试议发动机轴瓦装配的防错技术和方法
2019-09-19 02:07王波
装备制造技术 2019年7期
王 波
(柳州五菱柳机动力有限公司,广西 柳州545005)
0 引言
轴瓦是滑动轴承和轴颈接触的部分,形状为瓦状的半圆柱面,非常光滑,其主要作用是减小轴颈的摩擦阻力及减小轴颈的磨损。发动机轴瓦主要有两种,一种是主轴瓦,安装在缸体主轴承孔以及曲轴主轴颈之间;一种是连杆瓦,安装在连杆大头孔与曲轴连杆颈之间。一般4缸机主轴瓦10片,连杆瓦8片,主轴瓦分上下瓦,上下瓦一般不通用(即不能装反),连杆瓦分上下瓦,上下瓦一般通用。同时为保证曲轴轴瓦间隙,大部分产品设计时,轴瓦需进行分组装配。以上这些特性,造就了轴瓦正确装配的重要性,因此,轴瓦防错装、漏装就显得尤为重要。
1 轴瓦装配主要失效模式及后果
1.1 轴瓦漏装
如果轴瓦漏装,轴颈的油压无法建立,机油无法到达轴颈形成油膜,易导致曲轴、连杆等运动件摩擦损坏,且由于运动件间异常摩擦形成杂质积累,最终导致发动机抱死无法工作。轴瓦严重磨损后,运动件间的间隙变大,运动时晃动量增大,导致拉缸、曲轴连杆断裂、发动机报废等严重质量问题。
1.2 上下主轴瓦装反
一般发动机主轴瓦的上下瓦不通用,产品设计时,一般上主轴瓦(装在缸体主轴承孔上的轴瓦)加工有油孔和油槽,下主轴瓦(装在主轴承盖上的轴瓦)未加工有油孔和油槽,如图1所示。上主轴瓦有油孔、油槽,其目的是让缸体主油道的润滑油通过油孔、油槽进入曲轴进行润滑。若主轴上、下瓦装反,即将没有带油孔、油槽的下瓦装到缸体主轴承孔上,将导致缸体主油道的润滑油不能通往曲轴进行润滑,产生的后果与漏装轴瓦基本一样。
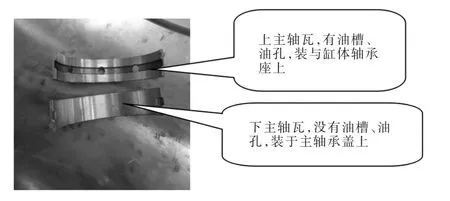
图1 主轴上、下瓦
1.3 轴瓦组别号装错(针对轴瓦需分组装配的情况)
目前大部分的产品设计中,发动机轴瓦装配需要进行分组装配。轴瓦分组装配主要目的是保证合适的曲轴径向轴瓦间隙。如果轴瓦组别号装错,会造成间隙过大或过小,如果间隙过大,油压降低,润滑油膜难以建立和保持,长期使用可能烧瓦,同时间隙过大,曲轴容易径向窜动,加速零件磨损、疲劳,并产生噪音。如果间隙过小,零件受热后膨胀容易造成卡死,同时间隙过小,油压升高,润滑油膜也不易建立,润滑不足造成轴承磨损,严重时烧瓦。
2 轴瓦装配的关键工艺要求
2.1 轴瓦的选配关系
以某型号发动机的装配要求为例,主轴下轴瓦的选配关系如图2所示。
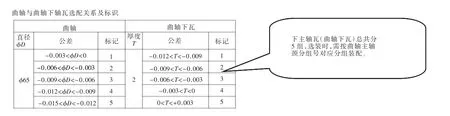
图2 主轴下瓦选配关系
2.2 传统选配轴瓦的工艺方法及工艺控制能力
采用人工口算和记忆来选配轴瓦,通过人工目视化检查来确认轴瓦的装配正确性。传统工艺虽然成本最低,但是无法有效避免轴瓦错装、漏装,特别是大批量生产时,人为因素导致错装、漏装的风险比较大。为降低甚至消除人为因素带来的失控风险,一般生产线都会投入相关设备或装置来达到控制要求。下文阐述的几种轴瓦装配防错技术和方法,可以有效做到轴瓦防错装、漏装的控制要求,其中气检防错技术为本文重点阐述内容。
3 发动机轴瓦装配的防错技术和方法
3.1 取料防错
一般配置轴瓦智能料架来实现取料防错,如图3所示。智能料架的功能是通过零件二维码信息扫描输入,系统根据轴瓦选配关系自动计算或匹配要选配的轴瓦组别号,并在智能料架上按轴瓦装配顺序(缸号顺序)灯光显示提示操作者依序进行取料,若操作者未按料架每个料道的灯光显示顺序进行取料,料架将进行声光报警;若操作者未按要求次数进行取料,系统识别后将对线体进行锁住不放行。此智能料架的防错功能有:
(1)可有效避免分组号装错;
(2)可有效防止漏装轴瓦;
(3)可以对轴瓦选配的相关分组信息进行保存和追溯。

图3 轴瓦智能料架
此智能料架防错是轴瓦选配组装过程中的一个有效的工艺方法,但是并不能100%杜绝轴瓦错装、漏装,因为仍可能存在一些人为因素,比如在操作者按轴瓦料架显示的顺序取料后,操作者因人为原因并没有按顺序将轴瓦组装到对应的轴瓦安装位置,那就有可能导致轴瓦装错或者漏装。所以此工序后面,一般还需配置轴瓦安装后的检测防错工艺。
3.2 工位布置防错
此方法可应用在主轴瓦安装工序。生产线工序布置时,正常情况下,上主轴瓦、下主轴瓦选配安装一般都布置在同一个工位。上下瓦同时在一个工位安装,若工序没有做到很好的防错功能,光靠人为识别来选配和安装,必然会增加上、下瓦互相装错的风险,即有可能上瓦装到下瓦的位置,下瓦装到上瓦的位置。针对此装错风险,在不影响组装顺序和不影响节拍的情况下,可以将上主轴瓦、下主轴瓦选配安装作业布置在不同工位,这样可以在一定程度上避免上、下瓦混装的可能,从而降低上下瓦装错的风险。
3.3 传感器工装防错
发动机轴瓦一般为金属材料,可以采用金属传感器感应轴瓦是否安装在工装上。如图4所示,轴瓦安装工装上安装有金属传感器,操作者从轴瓦料架取下轴瓦后,安装到该工装上,传感器感应到了有轴瓦,系统才正常,若没有感应到轴瓦,系统则识别为漏装。当所有轴瓦安装到工装上后,再通过工装整体安装到发动机上。若在该工装上识别出漏装轴瓦,系统则报警并锁定线体不许放行,从而达到防漏装的目的。
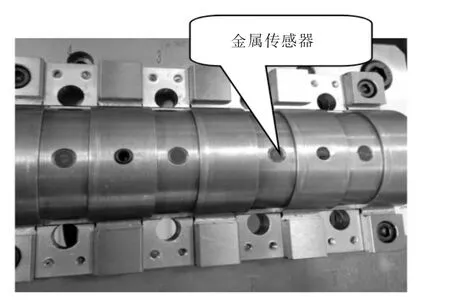
图4 轴瓦防错传感器工装
3.4 相机拍照防错
当已装好轴瓦的工件移到相机拍照区域内,相机在轴瓦上方进行拍照,当漏装轴瓦或者装反轴瓦,其外观与正常装配外观有差异,通过与正确的基础图进行对比,可以识别轴瓦是否漏装或上下瓦装反。此技术主要应用在轴瓦安装到工件后,代替人工目视化检查轴瓦安装情况,可以100%检测到轴瓦漏装、上下瓦装反的失效模式,但此防错技术成本一般比较高。
目前有三维拍照技术,不但可以识别是否漏装、上下瓦装反,还可以识别轴瓦是否装到位。
3.5 气检防错
气检防错的原理:将压缩空气与工件相连接,然后加压,加压到某一值后,停止加压进行压力或流量检测,在检测中,如果压力或流量变化大,则说明泄露量大,有可能漏装轴瓦,如果压力或流量变化小,说明泄露率小或者无泄露,属于正常装配状态[1]。以下以某发动机利用某气检仪器进行检测为例进行阐述:
3.5.1 检测标准
如图5所示,以自动检出被检查物内部发生的流量或压力变化的上限值来判定合格与否。
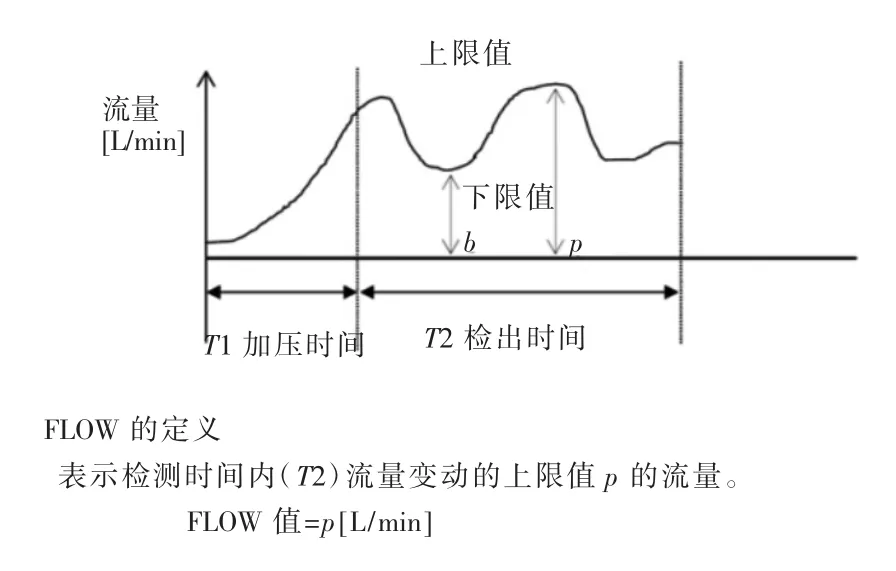
图5 检测判定标准
3.5.2 工件检测状态
发动机缸体已组装好曲轴、活塞连杆、轴瓦等零部件即可,即一般布置在曲轴连杆组件安装完成后的一两个工位。
3.5.3 气检装置的结构组成
主要由专用气检仪器、气管路、封堵工装、曲轴手摇工装组成。其中气检仪器主要是用来检测压力或流量变化的设备装置;封堵工装主要是用来封堵缸体上相关主油道孔以实现密闭空间;手摇工装主要是实现曲轴转动,使主轴颈上的油孔能与缸体的油孔相通。图6为某产品采用的手动封堵检测设备。
3.5.4 专用气检仪器
(1)仪器的选型规格:气检仪器不管是流量式的还是压差式的,其原理基本一致,都是检测变化值。
(2)仪器的内部结构及原理图,如图6、7所示。
工厂空压源通过过滤器、气检仪器调压阀调成测试压后,进入仪器层流管,层流管上安装压力传感器,层流管一路气源通往工件和流量校准仪,另一路通往压力传感器以及仪器电气部分、面板。
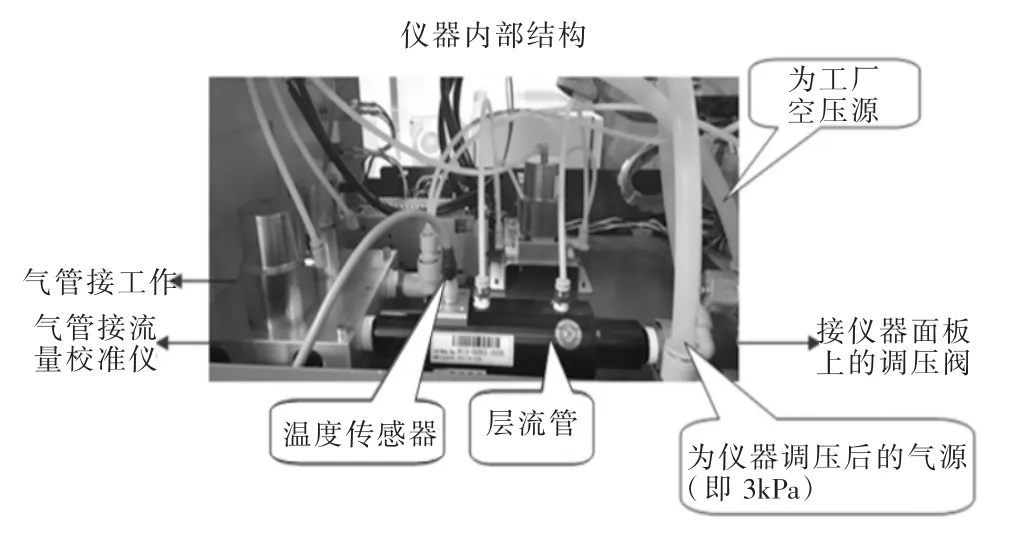
图6 仪器的内部结构
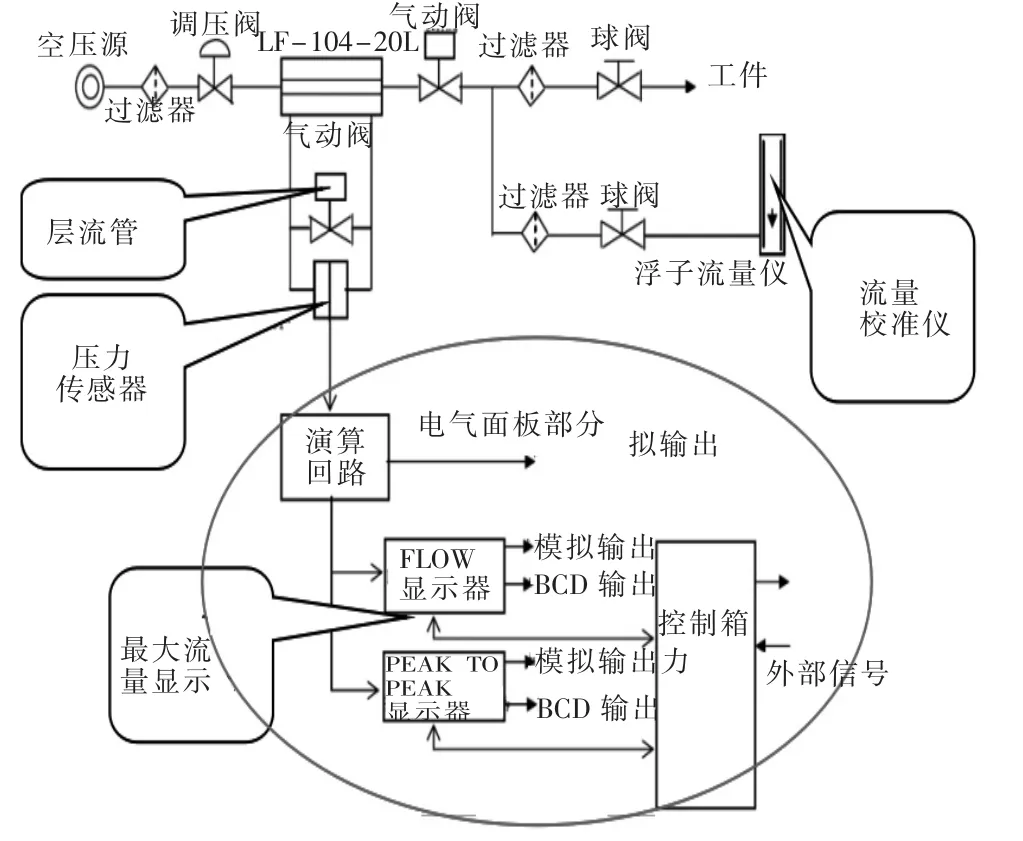
图7 气检过程原理图
3.5.5 气检过程
在设定相关的检测条件后(比如测试压力、加压时间、检测时间等),按以下几个步骤进行检测:
(1)封堵(充气)工装
将缸体各表面的主油道孔用封堵工装封堵(充气),一般在缸体上缸盖安装面和缸体前端各有一个主油道孔。封堵工装封堵后,缸体内部主油道、曲轴、连杆、轴瓦就形成一个相对密闭的空间,如图8所示(深黑色代表主油道)。

图8 工件检测密闭空间示意图
(2)加压充气
安装封堵工装后,按下启动按钮,仪器开始加压充气,直到加压到设定值压力为止,一般会设置合适的加压时间,时间到,加压充气结束。
(3)检测过程:加压结束时,用转动工装开始平稳转动曲轴,仪器开始进行检测压力或流量变化,记录压力或流量值。检测过程中,转动曲轴的目的是为了使主轴颈上的油孔能与缸体的油孔相通。
(4)判定过程
若检测出的最大流量值大于设定的流量值(正常情况下的流量值),即亮红灯报警,则认为判定组装有异常,需拆解排查返修,若检测出的最大流量值小于设定的流量值,即亮绿灯,则判定轴瓦组装正常。
3.5.6 气检失效模式的验证过程
表1为正常、异常(漏装)的情况下的流量检测结果(展示部分数据)。

表1 各气检失效模式验证过程数据记录表
以上表1只是列出部分数据,实际经过反复验证得出的大量数据,证明轴瓦漏装的越多,泄露量相对于正常情况的泄露量变化越大,即设定好正常情况的泄露量上限后,如果在检测过程中泄露量超出设定值,说明轴瓦组装存在异常,通过此方法,可以检测轴瓦漏装。
3.5.7 气检的注意事项
对一台检测设备来说,最大的问题就是误判。误判会使本来不合格的产品当成合格产品流入下工序,也会是本来合格的产品当成不合格的产品来进行排查返修,造成诸多浪费。所以检测设备必须要做好防止误判的各项工作,防止误判的方法有:
(1)前期设备安装调试投入使用前,必须充分做好各种失效模式的验证,得到充分的验证后,才能投入使用。验证期间,须设定合适有效的参数范围值。
(2)制作标件,定期通过标件,验证设备、工装、程序、环境等工作正常,防止发生批量质量事故。
(3)定期做好设备的维护保养,特别是传感器等部件,须定期校准、标定。
(4)定期检查各密封件是否正常,是否有损坏、泄露现象。
4 总结
对轴瓦组装防错技术和方法,以表2进行总结。
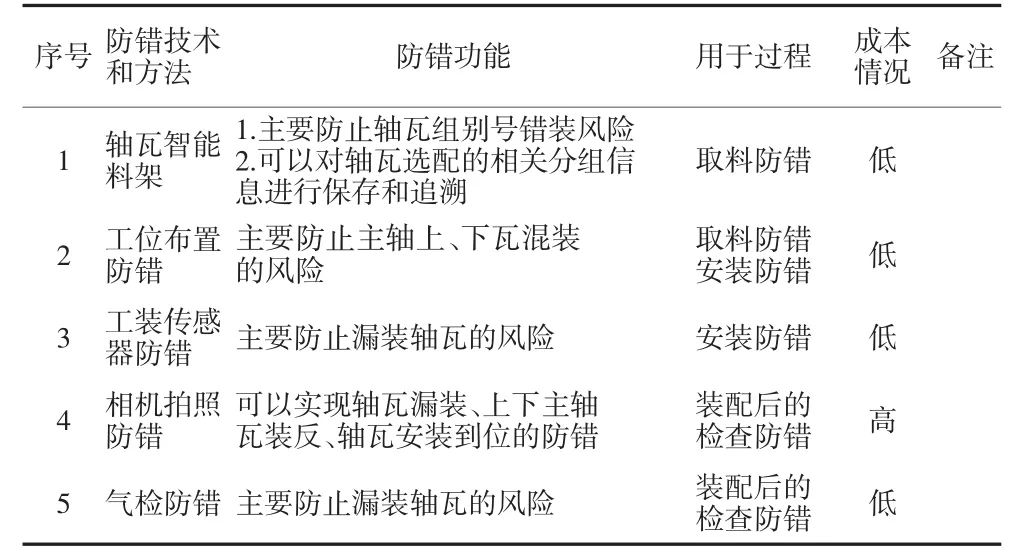
表2 轴瓦组装防错技术和方法的对比情况
目前也有部分发动机厂通过配置回转力矩检测设备和冷试设备对轴瓦漏装进行检测,但是根据相关工厂工艺验证,这两种方法的检测能力不足、探测率低,效果不佳[2]。上表的几种防错技术和方法,在轴瓦组装及检测工艺上应用比较广泛,其中,气检防错技术性价比比较高,工厂可根据企业自身条件、投入成本、故障发生率等实际情况来确定生产工艺。
5 结束语
轴瓦装配采用人工控制出现漏装、错装不可避免,通过智能料架、工位布置、工装传感器、拍照技术、气检技术等防错技术和方法,优化了现有的装配工艺,解决了轴瓦漏装、错装风险,改进了轴瓦漏装、错装依靠人工目视防错的理念,降低了在线返修率,降低了售后返修成本,节约了大量的时间和成本,提高了在线质量控制水平,提高了售后水平。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
铸造设备与工艺(2021年5期)2021-12-29
上海大中型电机(2021年1期)2021-06-09
船舶与海洋工程(2020年4期)2020-09-12
铸造设备与工艺(2020年3期)2020-08-01
科技创新与品牌(2017年9期)2017-10-20
中国水运(2015年1期)2015-02-02
农机使用与维修(2014年10期)2014-10-23
汽车与新动力(2013年5期)2013-03-11
汽车与新动力(2012年2期)2012-03-25