高氧搪瓷钢冶炼连铸实践
2019-03-10 04:31谢桂强
山西冶金 2019年6期
马 鹏, 谢桂强, 卢 乐
(新余钢铁股份有限公司, 江西 新余 338001)
搪瓷钢属于专用冷轧钢板,客户采购搪瓷钢,在表面上喷涂釉料,经过高温烧制,制作成热水器内胆、电饭锅内胆、炒锅、浴缸、加热炉等搪瓷产品。搪瓷钢广泛用于家用电器和工业等方面。搪瓷钢要求耐高温、耐高压、耐腐蚀、易清洁、易冲压、易喷涂,对内在性能、表面质量要求均高,有些指标彼此矛盾,开发难度很大[1]。
搪瓷钢是高风险产品,一种名叫“鱼鳞爆”的表面缺陷尤为“致命”[2]。目前国内主要通过在低碳钢中添加合金提高抗鳞爆性能。国内目前有大型钢厂通过提高钢水中自由氧含量生产搪瓷钢。高氧含量浇铸常规连铸存在技术难度,为解决这一问题,现有技术中,一方面可采用模铸方法生产,但生产效率低,且铸坯容易产生组织不均匀、杂质多等问题;另一方面可降低钢液氧含量减轻沸腾,一般氧含量(质量分数)控制在50×10-6以下,但不能达到钢板部分性能要求,同时还存在氧含量控制范围不稳定的问题。因此,需要开发一种适用于连铸生产、氧含量稳定可控的冶炼方法。
1 钢种成分要求
高氧搪瓷钢的成分见表1。

表1 高氧搪瓷钢的成分要求 %
工艺流程:根据成分要求,通过对各个工序能力的评估,按照KR-BOF-RH-CC 流程组织生产。
2 生产过程控制
2.1 铁水预处理脱硫
硫含量有下限要求,KR 脱硫不需要脱到最低的0.002 0%,钢种要求上限0.03%,入炉w(S)控制在0.02%~0.03%可满足钢种要求,同时可通过添加合金调整硫含量,控制铁水w(S)小于0.03%入炉可满足生产要求,避免硫含量波动,入炉铁水扒渣处理。实际铁水成分如表2。

表2 入炉铁水成分 %
2.2 转炉冶炼
转炉工序按照低碳钢的冶炼要求,控制出钢w(C)小于0.06%,考虑出钢过程碳氧反应,可将出钢w(C)按照0.03%~0.08%控制。避免钢水过氧化,影响RH 结束精确控制氧含量。w(O)在(300~800)×10-6较合适。终点磷满足钢种要求,考虑后续钢水氧含量较高可不考虑回磷,出钢渣洗工艺可以脱磷。出钢w(P)按照小于0.025%控制。转炉终点成分见表3。
表3 转炉终点成分和温度
2.2.1 脱碳
高氧搪瓷钢带氧浇铸,需要控制碳含量越低越利于浇铸过程的平稳,RH 炉需要控制良好的脱碳条件。真空时间需要延长,控制如下页表4。
2.2.2 氧含量控制
含氧钢水浇铸有相关的报道,但是没有指导性的文献,钢水氧含量的高低与成品全氧含量也没有相关的计算公式,根据铝镇静钢铸坯全氧检测数据,一般w(O)在(30~70)×10-6之间,与钢水夹杂物的含量有关,带氧浇铸钢水,夹杂物产生较多,按照上限考虑,控制出站钢水自由w(O)为(140~180)×10-6。过高风险较高,按照低控制。RH 炉采用分步脱氧。RH 脱C 结束后,第一次加铝预脱氧,目标游离w([O])为(200~300)×10-6(可以分批脱氧),加铝后环流2 min 后测游离[O],之后加入金属锰和FeB,以及加铝进一步微调游离w([O])至目标值160×10-6。脱氧数据如表5。

表4 脱碳参数表

表5 脱氧过程 ×10-6
为保证钢水等待过程和浇铸过程氧含量的稳定,中间包,钢包使用的耐材的w(C)要控制,一般耐材w(C)在0.09%左右。这样的碳含量不能满足使用要求,过程增碳,同时氧含量不稳定。浇铸高氧搪瓷钢选用无碳刚玉钢包,中包耐材选用涂料,控制w(C)小于0.03%。覆盖剂选用无碳覆盖剂,成分见表6。

表6 覆盖剂成分和温度
2.3 连铸
2.3.1 碳含量的控制
钢水浇铸前的w(C)控制在20×10-6以下,碳含量高时连铸结晶器内会有反应,钢水沸腾。保护渣中碳含量需要控制,碳高时会与钢水中的氧反应造成钢水翻腾。浇铸使用的保护渣见表7。

表7 保护渣成分表
2.3.2 钢水温度
带氧钢水散热快,钢水温度低时,液面结冷钢严重,影响保护渣溶化,中包浇铸温度要按照1 565~1 575 ℃控制。
2.3.3 拉速
拉速要高,受铸机和二冷水的限制,拉速按照1.15~1.25 m/min,可减缓了结晶器结冷钢。
2.4 铸坯检验
铸坯冷却后,对铸坯进行修磨检查,修磨后铸坯角部气孔严重,如图1,图2,铸坯需要角部修磨。
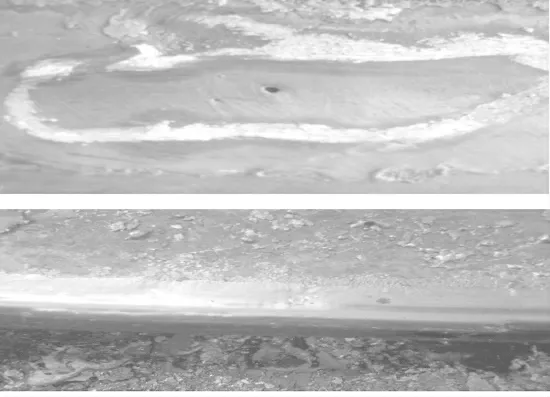
图1 铸坯角部严重气孔
图2 铸坯角部一般气孔
2.5 铸坯全氧含量
取铸坯样,加工后,通过三气分析仪检测得到铸坯全氧含量,如表8。
表9 铸坯全氧含量(质量分数) ×10-6
由以上数据回归得到:
铸坯全氧=214+0.376×钢水自由氧,次公式可作为后续冶炼铸坯全氧的计算公式,逐步完善回归公式。
3 结论
1)钢水中氧含量(质量分数)在控制在(150~200)×10-6,w(C)小于0.002 0%,可以进行连铸。
2)高氧搪瓷钢需要高过热度浇铸,过热度低时结晶器结冷钢严重。
3)铸坯全氧与钢水自由氧存在正相关关系。
猜你喜欢
上海金属(2022年3期)2022-06-01
四川有色金属(2022年4期)2022-02-06
安徽冶金科技职业学院学报(2020年2期)2020-08-04
重型机械(2019年4期)2019-09-05
重型机械(2018年6期)2019-01-07
中国医药指南(2019年21期)2019-01-07
诗潮(2018年10期)2018-10-17
中华手工(2017年6期)2017-07-06
老同志之友(2016年5期)2016-05-14
饮食科学(2015年11期)2015-09-24