弹性砂轮在磨削加工铝合金镜面中的应用
2019-10-15 06:55尹志宏太原工业学院
数码世界 2019年10期
尹志宏 太原工业学院
一、弹性砂轮的磨削加工工艺原理
现阶段,人们所使用的弹性砂轮大多是由多种混合磨料所制作而成的,其主要成分为聚氨酯基,是一种较为典型的高分子聚合物。相比于普通的陶瓷砂轮,聚氨酯弹性砂轮有着不同的加工原理,其在进行磨削时,砂轮中的磨粒均是利用粘结剂在聚氨酯基体表面中进行弹性固结的,这使得磨粒因粘结剂的作用而导致其无法在聚氨酯基体中进行自由移动,并且磨粒在移动时还会受到来自于粘结剂的弹性约束作用,其在移动过程中只会出现姿态与位移变化,并且大量磨粒受力时还会产生群体效应。
二、试验条件及方法
在利用弹性砂轮来对铝合金镜面进行磨削加工时,该铝合金镜面材料的强度中等,在塑性以及耐蚀性方面表现优良,工件尺寸是20mm×15mm×50mm。在磨削加工之前,需要修整弹性砂轮,使其外圆跳动能够控制在0.02mm 以内。在试验过程中,对折线走刀轨迹进行设定,这样可避免因砂轮的不均匀质地而影响到铝合金的磨削加工效果。本次试验应用弹性砂轮来对15mm×50mm 的面进行磨削加工,以15mm 作为切入磨削方向,并通过正交法对砂轮线速度、磨削深度、进给速度的差异进行记录,考察这些磨削参数给铝合金材料去除率以及表面磨削质量所造成的影响。正交试验因素综合表具体如下:
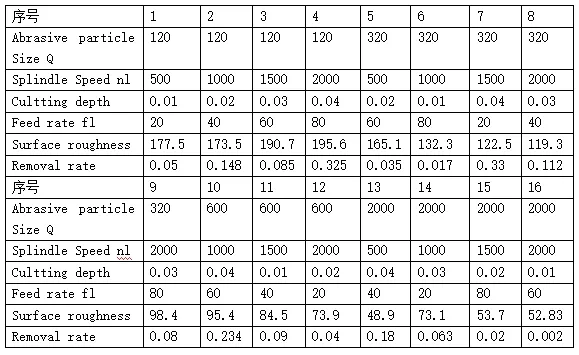
表1 正交试验因素综合表
利用白光干涉仪来测量磨削加工后的铝合金表面粗糙度,并通过电子天平来对铝合金在不同磨削工艺参数组合下的质量差进行测量,然后通过无水乙醇以及无尘纸来对工件表面的切屑及切削液进行清除后测量。
三、结果分析及讨论
由表1 可知,弹性砂轮的磨料粒度越小,则铝合金镜面在经过磨削后所产生的表面粗糙度就越低,并且其下降趋势为先快后慢,原因在于砂轮的磨粒粒度较小时,会有更多的磨粒参与到铝合金镜面切削中,从而使磨粒在工件表面上所残留的切削痕迹要更小,并且因砂轮修整精度限制,铝合金工件的表面粗糙度的下降趋势会逐渐放缓。而进给速度增加时,则铝合金镜面在经过磨削后产生的表面粗糙度会提高,进给速度越快,会导致工件单位长度中参与磨削的磨粒数量大幅减少,并且缩短磨粒对工件表面的作用时间,提高增削深度,进而使工件在磨削后其表面变得更加粗糙。当提高弹性砂轮的转速时,则会使铝合金工件的表面粗糙度降低,因为砂轮转速越快,则参与磨削的磨粒数量就越多,单颗磨粒对工件表面所造成的磨削深度就越小,进而使工件在磨削后的表面变得更加平滑。当提高切削深度时,则会使铝合金工件的表面粗糙度提高,原因是切深提高会增加单颗磨粒的磨削厚度,使磨削温度与磨削力也会随之增加,工件所受到的径向磨削力也会增加,迫使磨粒在压力作用下被挤压至基材中,使磨削厚度减小,工件表面变得更加粗糙。
在分析不同磨削参数对铝合金工件的材料去除率影响时,当磨料粒度减小时,会降低铝合金在磨削加工中的材料去除率,原因在于磨粒粒度减小会减少磨粒切削刃,降低单颗磨粒在工件上的磨削厚度。当进给速度提高时,也会降低材料去除率,原因是进给速度提高会降低单颗磨粒所受到的载荷,进而减小铝合金在磨削过程中的塑性变形,使磨削厚度得以减少。当砂轮转速提高时,会提高铝合金工件的材料去除率,原因在于较高的转速会增加参与磨削的磨粒数量,不过当砂轮转速过大,则会降低单颗磨粒的切削深度,从而影响到砂轮的自锐能力,使材料去除率降低。当切削深度增加时,会提高材料去除率,其原因在于切削深度的增加会使弹性砂轮在应用过程中出现更大的塑性变形,进而提高参与切削的磨粒数量,使材料去除率提高。通过正交极差可以确定磨料粒度以及切削深度分别会对铝合金镜面的表面粗糙度与材料去除率产生最为明显的影响,而进给速度对两者的影响程度则最小。通过对综合影响率最大的切削参数进行取值,形成最佳的磨削工艺参数组合,可以确定弹性砂轮的最佳磨削工艺参数为600#的磨料粒度、2000r/min 的砂轮转速、20mm/min 的进给速度以及0.04mm 的切削深度。
四、结语
本文针对铝合金金属外壳在磨削加工过程中存在抛光效果不理想的问题,分析了弹性砂轮在应用过程中不同磨削参数对铝合金表面粗糙度与材料去除率所造成的影响,明确了不同磨削参数的影响程度,并确定了最佳的磨削工艺参数组合,从而有效提高了铝合金的磨削加工质量,有效避免了因磨削工艺参数不合理而产生的工件划伤、碰伤、塑性粘附等问题。
猜你喜欢
超硬材料工程(2022年3期)2022-10-19
超硬材料工程(2022年3期)2022-10-19
计算机与数字工程(2022年3期)2022-04-07
金刚石与磨料磨具工程(2022年1期)2022-03-22
西湖(2022年2期)2022-01-19
快乐语文(2021年34期)2022-01-18
金刚石与磨料磨具工程(2021年5期)2021-11-06
天津理工大学学报(2021年1期)2021-02-25
VOGUE服饰与美容(2019年10期)2019-12-02
表面工程与再制造(2019年3期)2019-09-18