
印度运载火箭及其氢氧发动机发展现状
2019-07-06 11:43丁新玲
航天制造技术 2019年3期
丁新玲 罗 峰 矫 慧
印度运载火箭及其氢氧发动机发展现状
丁新玲 罗 峰 矫 慧
(首都航天机械有限公司,北京 100076)
简要介绍了印度运载火箭以及低温氢氧发动机的发展历程,分析了印度研制的两款低温氢氧发动机CE-7.5和CE-20的性能、结构及制造特点,重点介绍了印度氢氧发动机国产化历程中几项制造技术,包括推力室电铸镍技术、燃烧室内衬铜合金材料的国产化以及对推力室内外壳连接技术真空钎焊的改进。
印度;氢氧发动机;推力室;电铸;钎焊
1 引言
20世纪60年代,印度空间研究委员会(Indian National Committee for Space Research,INCOSPAR)成立,随后建设了顿巴赤道火箭发射站(Thumba Equatorial Rocket Launching Station),为美国和苏联发射火箭,印度由此开始涉足航天领域。1969年8月,印度空间研究组织(Indian Space Research Organisation,ISRO)成立,正式开始研制本国的运载火箭。
由于基础相对薄弱,印度航天工业的发展首先是依靠国际合作的方式,引进国外航天技术,后来才逐渐走向独立自主的研制道路:印度的固体发动机技术获得了美国和欧洲国家的支持;常温液体发动机Vikas借鉴了欧洲阿里安火箭“Viking”发动机技术;低温氢氧发动机则是直接进口俄罗斯的存货RD-56M发动机。由于俄罗斯最终不肯出售研制技术,印度才开始发展自己的低温技术,历时21年,终于在2014年1月5日,仿制RD-56M的低温氢氧发动机CE-7.5首次发射成功,由此印度成为世界上第六个掌握氢氧发动机研制技术的国家。此后,印度又研发出更大推力的CE-20氢氧发动机。航天技术的国产化使印度逐渐摆脱了对国外的依赖,发射成本显著降低,大大提升了商业发射市场竞争力。
2 印度运载火箭发展现状
印度利用国外力量进入航天领域,并逐步发展了本国的运载火箭体系。20世纪80年代,印度研制出使用固体推进剂的卫星运载火箭(Satellite Launch Vehicle,SLV)和加大型卫星运载火箭(Augmented Satellite Launch Vehicle,ASLV),这些火箭整体推力小,发动机比冲低,和其他国家差距很大,也无法进一步满足卫星发射任务的需求。因此,印度又研制了更大推力的极地轨道卫星运载火箭(Polar Satellite Launch Vehicle,PSLV)和地球同步卫星运载火箭(Geosynchronous Satellite Launch Vehicle,GSLV),这两种火箭也是印度现役运载火箭。
截至目前,印度共研制出四型五代运载火箭:第一代是卫星运载火箭(SLV),1980年7月18日,在经历了前一年的一次发射失败后,印度首次成功发射了其四级固体运载火箭SLV-3,LEO运载能力为40kg;第二代是加大型卫星运载火箭(ASLV),1987年3月,在SLV-3基础上研制的ASLV首次发射失败。1988年7月13日,ASLV第二次发射取得成功,LEO运载能力为150kg;第三代是1994年10月15日首次飞行的极地卫星运载火箭(PSLV),GTO运载能力为1.3t,截止2019年1月,成功发射了43次,还曾创下过一次发射104颗卫星的记录;第四代是地球同步卫星运载火箭(GSLV)Mk2,2014年1月5日,国产化低温氢氧发动机CE-7.5(Cryogenic engine,CE)首次成功应用,大幅降低成本,GTO运载能力提高到2.2t;第五代是GSLV Mk3运载火箭,2017年6月5日,印度自行研制的低温氢氧发动机CE-20投入使用,使火箭运载能力大幅提升,GTO达4t。印度研制的运载火箭型号及参数见表1[1~3]。
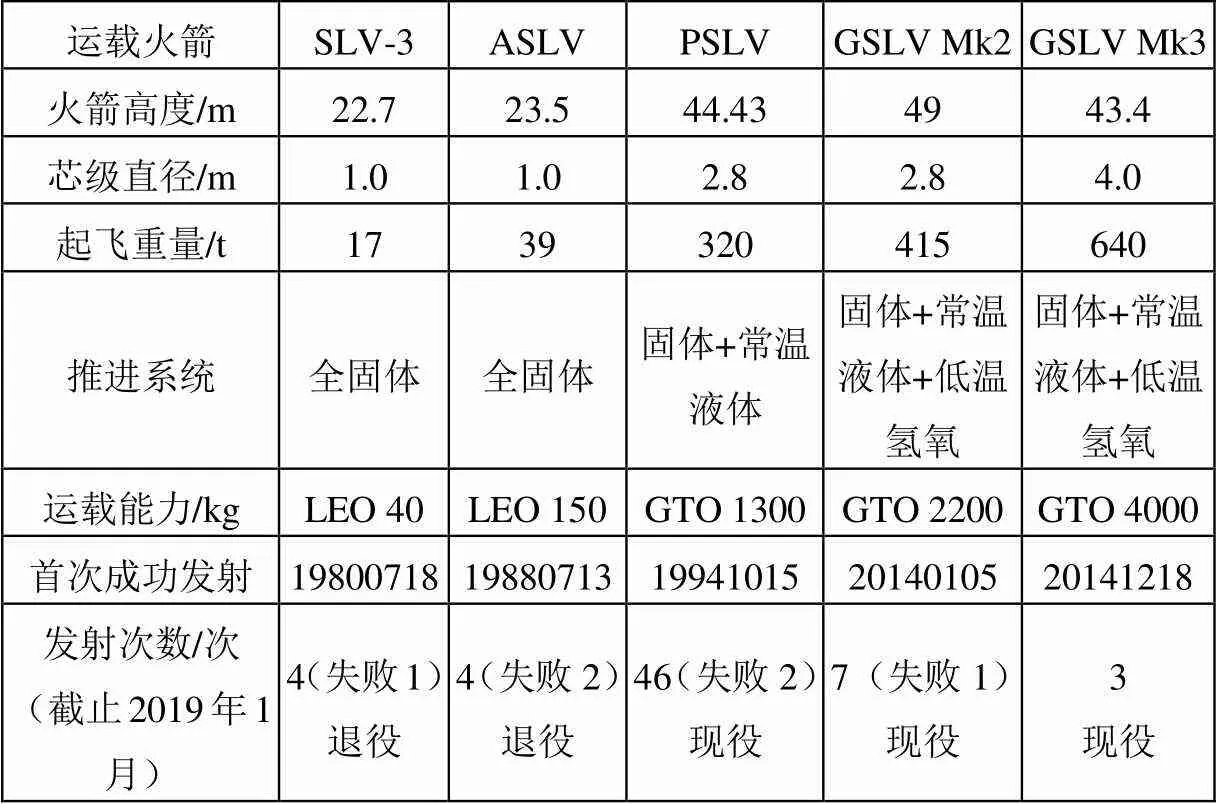
表1 印度各代运载火箭性能参数
2.1 极轨卫星运载火箭(PSLV)
PSLV可让印度的遥控通讯检测卫星到达极地轨道,也可以将小卫星发射至地球同步轨道。PSLV火箭重295t,2.8m,高44.43m,是交替使用固体和液体推进的四级火箭,即第一级和第三级使用固体推进剂,第二级和第四级使用液体推进剂。第一级捆绑6个小型固体助推器,4个助推器在地面点火,另外2个助推器在空中点火。PSLV的GTO运载能力为1.3t,具备“一箭多星”的发射能力,成功发射过月球和火星轨道探测器。1993年9月首次试射失败,1994年10月15日测试飞行成功。除标准型号外,PSLV还有几种改进型号:PSLV-CA,不带捆绑助推器的芯级型号,极轨运载能力1.1t;PSLV-XL,每台助推器加装3t推进剂的加大型号,极轨运载能力为1.8t,用于发射首颗探月卫星“月船-1”;PSLV-HP,改进第四级效率的高性能型号,极轨运载能力可提高到2t,用于发射导航卫星;三级型号,取消标准型的第二级和捆绑助推器,极地轨道运载能力为500kg。
2.2 地球同步卫星运载火箭(GSLV)
GSLV是印度在PSLV火箭的基础上研制的三级型和二级型运载火箭,是目前印度运载能力最大的火箭,共有三种构型:Mk1、Mk2和Mk3。其中Mk1和Mk2是三级型,Mk3是两级型。
Mk1运载火箭的第一级由装有138t固体推进剂的芯级发动机和4台各装40t常温液体推进剂的捆绑助推器组成;第二级使用一台常温液体发动机Vikas作动力;第三级为低温氢氧级,装有12.5t的液氧和液氢,由俄罗斯提供的RD-56M氢氧发动机作动力。该火箭可把约2t重的卫星送入静地转移轨道,2001年4月18日首次发射失败,2003年5月8日发射成功。
Mk2与Mk1运载火箭结构基本相同,芯级采用固体推进剂,助推器采用常温液体推进剂。第二级使用一台常温液体发动机Vikas作动力,唯一不同的是第三级的低温氢氧发动机由一台印度国产CE-7.5取代了Mk1中的俄制RD-56M。CE-7.5发动机为RD-56M的仿制版,比冲略有降低,而真空推力仍保持为7.5t。GSLV Mk2的GTO运载能力提高到2.5t,2010年4月15日首飞失败,直至2014年1月5日才发射成功,由此印度成为世界上第六个掌握氢氧发动机研制技术的国家。
Mk3运载火箭的设计与开发沿用了以往运载型号的固体、液体和低温推进技术经验:芯级L-110使用2台并联的Vikas常温液体发动机,2枚助推器S-200为固体推进剂,上面级采用印度自行研制的CE-20低温氢氧发动机。Mk3的GTO可达4t,LEO提升至8t。2014年12月18日完成首次亚轨道试验飞行,2017年6月5日成功发射了3.135t的GSAT-19E地球静止卫星,2018年11月14日,又将一颗重约3.4t的GSAT-29通信卫星送入预定轨道。GSLV Mk3目前是印度运载能力最大的火箭,未来还将对芯一级进行改进以提升运载能力,满足印度大型卫星发射、载人航天、深空探测等需求。
3 低温氢氧发动机的研制
1993年,印度开始研制低温氢氧发动机,经历了2010年4月15日的首发失利后,终于在2014年1月5日,第一款低温氢氧发动机CE-7.5发射成功。目前为止,印度所用的低温氢氧发动机,除了进口的俄制RD-56M之外,有两种自行研制的上面级型号:CE-7.5和CE-20,其性能参数参见表2。

表2 印度低温氢氧发动机性能参数
3.1 CE-7.5
CE-7.5发动机用于运载火箭GSLV Mk2的第三级,真空推力7.5t。发动机推力室采用再生冷却结构,由铜合金内衬和不锈钢外壳高温钎焊而成。由于是仿制产品,该发动机的测试较少,试车时间远少于其他国家的第一款低温发动机。首次发射由于发动机涡轮泵问题失败后,又花费了大量时间进行发动机与运载火箭的测试。为了满足CE-7.5发动机的总装、测试和认证需求,印度航天工业增添了一些基础设施,包括冷流和热测试等,1995年还建立并投入使用了日产500kg的液氢生产厂[4]。
3.2 CE-20
CE-20发动机用于运载火箭GSLV Mk3的第二级,真空推力19t。发动机使用两套增压涡轮分别驱动液氢/液氧泵,混合比和推力可调。CE-20发动机的推力室采用与CE-7.5发动机相同技术,即再生冷却通道内外壁钎焊连接。内衬采用铜合金材料,在外表面铣槽;外壳和其他部件均采用特种不锈钢材料。推力室扩散段和收敛段分别由内外壁钎焊而成,然后在喉部连接在一起:先焊接内壁,再焊接外壁。喷管上半段截至面积比10处,采用再生冷却方式,材料选择与燃烧室相同,冷却通道为螺旋型;喷管下半段(即喷管延伸段)面积比在10~100之间,采用排放冷却,内外壁材料均为不锈钢,冷却通道为直槽型。涡轮转子采用因康镍材料,而氢、氧涡轮泵的外壳均采用不锈钢制造[5,6]。
3.3 印度低温发动机国产化进程中的制造技术
3.3.1 推力室C1的研制
在印度低温氢氧发动机国产化进程中,首先设计并研制了推力室C1试验发动机,以探索氢氧发动机推力室制造技术。这台试验型发动机燃烧室内衬采用铜合金制成,外表面铣有不同深度和宽度的冷却通道,外壳为电铸镍封合结构。液氢进出口集合器分别制成并焊接在电铸镍燃烧室上[7~9]。
燃烧室内衬铜合金材料采用电铸沉积成型,在外表面加工出冷却通道,然后电铸镍封合冷却通道。具体步骤如下:机加工铝芯棒→抛光和磨光→去油处理→碱洗→酸洗→二次镀锌→铸铜前预处理→电铸铜→铣削冷却通道→填充(非导电)蜡→导电处理→电铸镍→中间加工→镍的活化处理→电铸结束→精加工。
电铸的起始材料是芯棒或母版。许多金属/非金属材料可用作芯轴,通常使用铝为芯轴。将芯轴加工成火箭发动机再生冷却通道的聚/散轮廓,并用溶剂对芯轴脱脂、碱洗、酸洗以及用常规溶液二次镀锌。预清洁后,铜板在碱浴中进行电镀;在铝芯轴上获得闪铜后开始电铸铜:将电解铜阳极包在涤纶布中,芯轴以40~60r/min的速度旋转,以获得均匀的铜覆盖层。用过滤泵连续过滤电解液,去除可能会影响粗糙度的沉积物和尘埃颗粒。在铜沉积量比较大时,会产生树形。因此,当铜沉积的厚度达到6~8mm时要进行机械加工。铜的沉积厚度满足要求(12mm)后,将电铸铜燃烧室连同铝芯棒从槽中一起取出再次进行机械加工,并沿燃烧室纵向在外表面铣出冷却通道;燃烧室用溶剂脱脂,再用碱溶液清洗;冷却通道填充非导电填料后开始电铸镍外壳。
电铸镍采用垂直和水平旋转系统进行,为了去除杂质及产生的添加物,电铸过程中需要连续过滤去除悬浮/粉尘颗粒,并采用高压泵和喷淋法实现电解液的连续喷涂,避免电铸过程中产生缺陷。同时维持固定的pH值也是生产优质电铸的必要条件。
电铸镍厚度达到6~8mm时,需要通过机械加工去除边缘形成的结节。在进行下一步镍电铸之前还需要对镍进行活化处理,以获得良好的结合力。通过上述工艺可在燃烧室不同区域形成厚度为8~35mm的镍层。最后铝芯棒放入氢氧化钠热溶液中溶解,经化学加工完全去除。通道中的非导电填料经过热水浸泡和有机溶剂溶解后流出去除。
3.3.2 铜合金材料的国产化
铜合金(Cu-0.5Cr-0.05Ti-0.05Zr)是低温发动机的关键材料,主要用于CE-7.5、CE-20和未来低温、半低温发动机推力室内衬、喷注器面板、燃气发生器以及预燃室等部件。为此需要制造不同尺寸的铜合金板料、棒料和锻件,其中,板的宽度为850mm,厚度要求在12~18mm之间;棒料和锻件要求30~300mm不等[10]。
位于印度中部海得拉巴(Hyderabad)的有色金属技术研究中心(Nonferrous Materials Technology Development Centre,NFTDC)通过对现有设施进行改造,制造出全球第二大航空航天优质铜铬锆钛合金生产设备。设备改造包括:对现有熔炼炉线圈的改造,使其熔体容量提高到1000kg;建立宽度为1500mm的中厚板轧机。铜合金制造流程如下:熔炼炉制成重375~400kg的铸锭,然后滚压成板材,再通过热轧过程控制板的尺寸,如图1、图2所示。发动机零组件分别在印度境内不同地点设计和制造,最后在NFTDC进行总装。

图1 铜合金国产化设备

图2 铜合金制造流程
该中心专门开展了推力室内衬铜合金材料的国产化项目,以期大幅降低推力室研制成本。项目研究内容包括:优化铜合金化学成分及熔炼实践,达到设计环境和高温下的化学、力学性能;为更宽板材优化冲压锻件,大幅提高产量并避免缺陷;通过优化热处理从9800℃持续10min至7500℃持续20min,达到细化晶粒的目的;承受7500℃退火20min的样板弯曲试验,然后空气冷却,确保成形性。制造的铜合金内衬等产品如图3所示。

图3 制造的铜合金产品
3.3.3 真空钎焊技术的改进
为了提高有效载荷发射能力,印度计划研制50t级低温氢氧发动机和200t级液氧煤油半低温可重复使用发动机用于未来重型运载火箭新型号。两种发动机均采用分级燃烧循环。在发动机的研制上进行了工艺改进,以推力室为例,以往钎焊时,通常在铜合金内衬和不锈钢外壳之间放置金属箔,通过加热组装件,锡箔融化,形成钎焊接头。这种工艺费时耗力,并且在钎焊过程中工件必须旋转,才能避免钎焊金属不堆积在冷却通道中。为了克服这些不足,印度开发出通过在接头涂覆金属涂层替代放置金属箔的新工艺,即在铜合金与马氏体不锈钢基体材料涂上铜涂层、银涂层和镍涂层,其中,镍涂层用作钎焊金属与钢之间的屏障。这种通过电镀在通道上施加涂层的方法,避免了使用昂贵的钎焊箔,简化了装配工艺,达到了节省时间,降低成本的目的[11]。
通过在真空炉中对试样进行工艺优化实验,确定了银层的厚度、钎焊温度、钎焊时间和负荷。采用优化后的工艺首先对带有铣槽的平板钎焊,模拟推力室的结构和压力测试,压力测试至600bar时未发现脱粘;然后制造了预燃室硬件并进行性能评价;最后制造了缩比尺寸的推力室试验件并进行压力测试,通过X射线检测确认,测试压力达到500bar没有脱粘现象。图4为平板试件试验的涂层布置原理、电镀钢和铜截面,图5为钎焊接头在测试压力500bar以上时冷却通道试件典型断裂截面。目前正在研究通过“静态”技术实现钎焊,以取代“旋转”钎焊法。

图4 涂层试件

图5 钎焊燃烧室试验
钎焊采用的热等静压(HIP)装置,可降低金属孔隙率并增加材料致密度,也可以改善材料的机械性能和工作性能。印度低温和半低温发动机共使用了7种铁及有色金属合金材料的40种类型的精密铸件,由于精密铸件形状复杂,不可避免存在缺陷,HIP工艺可完善铸造部件关键性能缺陷,提高其质量和可靠性。2016年2月19日印度维克拉姆萨拉巴伊航天中心(Vikram Sarabhai Space Centre,VSSC)利用本国资源研制出印度首台HIP设备,其热区高500mm,350mm,最高工作温度为2000℃,最大工作压力2000bar,如图6所示。

图6 HIP设备
4 结束语
由于经济相对落后,印度航天采取了“先星后箭”的发展策略,将有限的资源首先用于发展遥感和通信卫星,推动国民经济的发展,然后通过国际合作,循序渐进地发展火箭推进技术,从而逐步形成本国的运载火箭体系。作为航天技术后发成员,印度展现出一定的技术实力。虽然其综合水平与我国相比还有差距,但在航天技术发展上取得的成绩不容忽视。
1 Ramakrishnan S. Liquid propulsion system in ISRO - evolution and perspective[J]. Journal of aerospace sciences and technologies, 2012, 64(4): 223~231
2 Ramakrishnan S, Somanath S. ISRO’s next generation launcher, GSLV Mk Ⅲ (LVM 3): configuration and development status[J]. Space Technology, 2007, 27(4): 133~146
3 徐利杰,陈晓飞,陈海鹏,等. 印度新型运载火箭技术方案剖析[J]. 国际太空,2017(9):22~27
4 Narayanan V. Cryogenic propulsion systems for ISRO’s launch vehicles[J]. Journal of Aerospace Sciences and Technologies, 2017(69)1A: 174~180
5 Siddhi Bhilare, Atul Kulkarni. Fracture behavior studies of rocket engine materials for cryogenic applications[J]. VJER-Vishwakarma Journal of Engineering Research, Volume 2 Issue 4, 2018(12)
6 Praveen R S, Jayan N, Bijukumar K S, et al. Development of cryogenic engine for GSLV MkIII: technological challenges[J]. IOP Conf. Series: Materials Science and Engineering, 2017: 012059
7 Namboodiry E V S, Ghosh S C. Development of thrust chamber for LOX-LH2 cryogenic engine[C]. Proceedings of the Eighteenth International Cryogenic Engineering Conference(ICEC18), Mumbai, India. 2000: 671~674
8 John S, Veeramani P, Srinivasan K N, et al. Electroforming process for the fabrication of cryogenic rocket engine thrust chamber[C]. Proceedings of the Eighteenth International Cryogenic Engineering Conference(ICEC18), Mumbai, India. 2000: 675~678
9 Thangavelu Pr, Veeramani P, Srinivasan K N, et al. Copper electroforming of cryogenic upper stage main engine[J]. Bulletin of Electrochemistry, 200016(11): 493~496
10 Department of Space Indian Space Research Organisation. Indigenisation of Copper-Chromium-Zirconium-Titanium alloy for cryo and semi-cryo engines-a success story[EB/OL]. [2018-09-10]. https://www.isro.gov.in/indigenisation-of-copper-chromium-zirconium-titanium-alloy-cryo-and-semi-cryo-engines-success-story
11 Department of Space Indian Space Research Organisation. A new brazing process for semi-cryo engine established by ISRO[EB/OL]. [2016-05-07]. https://www.isro.gov.in/new-brazing-process-semi-cryo-engine-established-isro
Development Status of Indian Launch Vehicles and Cryogenic Engines
Ding Xinling Luo Feng Jiao Hui
(Capital Aerospace Machinery Co., Ltd., Beijing 100076)
The development process of launch vehicle and cryogenic engine in India are briefly introduced in this paper. The performance, structure and manufacturing characteristics of two cryogenic engines which developed in India: CE-7.5 and CE-20, are analyzed. Some manufacturing technology during the localization process of cryogenic engine in Indian are focused on, including electroforming nickel technology, the localization of copper alloy material using in combustion chamber liner and the improvement of vacuum brazing technology in the thrust chamber.
Indian;cryogenic engine;thrust chamber;electroforming;brazing

丁新玲(1965),高级工程师,航空发动机专业;研究方向:火箭发动机制造技术。
2019-04-26
猜你喜欢
消费电子(2022年5期)2022-08-15
现代仪器与医疗(2022年3期)2022-08-12
电焊机(2022年1期)2022-02-18
现代仪器与医疗(2021年5期)2021-12-02
军事文摘(2021年16期)2021-11-05
航天工业管理(2020年10期)2021-01-04
小天使·四年级语数英综合(2019年10期)2019-11-09
劳动保护(2018年8期)2018-09-12
科学与财富(2016年29期)2016-12-27
计算技术与自动化(2014年1期)2014-12-12
