
试制车身涂胶质量控制
2019-12-19 01:30尹萍
设备管理与维修 2019年22期
尹 萍
(上海通用汽车有限公司,上海 201201)
0 引言
样车试制过程中,白车身制造是重要环节,它由焊接、涂胶、包边、装配、尺寸、铆接六大核心支柱支撑,其中涂胶工艺是车身试制过程中非常重要的环节。车身涂胶可提升整车密封防水性能,提高NVH 性能实现减震降噪,且在汽车轻量化、节能降耗等方面发挥重要作用。本文从胶水管理、涂胶质量标准、识别涂胶高风险区域和试制涂胶质量控制方法4 个方面概述试制过程中涂胶质量控制方法及要点。
1 涂胶分类及质量控制
目前车身胶包括密封胶、结构胶、折边胶和减震胶四大类。点焊密封胶以合成橡胶为主体,添加具有导电性能的物质制成,主要应用在装焊车间,起到防振、防尘、防锈的作用,确保连接部位的密封性[1]。结构胶是以环氧树脂为主体材料,添加增韧剂、固化剂、填充剂等配制而成的无溶剂型结构胶粘剂,主要用来提高车身刚度及耐久性,增加车身结构的吸能容量,改善汽车安全性能[1]。减振胶主要应用在车身外板和内板或加强板之间,按点状或者线状进行涂布。减振胶在车辆行驶中起到减振和支撑作用[1]。折边胶应用于零件折边连接区域,有一定结构强度,能有效地将钣金粘结在一起。
试制涂胶过程中,影响涂胶质量有诸多因素:材料要求、产品设计要求、涂胶设备、工艺及操作等。
1.1 材料要求
每种胶水都有特定的温度要求、时效要求、保质期及板材纯净度要求。温度控制涵盖施工、存储和运输,三者均需控制在规定范围。温度过高胶水流动性强,在零件上附着力低;温度过低胶水黏度大,不易从胶泵中流出。例如密封胶环境温度日平均须低于35 ℃,最高不超过40 ℃;运输温度为5~30 ℃,极限温度54 ℃不超过72 h;存储温度的范围为5~30 ℃。时效分为Open Time 和Close Time。Open Time 是胶涂在一层钣材上,但未被第二层板材覆盖,暴露在空气中的时间;Close Time 是胶被第二层板材覆盖,但仍未被油漆烘烤固化的时间,每种胶水都有各自的时效要求,需严格按照要求执行。例如,密封胶的Open Time 是30 ℃以下96 h;35 ℃以下48 h,同时需保证胶条无移位。Close Time 是低于30 ℃条件下8 周之内。板材纯净度指钣金上有冲压油和杂质程度。例如密封胶板材纯净度要求是油质量小于5 g/m2。胶水保质期须同时考虑出厂时间和开封时间,以先到日期为准。如图1 所示,出厂保质期为1 月1 日到4 月1 日,开封保质期为2 月1 日到3 月1 日,则该胶水的保质期到3 月1 日为止。
1.2 产品设计要求
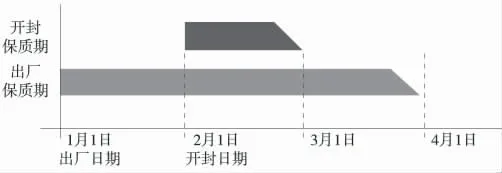
图1 胶水保质期
产品设计包括涂胶轨迹和涂胶量,信息体现于数模中。将数模中涂胶信息转化至工艺文件指导现场,文件内容包含起点和终点的相对位置、涂胶轨迹到翻边的距离、涂胶直径和长度、涂胶种类等信息。
1.3 涂胶设备
根据操作方式不同,主要有2 种涂胶方式:一是手动涂胶,二是机器人自动涂胶(图2)。
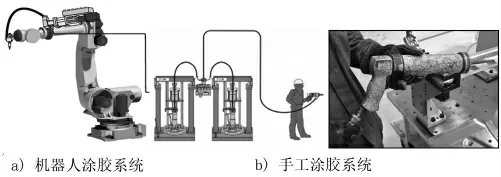
图2 涂胶设备
手动涂胶是指员工手持气动胶枪在工艺位置涂胶。机器人自动涂胶方式与手动涂胶方式类似,区别在于自动涂胶是将胶枪安装到机械手上,按照提前设定的控制程序,由机械手沿控制轨迹完成涂胶[2]。手工涂胶方式灵活,且柔性高可适应各种车型生产,车身试制选用气动胶枪进行手工涂胶。
1.4 工艺及操作
由试制车身工程师编制的涂胶工艺,规定了正确的涂胶顺序、涂胶位置、涂胶尺寸、公差及员工操作规范等内容。该文件不仅指导现场员工操作,更是自检、互检的标准。
在规定环境温度范围内,按照标准工艺文件进行涂胶操作。手工涂胶过程人为控制压力及速度,压力越大单位时间内出胶量越大;速度越快、痕迹越细、胶量越小。现场需增加辅助工具以控制和检查涂胶质量:如目视参考直径、直径卡板等(图3)。
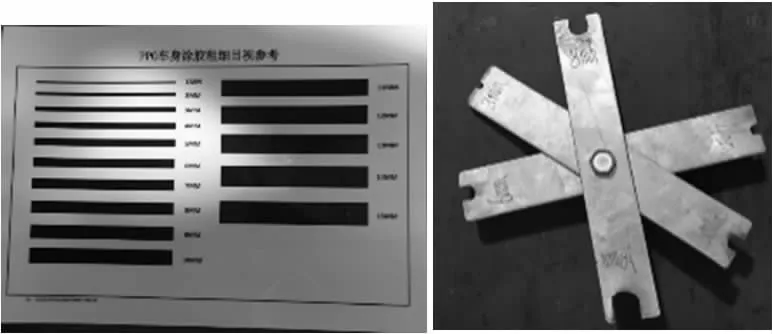
图3 胶路参考直径和直径卡板
2 试制涂胶质量控制
试制车间使用防爆柜存储胶水,并采取“先进先出”原则取用。手工涂胶存在以下几种缺陷形式:漏涂、涂胶直径细、涂胶直径粗、涂胶未完成、涂胶过长、涂胶位置偏、胶水过期等。施工过程应采取“三不原则”:不接受,不制造,不传递缺陷。并实行自检和互检以提高手工涂胶质量。
结构胶是涂胶种类中黏度最大、施工难度最大的车身胶,且结构胶的作用是增加车身的强度和刚度,需重点控制(图4)。
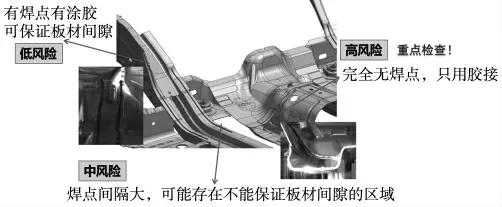
图4 结构胶风险示意
针对折边胶,涉及腐蚀高风险区域如图5 所示。
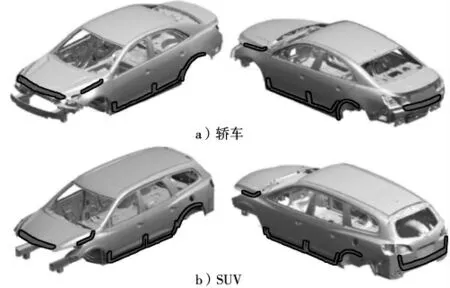
图5 腐蚀高风险区域
在首车制造过程中,对车身及门盖结构胶、密封胶、折边胶、减震胶进行涂胶压合验证,以确保涂胶工艺的准确性。在试制过程中胶水零件号、有效期、胶水位置、胶水直径和长度都进行100%目视检查,以确保涂胶质量。
3 结束语
随着汽车产业的发展,人们对汽车舒适性的要求越来越高,“安全、舒适、环保、节能、轻量化”已成为未来汽车的发展趋势。因此,粘接密封作为汽车生产所必需的一类重要辅助制造方式,应用越来越广泛[1]。因试制阶段特点,手工涂胶存在不稳定、重复性差等特点,需要提前辨识各类缺陷及高风险区域,以对症下药提高涂胶质量,施工过程增加检查力度以确保涂胶质量。
猜你喜欢
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
上海建材(2020年5期)2020-12-15
北京汽车(2020年5期)2020-11-06
化学与粘合(2020年4期)2020-09-11
航空制造技术(2020年14期)2020-09-06
中国制笔(2018年2期)2018-08-02
粘接(2018年7期)2018-07-13
中国塑料(2017年2期)2017-05-17
中国建筑金属结构(2015年9期)2015-12-02
