大电位,钝化膜发生破坏,接头进入钝化区,其腐蚀速率和电流密度均增加。而在中性和碱性环境中,接头在-0.4 V时发生腐蚀速率快的极化腐蚀阶段,随后即进入-0.4~1.4 V钝化区,且对比酸性环境中的极化曲线可知,碱性和中性环境中接头钝化区的电流密度和钝化区宽度均高于酸性环境中的,这也反映出接头在酸性环境中的耐蚀性最弱。
接头和母材在3种介质环境中的电化学参数如表3所示。酸性环境中接头的自腐蚀电位明显低于碱性和中性环境,其相应的腐蚀速率和电流密度均高于碱性和中性环境中的。同时对比接头在3种环境中的极化电阻值可知,Rp变化趋势与电流密度的变化趋势相同,极化电阻表征了电极体系对腐蚀过程的阻力,阻值越大则越耐腐蚀[9-10]。根据腐蚀学原理,有色金属材料在介质环境中的自腐蚀电位越低,电流密度越大,腐蚀速率越快,则该材料的耐蚀性越差。上述现象表明接头在酸性环境中的耐蚀性显著弱于其在中性和碱性酸性环境中的。同时可以看出,接头在碱性环境中的电流密度和腐蚀速率均是最低,极化电阻值最大,由此可知接头在碱性环境中耐蚀性最佳。
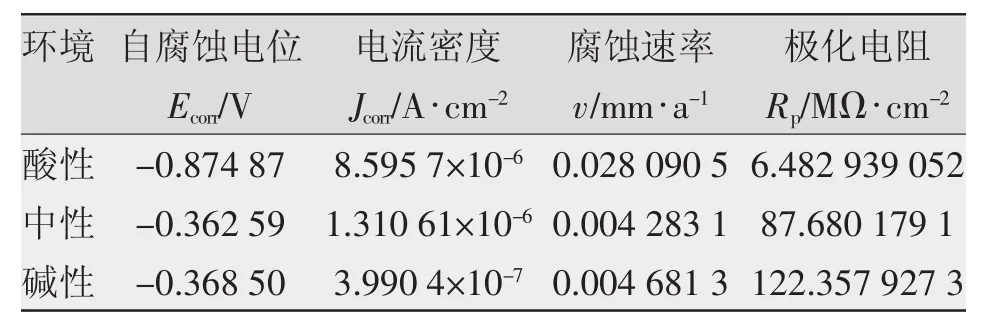
表3 各介质环境中接头与母材的电化学参数Table 3 Electronchemical parameters of welding joints in different solutions
分析认为,一方面介质中的H+发生阴极还原反应,消耗了阳极金属溶解产生的电子,同时H+还抑制了表面层的形成[11]。另一方面,随着电化学反应的不断发生,接头中TiO2等表面钝化膜的连续性和完整性发生破坏,进而发生腐蚀。H+浓度越高,则金属的腐蚀速率越快,腐蚀越严重。酸性环境的H+浓度高,中性次之,碱性最低,因而接头钝化膜在酸性环境中稳定性最差,在碱性环境中具有优异的稳定性,继而表现为接头的电流密度和腐蚀速率在3种介质环境中关系为:酸性>中性>碱性。
3 结论
(1)CP-Ti激光焊接头均由α相组成,但经激光快速加热和冷却后,细小的等轴晶粒在焊缝形成了针状、锯齿状和板条状3种形貌,在热影响区则为锯齿状。
(2)接头中焊缝显微硬度最高,约为210 HV,热影响区次之,约为165 HV,母材最低。接头在3种介质环境中的耐蚀性大小关系为:酸性<中性<碱性,表现为酸性环境中的电流密度、腐蚀速率均高于中性和碱性环境中。
猜你喜欢
中国组织化学与细胞化学杂志(2017年1期)2017-06-15
电镀与环保(2016年2期)2017-01-20
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
浙江农业科学(2016年11期)2016-05-04
焊接(2016年9期)2016-02-27
广州大学学报(自然科学版)(2015年4期)2015-12-23
山东冶金(2015年5期)2015-12-10
电源技术(2015年2期)2015-08-22
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
