乙丙橡胶黄色指数的测定
2019-08-20 01:44安立波
弹性体 2019年4期
张 莹,朱 婧,安立波,李 莉
(1.中国石油吉林石化公司 有机合成厂,吉林 吉林 132000;2.吉林省舒兰合成药业股份有限公司,吉林 舒兰 132600)
近年来,随着国内乙丙橡胶产品应用的不断开发,市场日趋成熟,促使用户对产品的外观颜色提出更严格的要求。塑料行业通常采用黄色指数来评价和控制产品的外观质量,了解其老化性能。黄色指数(YI)表示高分子材料发黄的程度,正值表示材料呈现黄色,负值表示材料呈现蓝色[1]。本文借助HG/T 3862—2006[2]建立了YI评价乙丙橡胶外观颜色的方法,以此代替目视法,可以量化评价乙丙橡胶产品的外观颜色。建立乙丙橡胶黄色指数的测定方法不仅可以表征产品外观颜色变化的程度,还可以通过量化指标实现对产品外观质量的有效控制,填补了乙丙橡胶产品外观量化测试的空白,在提高产品外在质量的同时也能满足客户的需求。
1 实验部分
1.1 实验原理
色度计模拟D65照明体照明,采用CIE 1964补充色度系统,测定试样的反光率以得到CIE三刺激值X10、Y10、Z10(在CIE标准照明体D65和CIE 1964补充标准观察者下)[3-4],自动计算出YI,如式(1)所示。
YI=100×(1.30X10-1.15Z10)/Y10
(1)
1.2 实验对象建立
依据乙丙橡胶门尼黏度样品制备的要求,在温度为(160±5)℃、压力为3~4 MPa的条件下对能够使乙丙橡胶YI测试结果造成影响的条件因素进行分析讨论[5],主要包括试样厚度、温度、压力、预热时间、加热时间以及冷却时间。
1.3 实验样品
乙丙橡胶:牌号分别为J-0010、J-2070、J-3080、J-3092E、J-4045,中国石油吉林石化公司。
1.4 仪器及设备
全自动色度仪:TT-ACM,杭州研特科技有限公司;压力机:GT-7014-C,台湾高铁检测仪器有限公司。
1.5 样品制备
先将不锈钢模具(140 mm×140 mm×8 mm,内孔尺寸与仪器配备的样品盒尺寸相匹配)置于清洁的不锈钢片(200 mm×200 mm×2 mm,抛光)上,再将清洁的聚酯片(200 mm×200 mm×0.1 mm)平铺在不锈钢模具上,称取10.5~11.5 g样品放在聚酯片对应的圆孔位置上,盖上聚酯片和不锈钢片。将该组件放入压力机的热压层,温度保持在(160±5 )℃,两加热板之间保持紧密状态,在该状态下保持预热1 min,加压,在3~4 MPa的压力下压制5 min,低门尼黏度的二元乙丙橡胶热压时间为3 min,卸压。取出组件放入冷压层,在3~4 MPa下冷压5 min至室温,取出。剥去聚酯片,得到所需的试样。制备的试样应保持质地均匀,内部无气泡,表面无玷污、无褶皱等缺陷,且尽可能与样品盒厚度(直径为44 mm,厚度为9 mm)一致。
1.6 试样测定
色度仪预热30 min,用黑筒对仪器进行调零,用标准板对仪器进行校正。待所有数据核对一致后,将制得的试样放入样品盒内(无背板),置于样品架上,升起样品架,保持试样与光源出口紧密不漏光,然后进行测量。每个试样重复测试两次,记录YI平均值。
2 结果与讨论
2.1 试样厚度对乙丙橡胶YI的影响
因仪器样品盒的厚度为9 mm,本实验选用7 mm、8 mm、9 mm三个不同厚度的模具,用J-2070、J-3092E、J-4045三个牌号乙丙橡胶按照1.5步骤制备试样进行对比实验,结果见表1。
HPLC法同时测定莱菔子中萝卜硫苷和4-甲基亚磺酰基-3-丁烯基硫代葡萄糖苷的含量 ………………… 高荣凯等(21):2898

表1 不同样品制片厚度及YI测定结果
从表1可以看出,乙丙橡胶YI随着样片厚度的增加而有所增大。试样厚度在7 mm左右时,测试结果偏低;当试样厚度超过9 mm,即超过样品盒的厚度时,测试结果明显上升。因此,选择厚度为8 mm的模具制备试样,且制备的试样厚度在8.5~9.0 mm之间时,既保证了试样厚度的合理性,又使测试结果获得了较好的重复性。
2.2 温度对乙丙橡胶YI的影响
依据乙丙橡胶门尼黏度样品制备的温度要求[6],乙丙橡胶YI的制样温度设置在160 ℃,在此基础上确定温度范围。表2给出了J-2070、J-3080、J-4045三个牌号样品在不同温度下按照1.6步骤测得的YI实验结果,并绘制成曲线,如图1所示。

表2 不同温度下YI测定结果
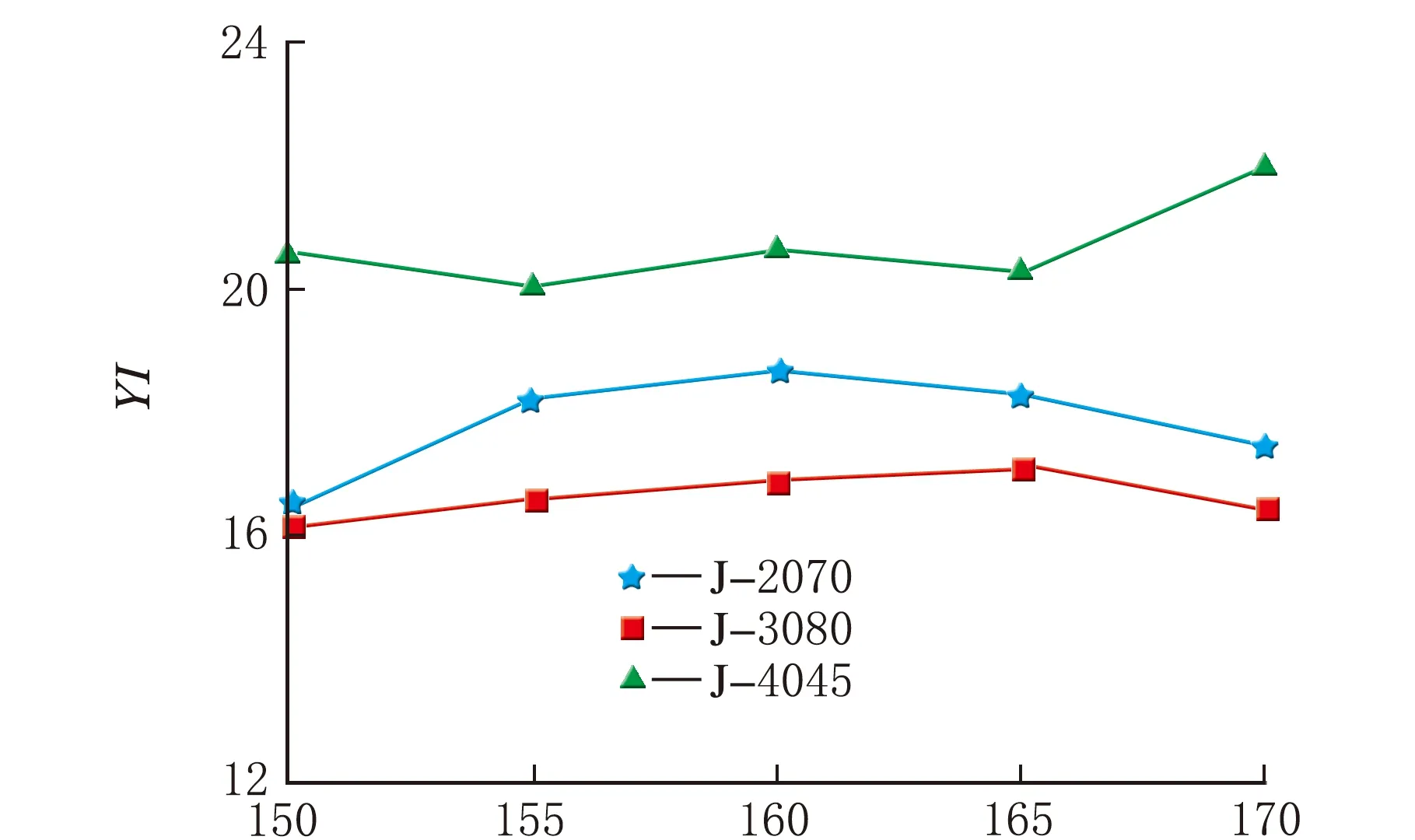
温度/℃图1 YI与温度的关系曲线
从图1可以看出,将温度控制在(160±5) ℃下测得的YI相对稳定。
2.3 压力对乙丙橡胶YI的影响
选取J-2070、J-3080、J-4045三个牌号乙丙橡胶样品,将样品制备压力分别设置为2 MPa、3 MPa、4 MPa、5 MPa,按1.5和1.6步骤操作,测定结果见表3,并绘制成曲线,如图2所示。

表3 不同压力下制备的样品YI测定结果
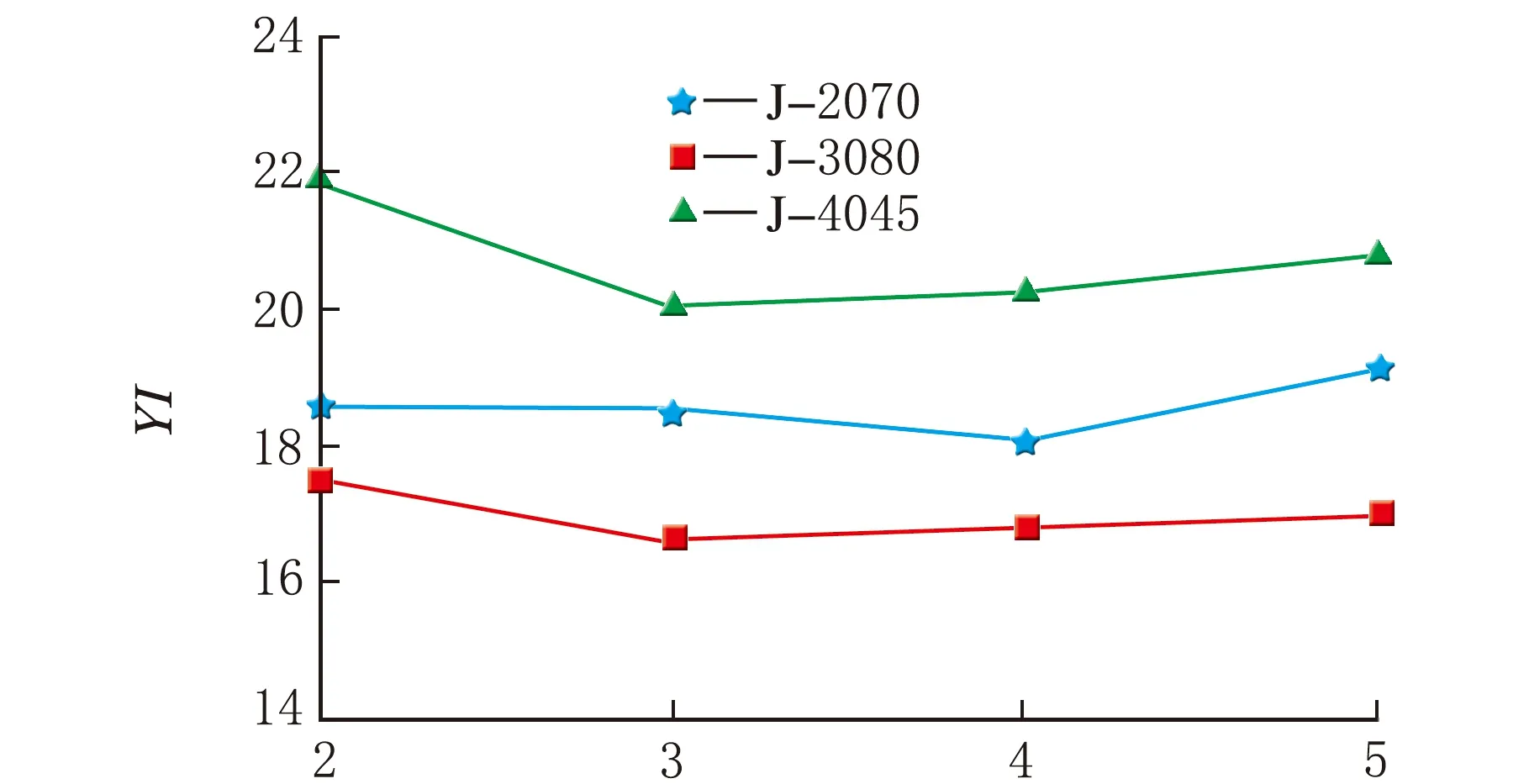
压力/MPa图2 YI与压力的关系曲线
从图2可以看出,压力对YI的影响不大,压力在3~4 MPa之间数值相对集中且稳定,故压力选取3~4 MPa较为适宜。
2.4 预热时间对乙丙橡胶YI的影响
选取三元乙丙橡胶J-2070、J-3080、J-4045,按1.5步骤进行操作,将组件放置在两加热板之间,保持紧密的控制时间分别设为0 s、30 s、60 s、9 s[7],然后按1.6步骤进行测定,结果见表4,并绘制成曲线,如图3所示。
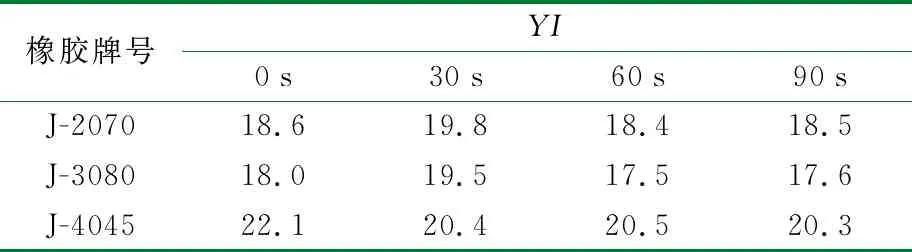
表4 不同预热时间测得样品YI的测定结果
时间/s图3 YI与预热时间的关系曲线
从表4与图3可以看出,样品在两加热板之间保持紧密60 s后,测得的YI接近稳定,30 s时出现的波动最大。因此样品在两加热板之间保持紧密的预热时间设定为60 s。
2.5 加热时间对乙丙橡胶YI的影响
2.5.1 三元乙丙橡胶
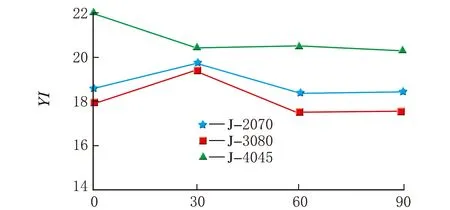
选取三个牌号三元乙丙橡胶J-2070、J-3080、J-4045,热压时间设为3 min、4 min、5 min、6 min,按1.5和1.6步骤进行操作,结果见表5、图4和图5。
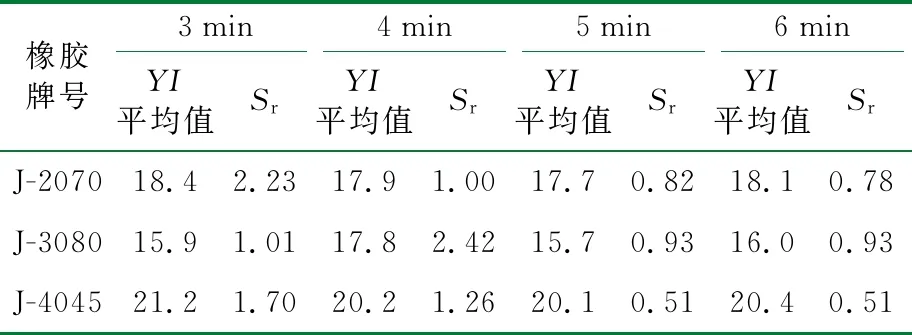
表5 不同加热时间下测得的样品YI平均值和标准偏差1)
1)Sr为标准偏差。
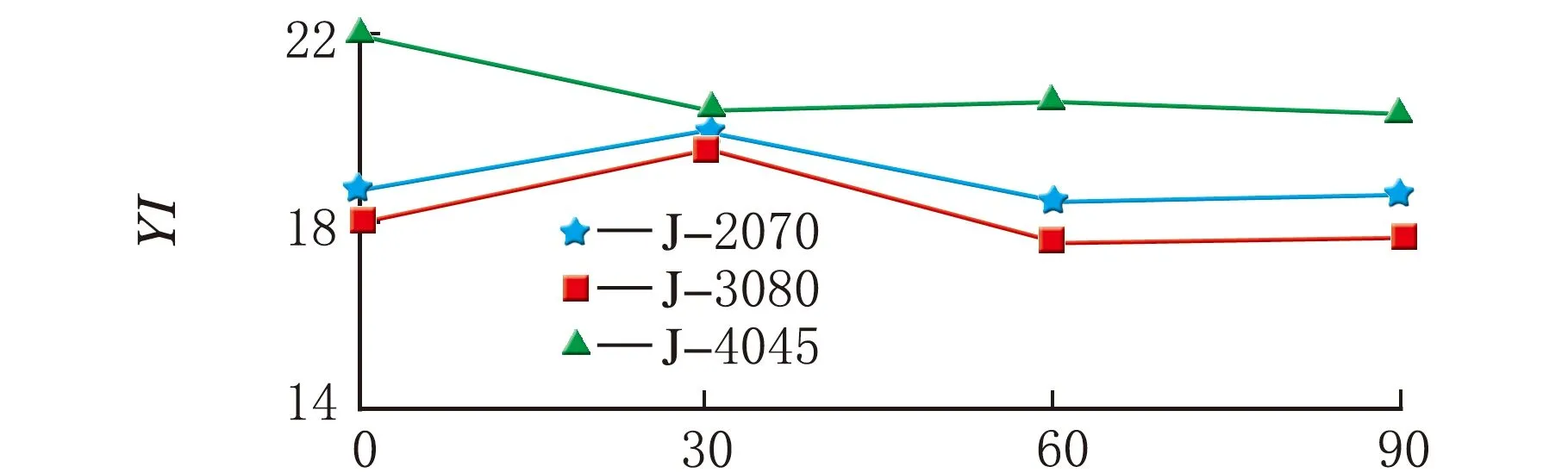
时间/s图4 不同加热时间下三元乙丙橡胶YI的平均值曲线
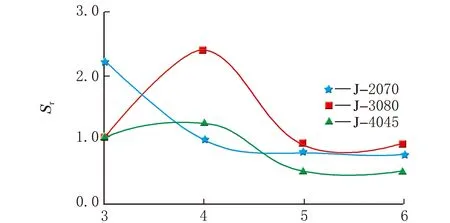
时间/min图5 不同加热时间下三元乙丙橡胶YI的标准偏差曲线
2.5.2 低门尼二元乙丙橡胶
选取二元乙丙橡胶J-0010,按1.5和1.6步骤进行操作,在压力为3~4 MPa条件下加热2 min、3 min、4 min、5 min、6 min[8],最后冷压至室温,测试结果见表6、图6和图7。
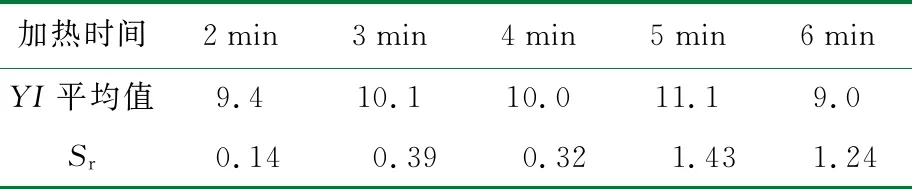
表6 不同加热时间下J-0010样品的YI平均值和标准偏差

时间/min图6 不同加热时间下J-0010样品YI的平均值曲线

时间/min图7 不同加热时间下J-0010样品YI的标准偏差曲线
从表6、图6和图7可以看出,J-0010样品加热时间在3~4 min时YI结果相对稳定,且标准偏差较低。因此建议J-0010加热时间控制在3 min。
2.6 冷却时间对乙丙橡胶YI的影响
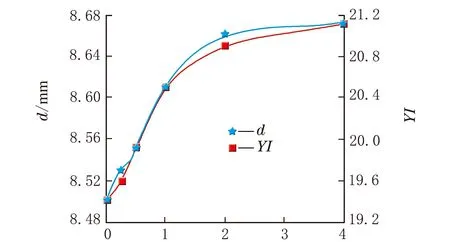
冷却时间对样品厚度有影响,而厚度对YI测定存在影响[9-10]。分别选取了五个牌号乙丙橡胶1.5和1.6步骤进行操作,其冷压时间分别设置为5 min、10 min、15 min、20 min,测定分别停放4 h 期间试样厚度(d)和YI的趋势变化,结果见表7。
图8~图12给出了冷压5 min的试样d及YI随停放时间变化的趋势。从图8~图12可以看出,d与YI值变化趋势基本一致,d增大,对应YI数值也会有所增加。

表7 不同牌号样品在不同冷压及停放时间下YI测试结果

时间/h图8 J-0010冷压5 min的d与YI随停放时间变化趋势

时间/h图9 J-2070冷压5 min的d与YI随停放时间变化趋势

时间/h图10 J-3080冷压5 min的d及YI随停放时间变化趋势

时间/h图11 J-3092E冷压5 min的d及YI随停放时间变化趋势
时间/h图12 J-4045冷压5 min的d及YI随停放时间变化趋势
通过实验观察及数据对比可以看出,YI测试结果不受冷压时间影响,而直接受样品厚度影响。即在不同冷压时间和停放时间下,厚度相近的试样YI也是相近的。因此,测试时可采用冷压5 min后直接对试样进行YI测定。
3 结 论
(1)根据样品盒的厚度(9 mm),在保证压制样片具有较好平滑度的前提下,确定了样品制备模具的厚度为8 mm。
(2)乙丙橡胶YI会受温度的影响而发生改变,在热压温度为(160±5)℃、压力为3~4 MPa条件下测得数值较为稳定。
(3)预热时间的长短对乙丙橡胶YI的测定会造成影响,预热时间为1 min时测得数值相对稳定,能够起到较好塑形效果。
(4)乙丙橡胶YI的测定受加热时间的影响较大,其中三元乙丙橡胶加热时间为5 min、低门尼二元乙丙橡胶加热时间为3 min时测得的YI数值较为稳定。
(5)YI测试结果不受冷压时间影响,而直接受样品厚度影响。冷压时间为5 min时,可直接对样品进行测试。
猜你喜欢
出版人(2022年8期)2022-08-23
山东冶金(2022年3期)2022-07-19
建材发展导向(2022年6期)2022-04-18
一重技术(2021年5期)2022-01-18
英语文摘(2020年6期)2020-09-21
Annals of Applied Mathematics(2020年3期)2020-09-14
陶瓷(2020年5期)2020-07-06
中华诗词(2019年8期)2020-01-06
传媒评论(2019年7期)2019-10-10
中州大学学报(2019年3期)2019-07-17