
汽车涂装工艺可制造性分析
2019-08-07 06:19白靖陈家俭
汽车实用技术 2019年14期
白靖,陈家俭
汽车涂装工艺可制造性分析
白靖,陈家俭
(1.一汽-大众汽车有限公司天津分公司批量规划科,天津 301500; 2.一汽-大众汽车有限公司天津分公司涂装车间,天津 301500)
文章介绍了汽车开发过程中与其同步进行的涂装可装配性,可制造性分析,以及其对于保证产品可制造性,产品质量,产品成本的影响。
可制造性分析;涂装;ENP;前处理电泳;涂胶;面漆
前言
随着新车型的不断出现,在车型开发前期进行可制造性分析这一技术手段的重要性日益凸显。ENP(Entwicklungsn ahe planungsleistungen)是规划可制造性分析的德文缩写,也称同步工程(SE,Simultaneous Engineering),是从产品规划和生产的角度配合产品开发部门进行产品设计和可制造性的评价。意在产品设计研发过程中,工艺提前介入,协助产品开发部门优化产品制造工艺,提前输入制造工艺实施对产品的要求,改善提高产品的可制造性,辅助产品更容易在制造阶段实现。
可制造性分析的意义在于由于工艺的提前介入,将原本到工艺实施时才会出现的问题提前进行分析和预测,并提出解决方案,实现产品研发和后期的工艺实施无缝对接,从而达到降低研发成本投入的目的。
ENP可制造性分析主要涉及车型开发部门和规划部门,其中规划部门负责收集实际生产中遇到的问题,并提出改进建议,对研发部门提供的工艺标准和车型数模进行检查,提供生产工艺信息,用来确认车身的可通过性,可喷涂性,可装配性等等可制造性评价信息。
1 可制造性分析在大众康采恩产品开发里程碑节点中的角色
1.1 大众集团产品开发时间节点
根据大众康采恩标准,新产品开发主要经历如下阶段,即PF(Projekt Feasibility项目确认)、KE(Konzept-Entschied概念确认)、BF(Beschaffungs-Freigabe采购认可)、LF(Lauch- Freigabe启动认可)、SOP(Start-of-Production开始量产)等等阶段,其中项目确认在量产前39周开始,此时也是ENP可制造性分析开始的阶段。
在产品开发的PF阶段,即项目确认阶段,获取产品开发部提供的组织机构图,与相关的设计师进行沟通,并且提供给设计师该车型所在的涂装车间相关工艺和设备信息。
从产品开发的KE即概念确认阶段,规划部门自KVS系统上下载最新的产品三维数模,并且根据DMU平台上的相关信息,参与同步工程小组例会。在与设计师进行针对于开发车型的大量的沟通和交流后,参照现生产车型的生产经验,最终输出终版的车型设计数据。确保车型的设计数据满足车间相关生产工艺,并且在满足大众集团防腐标准的前提下,为生产提供最大便利性和可操作性。
在LF(启动认可)至生产启动阶段,规划部门对产品开发部门提供的数据更改进行评价,以生产出最优质量的产品。
1.2 同步工程小组
涂装的同步工程主要涉及同产品开发部门在相关领域的合作。根据产品开发部门的分工,分为若干个同步工程小组,称为SET(Simultaneous Engineering Team)小组,每个小组负责开发车身的不同组成部分以及其相关的工艺和配置信息。
白车身设计的同步工程小组分成SET-K1至SET-K6六个小组(K是德文Karosserie的缩写,代表白车身),分别负责底板,防腐,前部,外部,前后盖,门。涉及涂装的同步工程小组为白车身防腐小组,编号为SET-K2。主要负责白车身的结构设计和防腐工作。

图1 车门工装孔

图2 总装车门安装件要求
在白车身结构设计的同时,除了考虑车身强度,零件的可安装性之外,还需要考虑是否满足车身防腐设计的要求以及涂装进行喷涂时的便利性。
各小组之间需要进行相互交流和合作。例如在工装的设计过程中,根据设计要求,门内板必须设置安装工装的孔,改孔需要在总装车间使用安装件封闭,要保证在工装的使用过程中,安装孔不被损坏,并且最大的直径为10mm,为此,需要负责门(SET K6)和防腐(SET K2)的同步工程小组共同设计此方案。同样的,为了设计前盖的工装孔,同样需要负责防腐和前后盖的两个SET组共同参与。共同确认孔的位置,以尽量减少车身进入烘干炉后产生的变型。
2 可制造性分析实例
2.1 前处理电泳可制造性分析
2.1.1车身材质与设备匹配性分析
分析新车型板材与现有车型的差异,以及与脱脂、磷化、电泳槽液的匹配性,以确定是否需要增加相应的设备,如奥迪车型部分使用铝板,以增强车身强度,降低车身质量。这就需要考虑是否需要在前处理电泳阶段是否需要增加相应的磷化除渣设备。
2.1.2溢流孔设置
车身在经过前处理电泳线时,会带出大量液体,因此在出口设计沥水站倾斜将大部分槽液沥出,如果部分槽液仍然存留在白车身内,经过烘干炉时会有烘干不彻底的风险,造成质量缺陷,因此需要在最低点开设溢流孔。保证在通过沥水站和烘干炉能够完全排除残液。
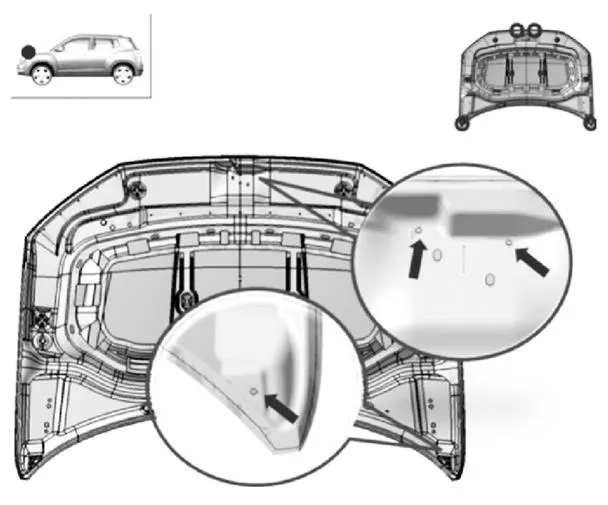
图3 电泳溢流孔设计
2.2 PVC涂胶可制造性分析
2.2.1钣金件搭接的可制造性分析
在需要使用PVC密封的焊缝或者凹槽处,为了保证其密封性,最大尺寸不能超过2mm,如钣金间的缝隙超过了2mm,需要进行调整。
2.2.2影响涂胶的安装孔
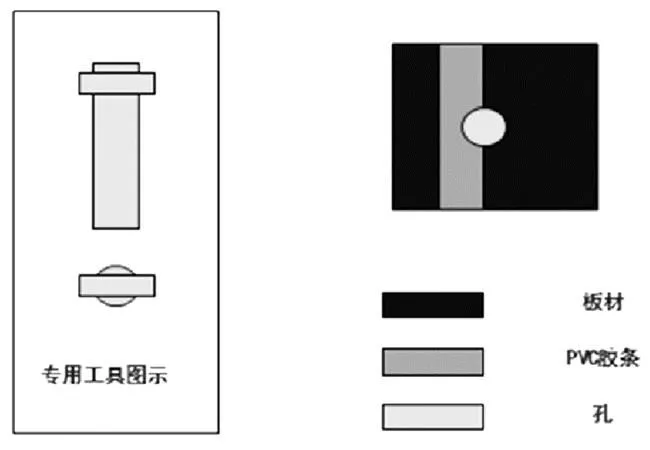
图4 专用工具
在涂胶的设计中,为了避免PVC胶条与螺纹孔干涉,需要满足PVC胶条30mm范围内没有安装件;但是实际条件下,一般难以满足此要求,此类问题主要出现在四门两盖,前机舱处。为此,专门开发相应的工具,解决在安装面内残留PVC胶的问题。
2.2.3车身吊装方式
为了完成底板涂胶,需要将车身悬挂起来,有多种悬挂的方式,如翻转车,康采恩支点的吊具,或者悬挂顶盖的吊具等等。根据标准要求,新建工厂在实施PVC工艺喷涂时,应尽量避免采用顶部悬挂的输送方式,以降低车身变型,如必须采用,应进行强度分析。
2.2.4具有相对运动的部件间隙设计
在有相对运动的两个车身零件之前,如A柱和翼子板之间,要在设计上保证2mm的距离,以避免干涉同时保证车身在行驶过程中无噪音和腐蚀。
2.2.5不利于涂胶的钣金搭接方式
在钣金搭接设计中不可避免的会有不利于涂胶的钣金链接方式,例如钣金平齐搭接等等,为了保证涂胶的质量,可采用如下解决策略,第一种是使用专门的枪嘴,第二种是调整钣金搭接的高度。
2.3 面漆自动喷涂可制造性分析
在车身有一些部位设计成了单独的尖角形状,比如在轮罩或者翼子板处的尖角部位,由于高压静电喷涂具有静电聚集效应,在这些部位容易出现过喷,流挂的现象,因此建议车身上的尖角部位需要倒圆,半径大于2.5mm,或者设计成如下图鹰嘴形状。
不过如果车型在轮罩处设计了盖板,例如探岳车型,则可以不考虑聚集效应的影响。
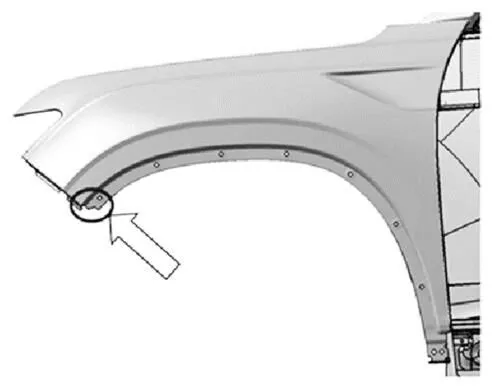
图5 探岳设计结构
2.4 车型通过性评价
根据涂装PHS 270标准,为了减少报废和喷涂缺陷,白车身的车门要在工艺过程中设计为可以自动回到关闭状态,在运输过程中发生轻微振动时,最大的开启角度不能超过10°。通过车门铰链轴和适当的力矩来实现车门的自动关闭。造成车门打开的主要工艺过程有横移,烘干炉和门盖机器人操作的失误。
据此检查设计方案,检查四门铰链的倾斜角度,当门开启角度小于10°时,四门铰链在关门方向的力矩不应小于1Nm,每个门在交货状态下的摩擦力矩应处于1.5Nm-4Nm。
2.5 烘干炉模拟变型量
由于车身使用不同的材料,包括普通钢,热成型刚,铝件,以及以焊装胶为主的非金属件,车身在涂装进入烘干炉后,由于不同材料的特性不同,会产生不同的塑性变型,从而造成车身的变型,通过模拟,检测车身变型是否在规定的范围内。
为了进行此类分析,需要输入如下信息
(1)烘干炉的炉温曲线。
(2)要求的车身温度曲线。
(3)材料的特性信息。
接下来需要进行信息的处理,将车身的3D数模进行有限元划分,并输入车身的材料参数。
最终生成车身的温度曲线,与标准的温度曲线进行对比,评估是否满足要求,同时需要关注每个部分的变型是否在标准范围内。
2.6 进行可制造性分析的其它方法
在进行新车型的可制造性分析工程中,与之前车型的对比是一项重要的手段,不仅可以用于指导后续车型的调试,评估车型并入所需的工作量,同时可以避免出现类似的问题。例如通过某车型与前期车型的对比图,从图中经过比对可以看出相对于前期车型的变化点,据此评估并入的时间和花费。
3 结论
对于新车型的开发,可制造性分析在其中扮演着重要的作用,需在数模冻结前完成。在进行分析的过程中,需要掌握相关软件的使用方法,例如CATIA软件的使用,KVS,AVON系统的使用,以及相关的涂装各工艺流程的经验以及相关的外语知识。
这是一个不断发现问题解决问题的过程,目的是不断完善产品的设计,从而减少设备改造,提高生产效率。
Manufacturability Analysis In Painting Process
Bai Jing, Chen Jiajian
(1.Series planning FAW-Volkswagen Automotive co. LTD. Branch, Tianjin 301500;2.Paint shop FAW-Volkswagen Automotive co. LTD. Tianjin Branch, Tianjin 301500)
This article describes the manufacturability analysis during new product development and its impact on product manufacturability, quality and cost.
Manufacturability analysis;painting; ENP; pretreatment E-coating; PVC application; topcoat application
U445
A
1671-7988(2019)14-174-03
U445
A
1671-7988(2019)14-174-03
白靖,规划工程师,就职于一汽-大众汽车有限公司天津分公司,负责涂装工艺制定,产品项目节点管理。
10.16638/j.cnki.1671-7988.2019.14.057
猜你喜欢
数学大王·趣味逻辑(2022年8期)2022-07-10
房地产导刊(2022年5期)2022-06-01
数学大王·趣味逻辑(2022年3期)2022-03-17
煤气与热力(2022年2期)2022-03-09
数学大王·趣味逻辑(2021年9期)2021-09-10
粘接(2021年1期)2021-06-10
第二课堂(课外活动版)(2021年5期)2021-01-18
学苑创造·B版(2019年2期)2019-02-19
科技与创新(2018年20期)2018-10-30
小资CHIC!ELEGANCE(2018年24期)2018-08-13
