乙苯装置循环苯加热炉存在的问题及改进措施
2019-09-25 09:33宋涛
山东化工 2019年17期
宋 涛
(海南实华嘉盛化工有限公司,海南 洋浦 578101)
1 装置概述
海南实华嘉盛化工有限公司(下文称SHJS)8.5万t/a乙苯装置采用中科院化学物理研究所的第三代催化干气制乙苯技术,利用催化装置副产干气和芳烃歧化装置所产苯为原料,通过脱丙烯、烃化及反烃化反应、吸收及苯回收、乙苯分离四个工艺过程,最终生产乙苯的稀乙烯制乙苯装置。该装置烃化反应是生成乙苯的关键性过程,所用催化剂为中国石化上海石化研究院开发的SEB-12型烷基化催化剂,烃化反应为气相烷基化反应,烃化反应需要的热量主要由循环苯加热炉提供,因此控制合适的循环苯加热炉出口温度对烃化反应至关重要。装置投产运行以来循环苯加热炉进行过多次优化调整,但自身存在诸多问题仍然制约着加热炉下个周期的高效稳定运行。
2 循环苯加热炉运行中存在的问题及原因分析
2.1 加热炉排烟温度高,热效率偏低
循环苯加热炉设计排烟温度为160℃,热效率为89%,设计排烟温度高,热效率远低于国内的平均水平。分析原因主要是:1)乙苯装置烷基化反应原设计苯与乙烯物质的量比为6~7,高苯烯比可以提高干气中的乙烯收率,并且有利于减少副产物的生成,但是提高循环苯量会加大循环苯加热炉热负荷,燃料气用量增大,炉膛温度升高,致使排烟温度高;2)没能有效利用烟气余热,导致排烟温度高,有资料显示排烟温度每升高12~15℃,烟气热损失就增加1%;3)加热炉进风采用鼓风机直接向炉膛通风,烟囱则采用自然排烟的形式,采用这种操作工况会造成加热炉燃烧用的空气和炉膛负压受天气情况影响比较大,为了保障燃烧器的燃烧效果,必然加大燃料气量,导致排烟温度过高。
2.2 烧嘴工艺落后,烟气中氮氧化物排放超标
根据国家发布的最新锅炉排放标准,炉膛温度低于800℃的燃气加热炉,其烟气中氮氧化物排放不高于150 mg/m3,重点地区的排放标准控制更加严格。在正常生产时,循环苯加热炉烟气在线监测数据见表1,数据显示加热炉排放烟气中SO2含量、烟尘含量符合环保排放标准,但氮氧化合物排放经常性超标,这将会导致排污费用大幅增加,必须进行相应的整改。

表1 循环苯加热炉烟气在线监测数据
氮氧化物生成机理主要包含三种:1)热力型NOX,它是空气中的氮气在高温下氧化生成;2)快速型NOX,它是燃烧时空气中的氮气与燃料气中的碳氢离子团反应生成,接触时间越长,发生反应的概率越高;3)燃料型NOX,它是燃料中含有的氮氧化物在燃烧过程中分解氧化而成[1]。由此分析循环苯加热炉氮氧化物排放高的主要原因有三点:一是加热炉烧嘴工艺落后,烧嘴平行布置导致加热炉炉膛中心区域温度高,沿炉膛高度方向释热不均,中心高温区域有利于氮氧化物的生成;二是加热炉靠烟囱抽力自然排烟,炉膛负压小且不稳定,延长了氮气与氧气、碳氢离子团在高温条件下的停留时间,加大了氮氧化物生成的概率;三是加热炉燃料气为烃化尾气,烃化尾气组分中还有大量的H2和N2,氢气含量高造成火焰表面温度升高,在高温的火焰表面氮气与空气中的氧气接触为氮氧化物的生成创造了必要的条件。
2.3 加热炉燃料气杂质较多,燃料气用量偏大
SHJS乙苯装置正常运行时的能源消耗主要是3.5 MPa蒸汽、燃料气、循环水、电,其中蒸汽与燃料气耗能占总能耗的80%以上,燃料气的用量对装置能耗有着重要影响。循环苯加热炉在正常生产过程中燃料气用量经常都是在750 Nm3/h以上,还会出现燃料气量突然波动的情况,燃料气用量偏大,并且需要经常清理燃料气调节阀和阻火器,这严重制约着乙苯装置的综合能耗和稳定运行。
分析主要原因有四点:1)循环苯加热炉燃料气是来自于乙苯装置的烃化尾气,其组分比较复杂,热值较低,为了保证加热炉的热负荷必然得加大燃料气的用量;2)加热炉烟气余热没能有效利用,热损失大;3)炉子进风没有经过预热,进风温度低,而且易受气温和天气影响,冷风加大了燃料气消耗量;4)烃化尾气含有少量焦粉等颗粒杂质,这些杂质经过调节阀或者燃料气阻火器时可能会发生堵塞,从而造成燃料气量波动。
3 改进措施及效果
3.1 使用新型烷基化催化剂,降低加热炉热负荷
稀乙烯制乙苯装置在保证干气进料量和乙烯收率的前提下,使用低苯烯比烷基化催化剂是实际生产中降低循环苯量最高效可行的方法。2014年SHJS使用新型低苯烯比烷基化催化剂SEB-12替换了原催化剂SEB-08,在相同操作条件下两种催化剂对应的苯烯比、循环苯量、加热炉燃料气量、炉膛温度、乙苯产量见表2。

表2 催化剂对应的苯烯比及燃料气用量
使用新型低苯烯比催化剂SEB-12可以大幅降低烷基化反应所需循环苯量,直接降低了加热炉所需的加热负荷,循环苯加热炉的炉膛温度从590℃左右降低到了550℃左右,排烟温度从190℃降低到160℃,燃料气用量由900 Nm3/h降至700 Nm3/h,吨乙苯的综合能耗大幅降低。
3.2 增设空气预热器及鼓引风机,充分回收利用烟气余热
SHJS利用大检修的时机对循环苯加热炉进行技术改造,在加热炉附近空地增设板式空气预热器,并相应配套一台引风机和鼓风机。增设空气预热器可以将高温烟气用以预热进炉的空气,把烟气携带的废热重新带回炉膛,直接提高了加热炉的热效率,循环苯加热炉增设空气预热器前后的排烟温度、进风温度、燃料气用量对比见表3。

表3 循环苯加热炉增设空气预热器前后对比
增设空气预热器后循环苯加热炉热效率从设计的89%提高到了93%,燃料气用量大幅减少,但加热炉排烟温度过低,甚至达到55℃左右,大大低于烟气酸露点临界温度,如果空气预热器长期在此排烟温度下运行就会产生露点腐蚀,导致空气预热器及配件结垢生锈和腐蚀穿孔。
空气预热器投用半年后对空气侧主通道进行了封堵改造,总计封堵了三分之一的主通道面积,封堵完成后重新投用空气预热器,空气预热器的设计、运行、封堵改造后参数如表4所示。空气预热器的封堵改造达到了预期效果,烟气侧出口温度稳定在100℃左右,高于烟气酸露点临界温度,预热器空气侧主通道压降增大到了150 Pa,进入预热器的空气量可以通过空气侧旁路控制阀调节,进入加热炉的空气温度受环境影响变小。

表4 空气预热器改造前后参数对比
3.3 更换低氮氧化合物烧嘴
循环苯加热炉有三台燃烧器,大检修期间全部更换为超低NOX气体燃烧器,燃烧器的烧嘴交错布置。新燃烧器采用了燃料分级的分段燃烧技术,其特征是在火盆中心设一个浇注料制作成的圆柱形的冷却柱,冷却外层火焰,从而使整个火焰中心温度降低,破坏了N2与O2反应生成NOX的温度条件,抑制了NOX生成。燃烧器配合火盆砖结构将内外燃气枪喷嘴孔分成多种喷射角度,在火盆砖内外缘形成双层圆柱形火焰减少了NOX生成。外燃气枪喷嘴喷孔间又成一定夹角,烧嘴交错布置,形成邻角错位,燃气与空气都被分成细流,增大了两股气流的接触面积,改善燃气与空气的相遇条件,使内外燃气形成双层火焰,既强化了燃烧过程,又降低了风道中内层火焰温度,使炉内温度分布相对均匀,同时内燃气枪烟气折射回流后点燃二级燃料,起到稳定火焰的作用。折射回流后的烟气与二级燃气构成撞击混合,强化了二级燃气与烟气的混合,使燃烧的烟气在燃烧区域内停留时间缩短,进一步抑制NOX的生成。循环苯加热炉更换超低氮氧化物燃烧器前后氮氧化合物排放趋势对比见图1。
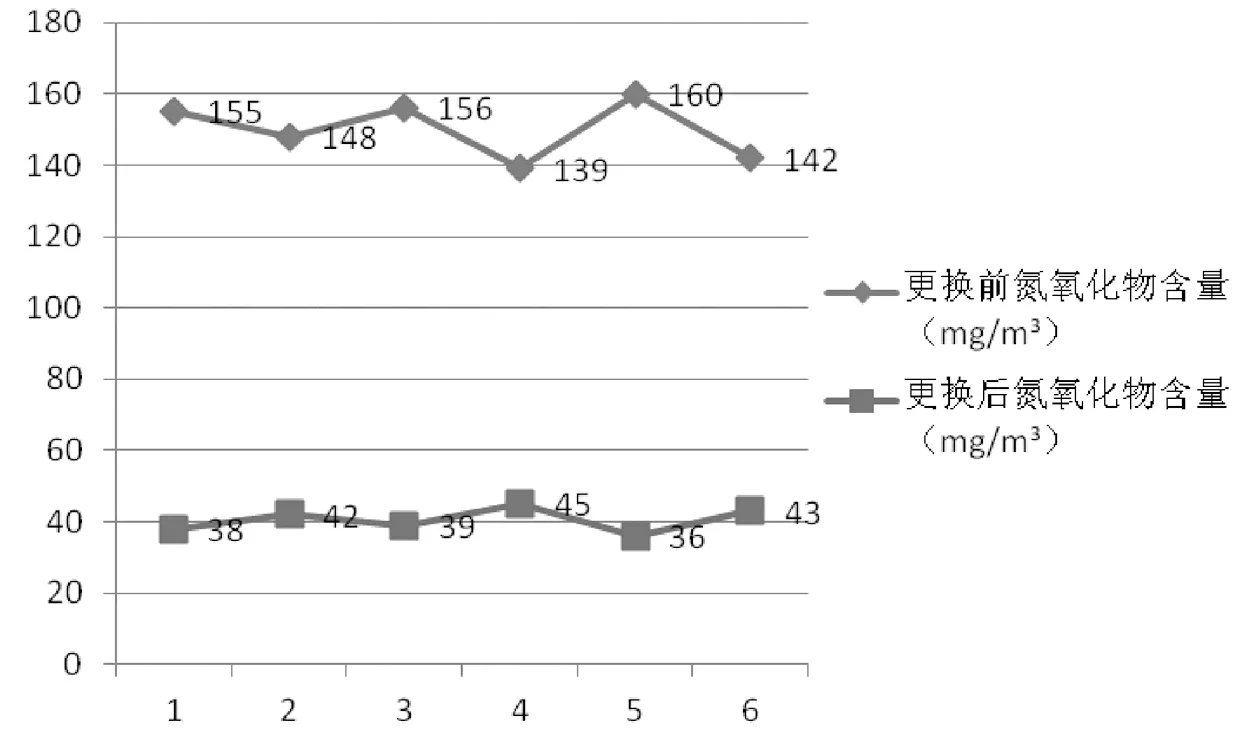
图1 燃烧器更换前后氮氧化物排放趋势图
图1数据显示更换超低NOX燃烧器后,氮氧化合物排放量可以降至50 mg/m3以内,达到了国家最新锅炉排放标准。
3.4 燃料气更换为天然气
加热炉燃料气的组成不仅决定着燃料气本身的热值,而且与烟气中氮氧化物的含量有直接的关系。天然气作为一种清洁能源,与烃化尾气相比,组份简单,杂质较少,天然气与烃化尾气组份(体积百分数)对比见表5。

表5 天然气与烃化尾气组份对比
根据燃料气组成计算烃化尾气热值为25.85 MJ/m3,天然气热值为39.225 MJ/m3,天然气热值明显高于烃化尾气。将循环苯加热炉的燃料气由烃化尾气更换为天然气后,了燃料气用量减少,而且从源头上降低了烟气排放中的氮氧化物含量,减少了燃料气杂质对燃料气量的影响,燃料气调节阀和阻火器清理频次明显较少。
4 结论
通过对循环苯加热炉的技术改造,加热炉热效率明显提高,燃料气用量减少,烟气中氮氧化物的排放减少,改造达到了节能环保的目的。化工生产企业面临的环保要求越来越严,积极利用新材料、新工艺、新技术、设备是化工企业持续发展的必由之路。
猜你喜欢
炼油与化工(2022年6期)2023-01-10
轻工标准与质量(2022年5期)2022-10-31
江苏钢铁(2022年9期)2022-07-02
昆钢科技(2021年4期)2021-11-06
沈阳化工大学学报(2020年4期)2020-04-06
石油化工应用(2019年11期)2019-12-13
中国特种设备安全(2019年1期)2019-03-13
中国资源综合利用(2017年1期)2018-01-22
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
中国核电(2017年1期)2017-05-17