
Q345qE耐候钢焊接工艺与性能试验
2019-01-22 05:57
电焊机 2018年12期
(江西工程学院,江西新余338000)
0 前言
Q345qE耐候钢是一种主要用于桥梁的高性能耐候钢,它具有高强度、高韧性、高抗低温等特点[1]。Q345qE耐候钢焊缝合金元素含量较多,会对焊接接头的低温冲击韧性造成影响,易引起焊缝偏析甚至引发热裂纹[2-3]。
本试验结合工厂实际,分别对厚度10mm、20mm和40 mm的Q345qE耐候高强钢的焊接接头进行焊接工艺与性能研究,以期为Q345qE耐候钢的实际工程应用提供参考。
1 试验材料
试验材料为国产Q345qE耐候高强度钢板,厚度分别为10 mm、20 mm和40 mm,钢板的化学成分和力学性能如表1、表2所示,均符合国家标准。Q345qE耐候钢板金相组织为珠光体+铁素体,晶粒形态分布均匀,晶粒度9级,金相组织如图1所示。
2 Q345qE耐候钢焊接工艺试验
对三种厚度的Q345qE耐候钢进行焊接工艺试验。共焊接试板5副,编号1#~5#,分别采用药芯焊丝CO2气体保护焊、实心焊丝CO2气体保护焊和埋弧焊等工艺进行焊接,焊接参数如表3所示。对焊后试板进行力学性能试验,并观察焊接接头的金相组织。
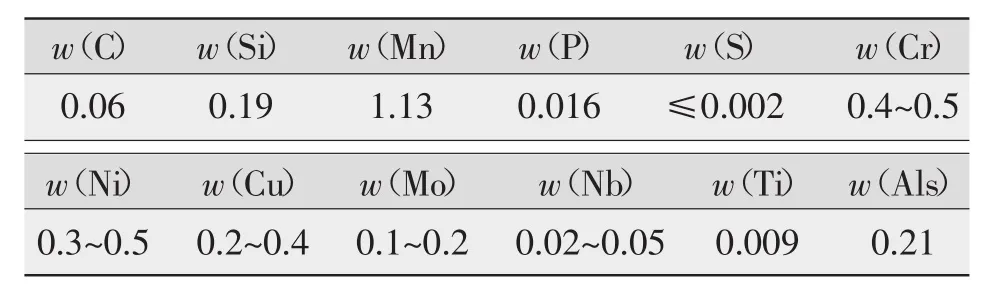
表1 Q345qE耐候钢化学成分 %Table 1 Chemical composition of Q345qE weathering steel
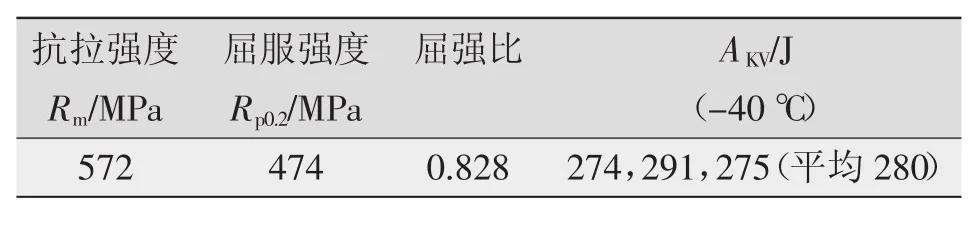
表2 Q345qE耐候钢的力学性能Table 2 Mechanical properties of Q345qE weathering steel
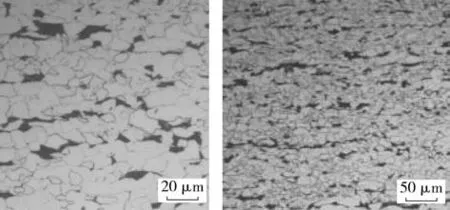
图1 Q345qE耐候钢金相组织Fig.1 Q345qE weathering steel metallographic microstructure
2.1 试板坡口制备
试验钢板坡口制备参数如表4所示。

表3 焊接工艺试验参数Table 3 Welding parameters of test
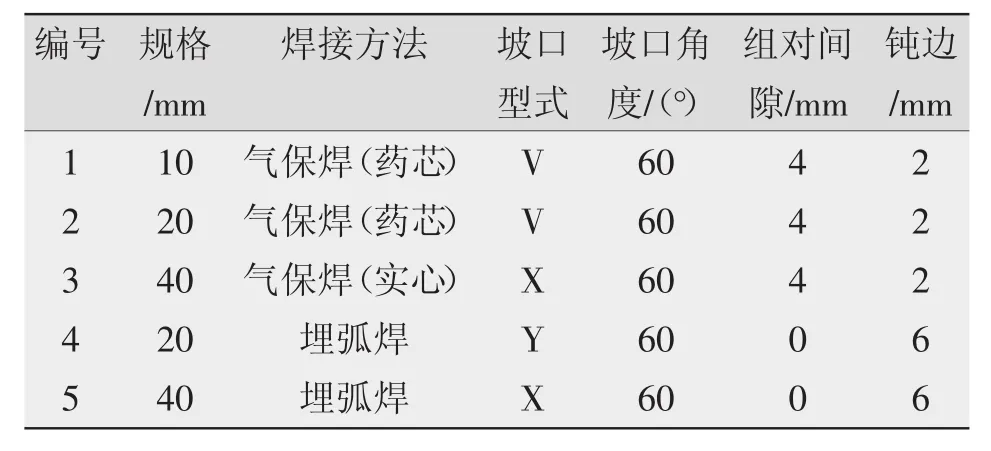
表4 试验钢板坡口制备参数Table 4 Preparing parameters of groove of test steel plate
2.2 Q345qE耐候钢力学性能测试
按照GB/T2651-2008《焊接接头拉伸试验方法》进行焊接接头拉伸试验[4-5]。Q345qE耐候钢焊接接头横向拉伸试验试样为矩形截面的带肩板形试样,如图2所示。取样前先将焊缝余高铣平,三种规格焊接试板取拉伸样均为全厚度,试验温度为室温。
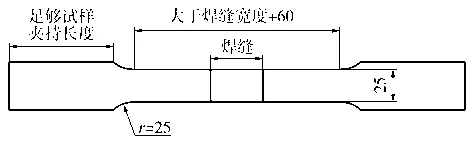
图2 焊接接头板拉伸试样Fig.2 Weld joint tensile test sample
按照GB/T 2653-2008《焊接接头弯曲试验方法》进行焊接接头弯曲试验,按照GB/T 2650-2008《焊接接头弯曲试验方法》进行焊接接头冲击试验。冲击试样缺口为V形,冲击试样开缺口位置分别为焊缝中心(WM)、熔合线(FL)、熔合线外1mm(FL+1)、熔合线外2 mm(FL+2),冲击试验温度为-40℃。其中10 mm厚对接试板冲击试样取7.5 mm厚度处,20 mm厚对接试板冲击试样取表面下2 mm处,40 mm厚对接试板冲击试样取板厚1/4处。同一规范的冲击试验并列做3个试样。用显微维氏硬度试验测量焊接接头各微区的硬度,重点考察焊接接头各区域硬度随焊接工艺的变化情况,硬度测试点的位置为距焊缝上表面1~2 mm处、从焊缝一侧的母材开始一直到另一侧的母材,在热影响区每间隔0.7mm打1个硬度点,焊缝区域打3个硬度点,参数为:载荷5 kg,保压时间为10 s。
3 试验结果及分析讨论
3.1 焊接接头金相组织
依据GB/T13299-1991标准观察5块试样的金相组织。距表面2 mm焊缝金相组织如图3所示;距表面2 mm熔合线FL金相组织如图4所示;距表面2 mm FL+1金相组织如图5所示;距表面2mm FL+2金相组织如图6所示;距表面2 mm FL+3金相组织如图7所示。
根据金相图可知,焊缝和熔合线FL组织主要为贝氏体(B)+铁素体(F)+珠光体(P)。FL+1、FL+2和FL+3组织主要为铁素体(F)+贝氏体(B)+珠光体(P),随着热输入的增加,金相组织中的贝氏体(B)比例逐渐升高,晶粒尺寸越来越大,对韧性造成不利影响。
3.2 焊接接头力学性能
试样焊接接头拉伸及弯曲性能试验结果如表5所示。
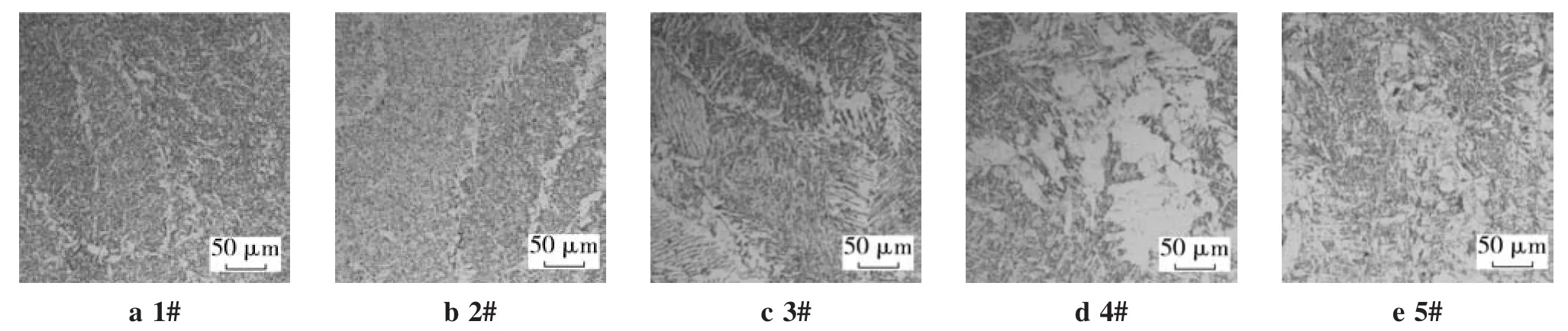
图3 焊缝金相组织Fig.3 Welding bead metallographic microstructure
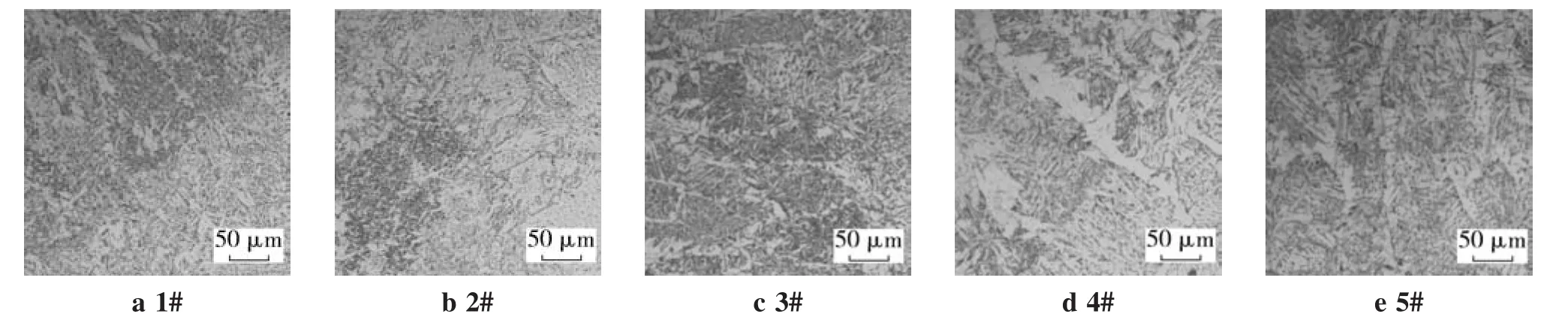
图4 熔合线FL金相组织Fig.4 FL metallographic microstructure

图5 FL+1金相组织Fig.5 FL+1 metallographic microstructure

图6 FL+2金相组织Fig.6 FL+2 metallographic microstructure
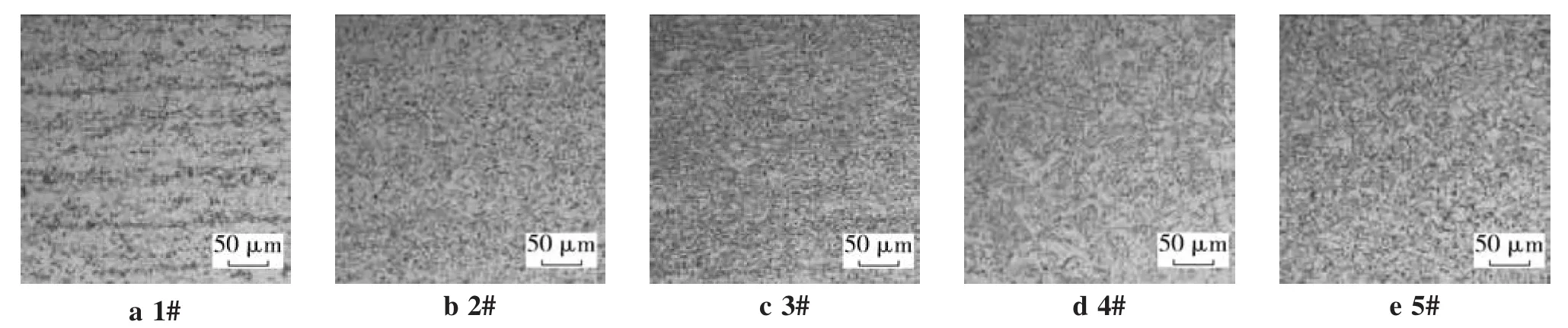
图7 FL+3金相组织Fig.7 FL+3 metallographic microstructure
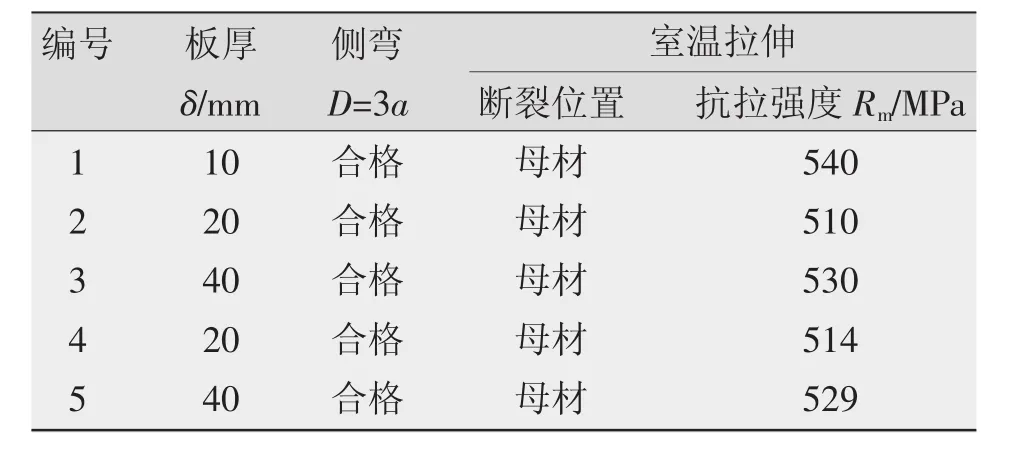
表5 试样拉伸及弯曲性能Table 5 Tensile and bending properties of samples
拉伸试验结果表明,1#~5#焊接试样断裂位置均在母材,抗拉强度510~540 MPa;弯曲试验均合格,试样受拉面上无任何微裂纹出现,焊接接头塑性变形能力良好。焊接接头拉伸及弯曲均满足公路桥涵施工技术规范(JTG/T F50-2011)要求。
焊接接头硬度分布曲线如图8所示,焊接接头硬度分布合理,未出现剧烈的硬度变化。其中焊缝硬度值为200~220 HV5,热影响区硬度值为160~210 HV5,母材硬度值为160~180 HV5。焊缝硬度最高,HAZ的硬度远低于IIW规定的小于等于350HV以及路桥涵施工技术规范(JTG/T F50-2011)的小于等于380 HV的要求。
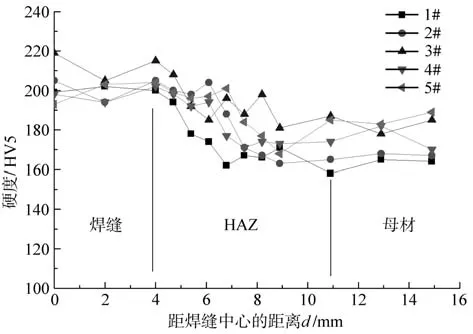
图8 各焊接试样接头硬度分布(表面下2 mm处)Fig.8 Hardness distribution of welded sample joints(2mm below the surface)
焊接接头冲击性能如表6所示。冲击试验结果表明,1#~5#焊接试样平均冲击功在焊缝处最低,在热影响区最高。
根据公路桥涵施工技术规范(JTG/T F50-2011),设计文件未对冲击功作规定时,按设计文件中所规定的最低环境温度下的冲击功试验值应为27 J,且每个试验值都不小于规定值的70%。试验中仅4#试样焊缝部位-40℃冲击功(平均冲击功20.8 J)不符合规范要求。
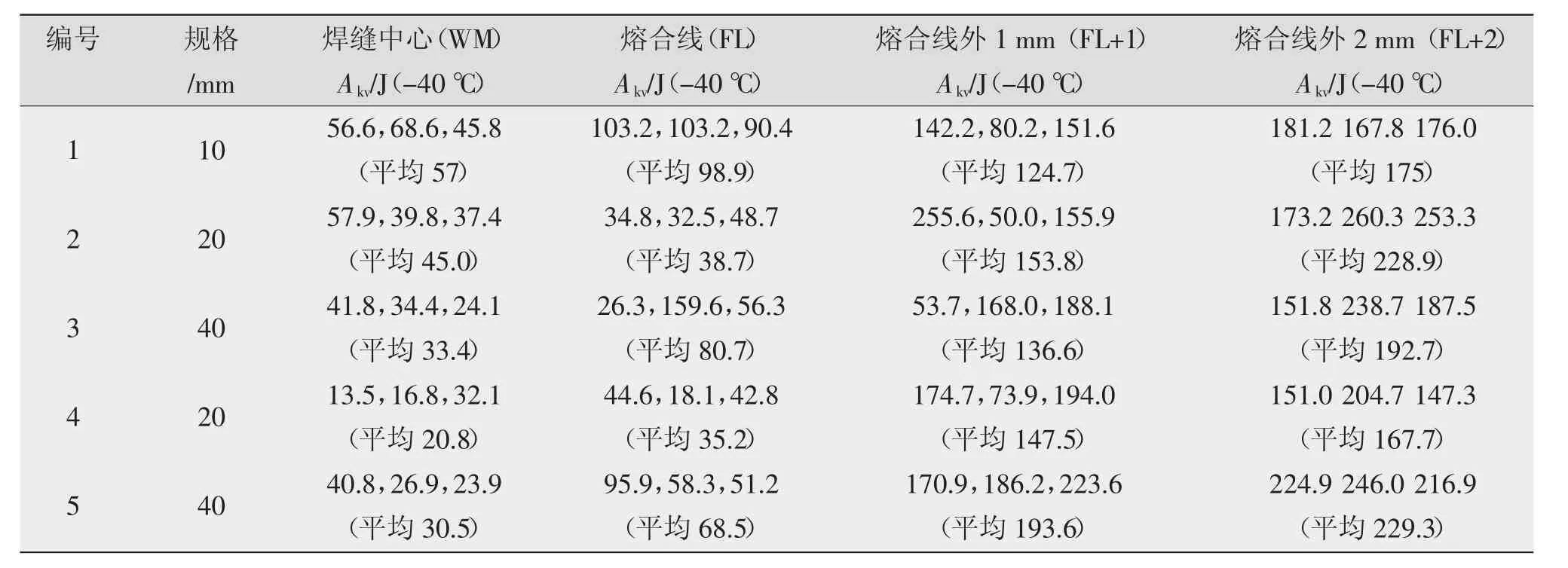
表6 试样焊接接头冲击性能Table 6 Impact properties of welded joint of samples
由表3、图3和表5可知,4#试样热输入最大,焊缝组织(见图3)粗大且均匀性很差,在5组试样中的-40℃冲击功最低;1#试样热输入最小,焊缝金相组织细小、均匀,在这5组试样中-40℃冲击功最高。焊缝金属为铸态组织,受工艺条件限制,不能通过热处理改善力学性能。因此,焊缝金属的组织形态和组织类型对焊缝力学性能有着重要影响,组织形态与热输入大小有关,组织类型与热输入和焊丝成分有关。因此,为了保证焊缝处-40℃冲击功,应严格控制热输入量,建议E≤35 kJ/cm。此外,为了减少焊缝中碳化物和粒状贝氏体的出现,最好采用低碳成分设计的焊丝,w(C)≤0.06%。
4 结论
(1)Q345qE耐候钢可焊性好,无需预热焊接。但是热输入对Q345qE耐候钢的焊接接头冲击性能有影响,实际焊接应用中应控制热输入值,建议E≤35 kJ/cm。。
(2)Q345qE耐候钢采用低碳成分[w(C)=0.06%]可提高钢材的可焊性,降低淬硬倾向,减少热影响区脆性相的生成,间接提高热影响区的韧性。通过合理设计成分,Q345qE耐候钢焊接HAZ冲击功在-40℃时保持在120 J以上。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
高技术通讯(2021年8期)2021-10-13
世界有色金属(2019年4期)2019-05-11
压力容器(2019年1期)2019-03-05
四川冶金(2019年5期)2019-02-18
山东冶金(2018年6期)2019-01-28
山东工业技术(2017年9期)2017-05-16
焊接(2015年2期)2015-07-18
上海金属(2014年6期)2014-12-20
