填充金属对Q2352205异种金属TIG焊接接头的组织及性能的影响
2019-08-30 09:04陈今良刘玉梅杨智文
大型铸锻件 2019年5期
陈今良 刘玉梅 张 楠 陈 涛 杨智文
(攀枝花学院钒钛学院,四川617000)
2205双相不锈钢是一种典型的含氮、超低碳、铁素体-奥氏体双相不锈钢;Q235作为低碳钢,具有良好的焊接性能,相关学者对二者的异种金属焊接进行过深入的研究,马万洪[1]对Q235A和304不锈钢的焊接工艺进行了实验评定;李国平等人[2]对2205进行TIG焊接研究;陈安忠等人[3]对2205双相不锈钢厚板TIG焊工艺研究;陈今良[4]对SAF2507双相不锈钢与Q235碳钢异种金属进行了焊接实验,这些研究基本只针对焊接电流及焊接方法,很少有学者去研究不同填充金属对接头质量的影响,为此,本文针对不锈钢焊丝ER308及高镍焊丝Ni317作为2205双向不锈钢TIG焊的填充金属,在保证电流不变的情况下对接头组织和性能开展研究,为选择合适的填充金属提供依据。
1 试样制备及实验方法
试验母材为Q235碳钢以及双向不锈钢2205,其化学成分如表1所示;填充焊丝为直径2 mm的ER309焊丝和Ni317不锈钢焊丝,二者主要化学成分如表2所示。采用电火花线切割机将Q235及2205不锈钢板分别切割为尺寸为100 mm×40 mm×3 mm的试样,试样不开坡口,焊前采用锉刀打磨试样表面,清理油污及氧化层,采用WSE-300型焊机设备进行非熔化极惰性气体保护(TIG)双面焊,保护气体流量取5 Lmin、焊接电压取12 V时,焊接电流取105 A。在焊接接头上截取金相试样,经过砂纸打磨及抛光后,采用4%硝酸酒精及王水进行腐蚀[5],再通过DM4000M型数字显微镜进行组织观察。根据拉伸试样标准,在焊接接头上截取标距为60 mm的试样,采用INSTRON5582型万能材料试验机对接头进行拉伸试验,拉伸速率为2 mms,使用INDUSTRIECHNIK型扫描电镜(SEM)观察断口形貌。采用HVS-50数字维氏硬度计对接头进行硬度测试,在所测硬度区域取五个点,算平均值,载荷为98 N,保载时间为15 s,测量区域为Q235侧热影响区、焊缝区、2205不锈钢侧热影响区,两端母材区等五个区域,每个区域测量五次,各取平均硬度值。
2 试验结果与讨论
2.1 组织分析
图1、图2、图3分别为采用ER309、Ni317两种焊丝得到的接头Q235一侧熔合线附近组织(A)、焊缝区组织(WM)、2205不锈钢一侧熔合线附近组织(B)。图1为Q235一侧熔合线附近组织,可以看出,熔合线左侧为焊缝区,熔合线右侧为Q235母材热影响区,母材热影响区由铁素体和珠光体组成,当采用Ni317焊丝时,熔合线界面十分明显,且靠近熔合线区域珠光体多于铁素体,而采用ER309焊丝时,熔合线附近铁素体与珠光体含量相当。图2为焊缝区组织,比较两种焊丝的焊缝组织,不难发现组织形貌大有不同,采用ER309焊丝的焊缝组织依然由铁素体和奥氏体组成,晶粒为细条状,并且局部平行,采用Ni317焊丝的焊缝以奥氏体组织为主,晶粒为蜂窝状[6],原因是高镍焊丝Ni317中Ni元素对奥氏体有稳固和促进作用,说明Ni元素有利于奥氏体形成。图3为接头2205一侧熔合线附近组织, 可以看出靠近熔合线附近母材组织为粗晶区,远离熔合线的母材热影响区晶粒逐渐细小均匀,这是因为熔合线区域高温停留时间较长,容易造成组织粗化。

表1 母材主要化学成分(质量分数,%)Table 1 The main chemical compositions of base material(mass fraction,%)

表2 ER309与Ni317焊丝成分(质量分数,%)Table 2 Chemical compositions of ER309 and Ni317 wires(mass fraction,%)

(a)ER309∕105 A(b)Ni317∕105 A
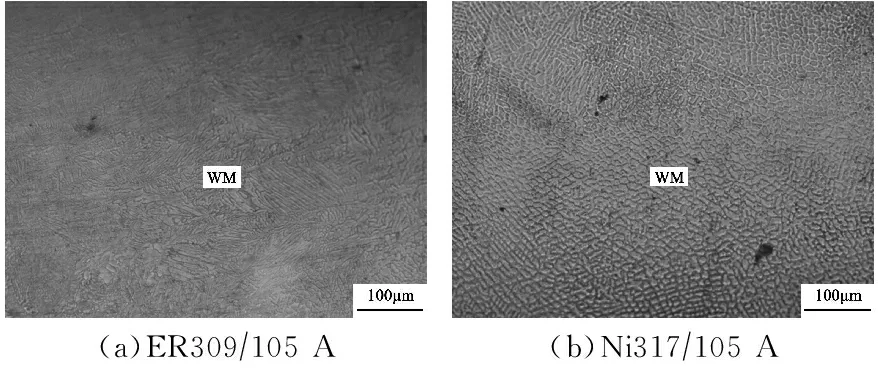
图1 Q235碳钢侧熔合线附近组织Figure 1 Microstructures near the fusion line of Q235 carbon steel

图2 焊缝组织Figure 2 Microstructure of weld
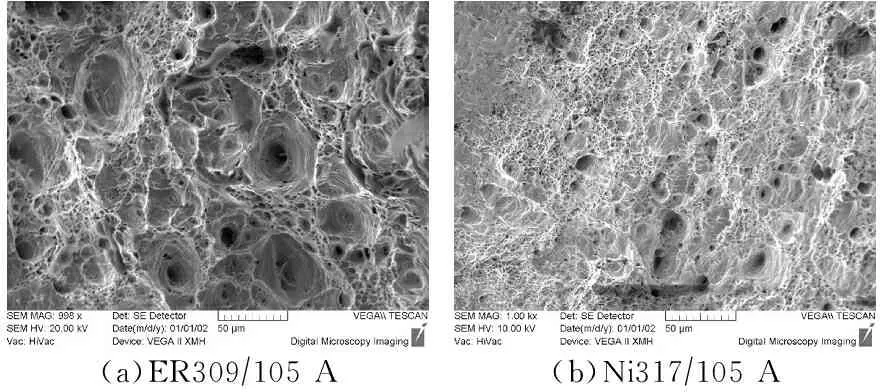
图3 2205不锈钢侧熔合线附近组织Figure 3 Microstructures near the fusion line of 2205 stainless steel
图4 不同焊丝接头断口形貌
Figure 4 The fracture morphology of joints obtained
by different welding wires

图5 不同焊丝条件下的接头应力-应变曲线Figure 5 Stress-strain curves of joints obtained by different welding wires
2.2 拉伸试验
对两种焊丝的接头进行拉伸试验,断裂位置均位于Q235碳钢一侧,图4为采用两种不同焊丝接头拉断后断口微观形貌图,图4(a)为ER309焊丝接头断口形貌,图4(b)为Ni317焊丝接头断口形貌,比较两者形貌,均出现明显的韧窝,同等倍数下,前者韧窝尺寸大而深,后者韧窝尺寸小而浅,从韧窝形貌来观察,说明二者均具有韧性断裂的特征。图5为采用不同焊丝得到的接头进行拉伸测试的工程应力-应变曲线,从曲线中可以看出,Ni317焊丝接头抗拉强度较低,而ER309焊丝接头抗拉强度较高,塑性较好,这也与断口的微观形貌特征一致。

图6 不同焊丝条件下接头各区域硬度Figure 6 Hardness of every area of joints obtained by different welding wires
2.3 硬度测试
对不同焊丝得到的两种接头各个区域进行维氏硬度测量,得到各个区域的硬度如图6分布,从图中可看出,采用Ni317焊丝得到接头各个区域的硬度值要高于ER309焊丝,在Q235侧热影响区的硬度最低,原因是靠近熔合线的Q235晶粒粗化,硬度降低;两种焊丝焊缝处的硬度值都高于Q235母材区域,原因是两种焊丝作为填充金属,均带入焊缝Mn、Si、Ni等合金元素,对焊缝组织进一步合金化,提高焊缝的强度及硬度,且Ni317焊丝的合金化程度更高,硬度更高。
3 结论
(2)选用ER309焊丝比Ni317焊丝得到的接头具有更高的抗拉强度。
(3)采用Ni317焊丝比ER309焊丝得到的接头具有更高的硬度值。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
电焊机(2022年5期)2022-06-01
金属加工(热加工)(2022年3期)2022-03-22
失效分析与预防(2021年6期)2021-02-15
航空制造技术(2020年11期)2020-07-01
中国金属通报(2019年6期)2019-08-20
航天制造技术(2018年6期)2019-01-11
中国特种设备安全(2018年2期)2018-03-14