经济型塑料模具用钢的开发实践
2019-03-10 04:31江家健
山西冶金 2019年6期
江家健
(福建三钢技术中心, 福建 三明 365000)
P20 钢材是引用美国AISI 标准中Cr-Mo 系塑料模具钢,出厂已预硬处理,可直接用于模具加工,具有良好的尺寸稳定性、可切削性及镜面研磨性能。
P20 钢板可应用于各类塑料模具的型腔,是具有较高附加值的中厚板品种。市面上流通的P20 钢板交货状态一般为“正火+回火”,其生产成本较高,通过研究讨论,认为通过轧制工艺优化及利用余温自回火的方式生产P20 钢板可缩短工艺流程,有效降低生产成本。
1 生产工艺
1.1 工艺流程
高炉铁水→铁水预处理→氧气顶底复吹转炉→炉外精炼→板坯连铸→加热→轧制→矫直→堆垛缓冷→探伤→硬度检测→入库→发货。
1.2 成分控制
结合美国AISI 标准及与客户协商条款制定《P20 塑料模具用钢板产品供货技术条件》,按照协议成分三钢组织冶炼的实际成分如表1 所示。
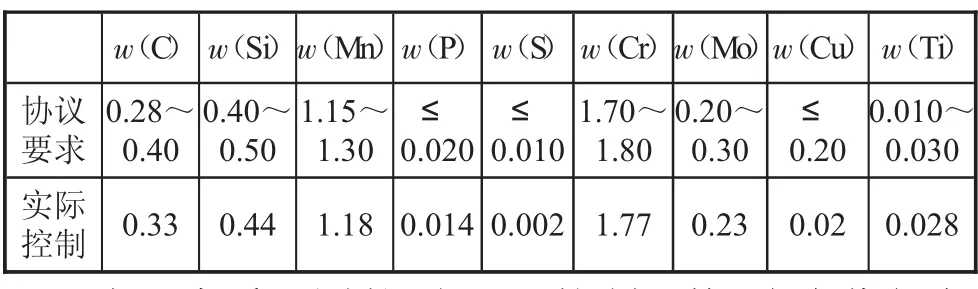
表1 协议成分及实际控制情况 %
表1 来看,试制钢水P、S 控制严格,合金收得率稳定,各成分均符合协议要求。
1.3 轧制工艺
1.3.1 加热制度
中板厂采用冷批入炉工艺生产,为保证合金元素充分溶解,以及控制原始奥氏体晶粒度,要求板坯加热时间为4h±20 min。其中预热段进行缓慢预热(温度550~720 ℃,时间大于40 min),均热段温度1 200~1 260 ℃(时间70~90 min),保证出炉无黑印,坯料温度均匀性好。
1.3.2 TMCP 工艺
本次选用2 块规格为220mm×1600mm×2500mm的坯料,成品规格为31 mm×2 200 mm·L,粗轧温度≥1 080 ℃,采用大压下模式,道次压下率≥15%(展宽道次除外),中间坯厚度75 mm。精轧开轧温度控制在925 ℃±10 ℃;终轧温度控制在890 ℃±15 ℃。此阶段为两相区轧制,此区域轧制容易获得较好的韧性和强度。
1.4 堆垛自回火
提前清空一个冷床和钢板下线台架,确保下线通道顺畅。钢板矫直后快速通过冷床和辊道,将钢板第一时间吊至垛位,此时记录入垛温度420~450 ℃,该垛位下部铺垫钢板和上部覆盖钢板均为温度不小于400 ℃的刚下线46 mm 厚Q235B 钢板,可对试制钢板保温,以达到自回火的目的。27 h 后温度降至100 ℃。
2 试制结果
P20 钢板硬度值要求为HRC31~36,用户期望目标值为HRC32,钢板超声波探伤不低于Ⅱ级。
2.1 超声波探伤
钢板按GB/T 2970 进行超声波探伤,结果均为Ⅰ级合格。
2.2 硬度检测
对试制的2 张31 mm×2 200 mm mm×L的P20钢板进行表面硬度检测,结果2 张板在宽度和长度方向的硬度均存在较大的波动,且总体硬度值偏高,与用户期望的目标值相差甚远,实测HRC34~39(均值HRC36.5)。

表2 P20 钢板表面硬度(HRC)检测情况
2.3 金相组织检测
从钢板1/4 处取HRC38.4 位置及1/2 处取HRC34.1 位置进行金相试样制备,采用4%硝酸酒精溶液腐蚀金相组织,发现HRC38.4 位置贝氏体含量较HRC34.1 位置高,部分贝氏体为板条状形貌,具体如图1,图2 所示。
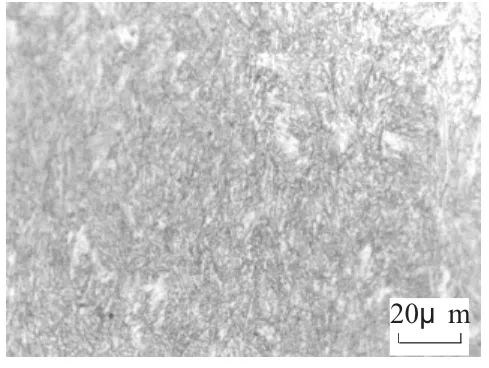
图1 HRC38.4 位置钢板表面组织
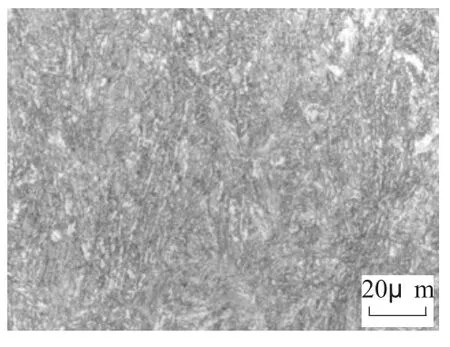
图2 HRC34.1 位置钢板表面组织
3 讨论分析
从试制结果来看,钢板内部质量控制良好,未发现芯部芯部砂眼、孔洞、裂纹等缺陷,钢板超声波探伤Ⅰ级合格。
但是试制钢板整体硬度偏高,甚至超出协议范围,且硬度值波动较大,差值达HRC5。从组织上看,造成硬度不均的根本原因是组织不均造成的。组织不均与钢板各部位冷速不均有关;而整体硬度偏高与钢板入垛温度偏低或保温效果不佳有关。
文献[1]对于钢中合金元素对贝氏体起始转变温度Bs 的影响可用如下经验公式表达:TBs=830-270w(C)-90w(Mn)-37w(Ni)-70w(Cr)-83w(Mo),代入实际成分计算出试制钢板TBs=490.2 ℃。
在贝氏体转变区进行慢速冷却能限制贝氏体板条状长大,促使贝氏体在原奥氏体晶内形核并最终形成粒状贝氏体,起到细化相变产物的作用,最终达到使钢板组织更均匀的目的[2]。
因此,入垛温度应提高至490 ℃以上,并且尽可能提高保温效果是下一步攻克的重点。
4 优化措施及效果验证
4.1 优化措施
采取全热轧工艺,即不控轧,降低钢板基础硬度,提高钢板上冷床的温度;进一步优化下线流程,减少钢板在冷床和辊道上的停留时间,采取就近入垛方式从而进一步提高入垛温度;在首次试制基础上加盖保温布以减缓钢板自回火的温降曲线,同时也能降低钢板各个部位冷速差别。
4.2 效果验证
通过以上工艺优化,中板再次组织生产。优化后的入垛温度从420~450 ℃提高至500~540 ℃;自回火温度降至100 ℃的时间从27 h 延长至42 h。
对优化后的钢板进行测量,硬度值为HRC31~33(均值HRC32.3),较原来的HRC34~39(均值36.5)降低了HRC4.2,差值从原来的HRC5 降低到HRC2。
4.3 用户使用情况
用户入场检测表明钢板探伤Ⅰ级合格,硬度均匀且符合要求。经锯切、车铣、钻孔及CNC 加工后未发现异常,尺寸稳定性好;所制作的模具型腔表明光洁度高,无砂眼、孔洞等缺陷。
5 结语
1)三钢通过轧制工艺优化及利用余温自回火的方式成功开发了P20 塑料模具用钢板,填补了三钢中板高附加值板材的空白,提升了企业竞争力。
2)相较传统P20 钢板正火+回火的生产工艺,三钢在生产成本上有较大优势,能为企业和客户创造更大的利润空间。
猜你喜欢
钢管(2022年4期)2023-01-05
山东冶金(2022年2期)2022-08-08
热处理技术与装备(2019年3期)2019-12-22
西南交通大学学报(2018年6期)2018-12-18
中国设备工程(2018年15期)2018-01-31
中国科技纵横(2015年17期)2015-09-19
科技视界(2015年7期)2015-08-15
冶金设备(2015年6期)2015-01-13
中国新技术新产品(2014年7期)2014-01-24
天津冶金(2013年2期)2013-05-16