
铁路货车构架式转向架典型接头焊接残余应力消除方法
2019-01-22 05:53马清波黄显峰黄君辉
电焊机 2018年12期
马清波,黄显峰,黄君辉,王 赫
(1.中车齐齐哈尔车辆有限公司工艺技术部,黑龙江齐齐哈尔161002;2.大连交通大学材料科学与工程学院,辽宁大连116028)
0 前言
焊接变形和应力控制是焊接结构生产制造的重要课题,是影响焊接结构设计完整性、制造工艺合理性和结构使用可靠性的关键因素,这对于承受较大静、动负荷的铁道车辆构架式转向架尤为重要。构架式转向架作为铁道车辆的主要承载构件,在车辆运行过程中承受着各安装部件的工作载荷以及牵引、制动和惯性力。因此,在制造中除了要确保焊接质量外,还必须有效控制焊接变形和应力[1-3]。
本研究拟采用X射线法针对自由状态和压紧状态下焊接的焊态和经消除应力处理的Q345E低合金钢对接试板、T型角接试板的焊接残余应力进行实测研究,从而获得典型结构焊接残余应力的分布及消除应力处理的实际效果,为快捷铁路货车转向架制造提供技术理论依据和实践技术支持[4-6]。
1 试验材料和方法
1.1 试验材料
试验母材为屈服强度为345 MPa的Q345E低合金结构钢,热轧状态供货。采用熔化极混合气体保护焊(GMAW),选用直径为φ1.2 mm的SM-70(GB/T8110 ER50-6)实心焊丝,保护气体为 φ(Ar)80%+φ(CO2)20%。试验材料的化学成分和力学性能分别如表1和表2所示。
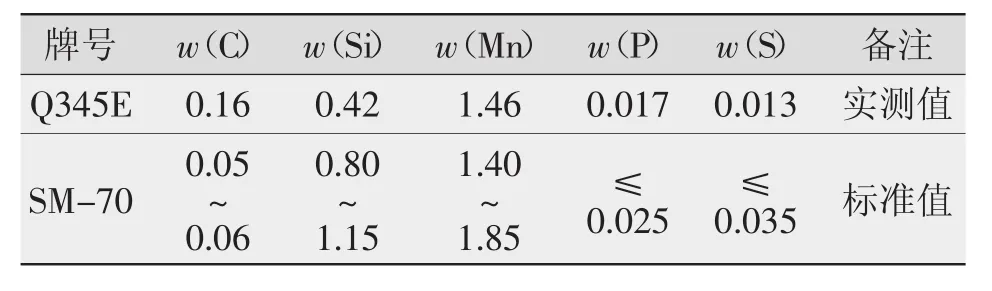
表1 试验材料化学成分Table 1 Chemical composition of the experimental materials %

表2 试验材料力学性能Table 2 Mechanical properties of the experimental materials
1.2 试验方法
1.2.1 试件准备及焊接
按既有工艺分别完成V型坡口平板对接和K型坡口T型角接试件的焊接,其中对接试件分别在自由状态和压紧状态下进行焊接。
1.2.2 焊后消应力处理
为了确定焊后消应力热处理、超声波冲击处理以及振动时效处理对焊接残余应力的影响,分别对部分对接试件和角接试件焊后进行消应力热处理(消应力热处理工艺曲线见图1)和超声波冲击处理(超声波冲击工艺参数见表3)。

图1 消应力热处理工艺曲线Fig.1 Process curve of stress elimination heat treatment
1.2.3 残余应力测试
采用X射线衍射测量焊接试板的残余应力,测试仪器为加拿大PROTO的iXRD的X射线衍射应力仪。

表3 超声波冲击工艺参数Table 3 Ultrasonic impact process parameters
2 试验结果及分析
2.1 自由状态对接试板残余应力测试
自由状态对接试板(试板号Xae——焊态;试板号Xbe——消应力热处理;试板号Xce——超声冲击处理)采用不同的消应力处理工艺,平行和垂直焊缝方向上焊接残余应力的测试结果如表4和表5所示,整理后如图2和图3所示。试验结果表明:消应力处理后的接头,无论是平行焊缝方向上还是垂直焊缝方向上,其纵向残余应力均显著降低,而横向残余应力因消应力处理方法的不同而不同。消应力热处理和超声波冲击处理均可显著降低接头的焊接残余应力,二者相比,超声波振动处理效果更为明显。
2.2 压紧状态对接试板残余应力测试

图2 自由状态焊接时不同消应力处理工艺对平行焊缝方向上焊接残余应力的影响Fig.2 Influence of different stress elimination techniques on the welding residual stress in the direction of parallel welding in free state welding

图3 自由状态对接试板不同消应力处理工艺对垂直焊缝方向上焊接残余应力的影响Fig.3 Effect of different stress elimination techniques on the welding residual stress in the vertical welding seam

表4 自由状态焊接对接试板平行焊缝方向X射线焊接残余应力测试结果Table 4 Test results of X-ray welding residual stress of parallel weld of butt test plate in free state
压紧状态对接试板(试板号Xad——焊态;试板号Xbd——消应力热处理;试板号Xcd——超声冲击处理)采用不同的消应力处理工艺,平行和垂直焊缝方向上焊接残余应力的测试结果分别如表6、表7所示,整理后如图4、图5所示。压紧状态对接试板残余应力的测试结果与自由状态对接试板的相同。
2.3 自由状态T型角接试板残余应力测试结果及分析
自由状态T型角接试板(试件号Jae——焊态;试件号Jbe——消应力热处理;试件号Jce——超声冲击处理)采用不同的消应力处理工艺,平行和垂直焊缝方向上纵向焊接残余应力的测试结果如表8、表9所示,整理后如图6所示。试验结果表明:在平行焊缝方向上,焊态试板的纵向残余应力均为拉应力,其分布规律为两端较大、中间较小;消应力处理后纵向残余应力的变化因消应力处理方法的不同而不同。在垂直焊缝方向上,焊态试板的纵向残余应力随着距熔合线距离的增加而逐渐降低,最大应力出现在距熔合线2 mm处的焊接热影响区;消应力处理后纵向残余应力的变化因消应力处理方法的不同而不同。

表5 自由状态焊接对接试板垂直焊缝方向X射线焊接残余应力测试结果Table 5 Test results of X-ray welding residual stress of vertical weld of butt test plate in free state

图4 压紧状态焊接时不同消应力处理工艺对平行焊缝方向上焊接残余应力的影响Fig.4 Effect of different stress elimination techniques on the welding residual stress in the direction of the parallel weld

图5 压紧状态对接试板不同消应力处理工艺对垂直焊缝方向上焊接残余应力的影响Fig.5 Effect of different stress elimination techniques on the welding residual stress in the vertical welding seam

表6 压紧状态焊接对接试板平行焊缝方向X射线焊接残余应力测试结果Table 6 Test results of X-ray welding residual stress of parallel weld of butt test plate in compaction state
3 结论
(1)不同拘束条件下焊态试板测试结果表明:压紧状态下焊接时,平行焊缝方向上焊缝的纵向残余应力和横向残余应力均有一定增加,横向残余应力增加更加明显;垂直焊缝方向上焊缝的纵向残余应力变化不大,横向残余应力有一定增加。

表7 压紧状态焊接对接试板垂直焊缝方向X射线焊接残余应力测试结果Table 7 Test results of X-ray welding residual stress of vertical weld of butt test plate in compaction state
(2)无论是自由状态下的试板,还是拘束状态下的试板,消应力热处理后,平行和垂直焊缝方向上的焊接残余应力均有变化,其纵向残余应力均有所下降,横向残余应力降低不明显,但分布趋向均匀化。在总体规律上,压紧状态下焊缝方向上的纵向残余应力和横向残余应力降低更加明显。
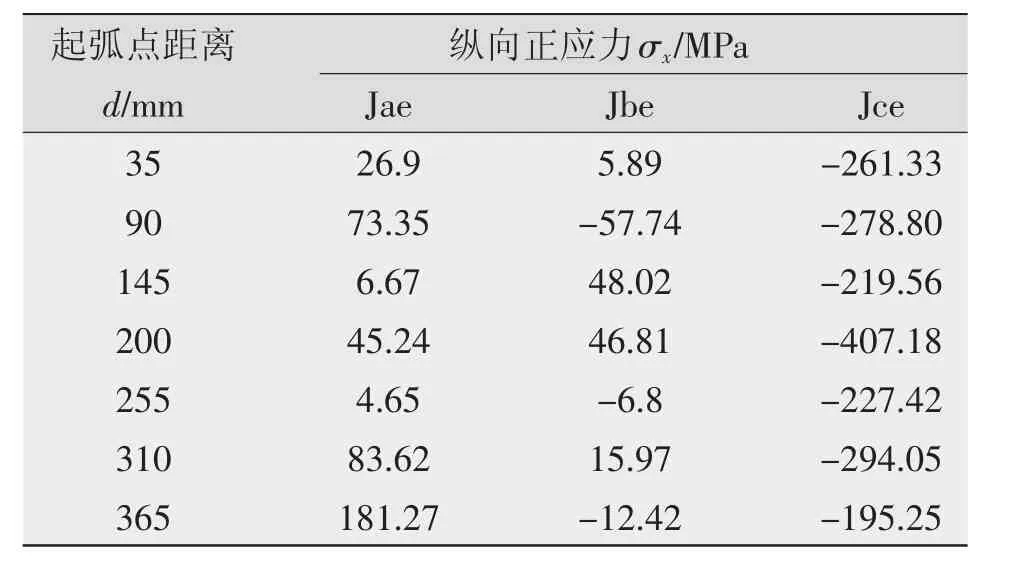
表8 自由状态焊接T型角接试板平行焊缝方向X射线焊接残余应力测试结果Table 8 Test results of X-ray welding residual stress of parallel weld of T angle joint plate in free state
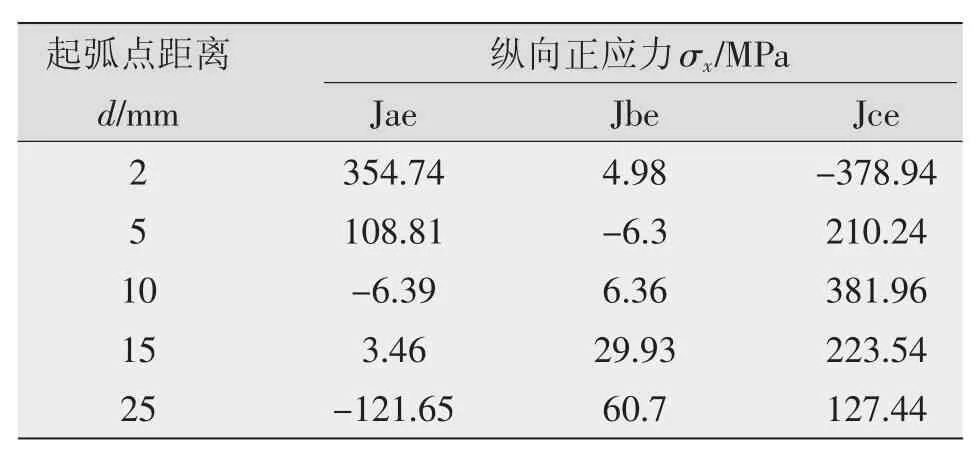
表9 自由状态焊接T型角接试板垂直焊缝方向X射线焊接残余应力测试结果Table 9 Test results of X-ray welding residual stress of vertical weld of T angle joint plate in free state

图6 自由状态T型角接试板不同消应力处理工艺对残余应力的影响Fig.6 Effect of different stress elimination techniques on the residual stress of free t-shaped corner joint plates
(3)超声冲击处理可显著降低所有焊缝的残余应力,具有良好的去应力效果。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
新高考·高一数学(2022年3期)2022-04-28
思维与智慧·上半月(2022年4期)2022-04-08
理化检验(物理分册)(2022年3期)2022-03-31
小哥白尼(神奇星球)(2021年4期)2021-07-22
甘肃科技(2020年20期)2020-04-13
压力容器(2019年1期)2019-03-05
中国资源综合利用(2017年2期)2018-01-22
材料科学与工程学报(2016年1期)2017-01-15
汽车观察(2016年3期)2016-02-28
