压力管道元件(法兰)埋藏缺陷成因探讨
2020-01-03 10:34李伟明
质量技术监督研究 2019年6期
李伟明
(福建省锅炉压力容器检验研究院泉州分院,福建 泉州 362000)
1 前言
压力管道是生产、生活中广泛使用的可能引起燃爆或中毒等危险性较大的特种设备,压力管道分布极广,凡有流体输送的场合一般都用压力管道。石油、天然气的长距离输送,城镇燃气和公用动力蒸气的输送,各种石油、化工工业生产装置等都有大量的压力管道,确保压力管道安全使用,对于保障人民生命和国家财产的安全具有特殊的意义[1]。
文中所述的环己酮压力管道安装项目,使用单位为莆田某石化公司,安装单位为中化某建设公司,法兰制造单位为泉州某机械制造公司,该安装项目中前后共发现二片带有埋藏缺陷的法兰,分别为:(1)WN PN40 DN150带颈对焊法兰,材质为20,管道属GC2级别,介质:蒸汽,设计温度240℃;(2)WN PN25 DN80带颈对焊法兰,材质为20,管道属GC1级别,介质:H2、N2、苯,设计温度60℃。
根据检验方案要求,在压力管道安装完毕,外观检查,无损检测合格后,应进行压力试验。
2 压力管道检测、试验
(1)GC1级管道的检查等级应不低于Ⅱ级,GC2级管道的检查等级应不低于Ⅳ级,管道焊接接头的内部质量采用射线探伤检测,GC1级管道焊缝探伤检查比例为20%,GC2级管道焊缝探伤检查比例为5%。
(2)压力试验:应以液体为试验介质,当管道的设计温度高于试验温度时,试验压力应按下式计算。
式中: PT—试验压力(表压)(MPa);
P—设计压力(表压)(MPa);
S1—试验温度下,管材的许用应力(MPa);
S2—设计温度下,管材的许用应力(MPa)[2]。
混凝活性砂过滤-臭氧脱色工艺在中水处理中的应用……………………………………………… 栾城梅,赵昕(7-161)
3 检测结果
(1)WN PN40 DN150点焊时坡口旁产生环向褶皱,见图1。

图1 DN150法兰环向裂纹
(2)WN PN25 DN80 水压试验时颈部产生泄漏,圆圈处可见喷射的水,见图2。

图2 法兰颈部穿透性孔(圆圈处可见喷射的水)
4 原因分析探讨
(1)WN PN40 DN150法兰缺陷原因:环向褶皱。
法兰套打过程中,模具应先进行预热,使模具温度接近坯料温度,经查锻造时锻造师未按工艺要求进行充分预热,造成坯料与模具间温差过大,锻造时锤头把坯料从模具带出,但锻打时烧红的坯料在模具中印了一道,第二次入模时,初次印的一道形成褶皱,致使法兰颈部出现肉眼看不到的褶皱,由于模锻加工余量少,在机加工过程中没有加工出来,造成内部缺陷。示意图见图3。
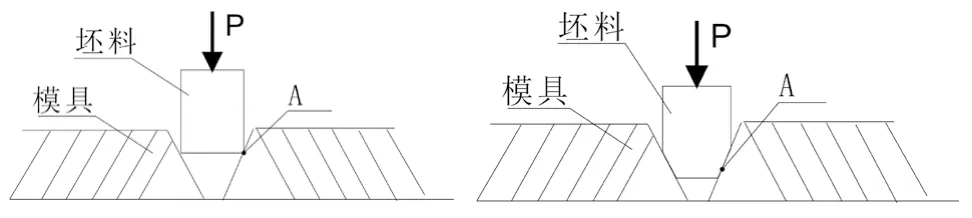
图3 WN PN40 DN150法兰环向褶皱示意图
第一锤锻打,坯料到此处(A)被模具冷却,坯料最外圈无法继续变形。
第二锤锻打,坯料中部未冷却,继续向下向外变形,已冷却的部位(A)被包裹在内,形成褶皱。
(2)WN PN25 DN80法兰缺陷原因:铸造夹杂物是指在冶炼、浇注和钢水凝固过程中产生或混入的非金属相。非金属相是一些金属元素(如Fe、Mn、Al、Nb等)和Si,与非金属元素(如O、S、N、P)结合而成的化合物。
夹杂物根据来源不同可分为外来夹杂、内生夹杂。外来夹杂来源于冶炼和浇注过程中,侵蚀或冲刷的耐火材料,混入钢中的熔渣、原料带入的污物、出钢和浇注过程中钢水的二次氧化产物等。内生夹杂来源于四个方面:脱氧时的脱氧产物;出钢和浇注过程温度下降平衡移动的生成物;凝固过程中溶解度降低、偏析而发生反应的产物;固态钢相变溶解度变化生成的产物。
由于夹杂物的存在,破坏了钢基体的连续性,造成了钢组织的不均匀,影响了钢的力学性能和加工性能。
铸铁中的夹杂物经锻造压力加工,沿加工方向延伸变形伸长,使锻件产生带状组织,引起性能出现明显的各向异性,使锻件横向力学性能明显低于纵向力学性能,夹杂物的缺口敏感效应很明显,在锻件中起着缺口及应力集中的作用,因此降低锻件的疲劳强度,导致锻件过早损坏[4]。
5 整改措施
(1)安装单位和使用单位应按照GB 50235-2010第4.1.3条规定“当对管道元件或材料的性能数据或检验结果有异议时,在异议未解决前,该批管道元件或材料不得使用”。在有明确结论前,立即暂停该批次法兰的安装及使用。
(2)安装单位和使用单位应严格按照GB/T 20801.4-2006第5.7条规定:“抽样检查、检测或试验的管道组成件,若有一件不合格,允许按原规定数量加倍抽样进行检查、检测或试验。若仍有不合格,则该批管道组成件不得使用;或对该批管道组成件逐个进行检查、检测或试验,合格者方可使用”。
(3)福建省特检院莆田分院在安装单位自检合格基础上,按比例进行符合性验证抽查。
(4)把法兰制造单位纳入2019年度监督抽查范围。
今年以来,泉州市市场监管局加大对危险化学品相关特种设备的治理力度,为深刻吸取江苏响水天嘉宜化工有限公司“3·21”危险化学品爆炸事故惨痛教训,严格落实危险化学品生产企业特种设备的风险分级管控和隐患排查治理工作主体责任,制造单位已把安装于使用单位的YR1804批次共168片法兰全部拆除召回。
6 注意事项
我国对压力管道元件实行制造许可制度,未实行制造监督检验制度,在制造许可证的有效期内采取监督抽查,由于制造单位生产的压力管道元件数量多、附加值低,必须落实制造单位的主体责任。
(1)对于铸造制造单位,应力争降低钢中氧化物夹杂和硫化物夹杂。
首先,降低氧化物夹杂的途径有:最大限度地减少外来夹杂物。提高原材料的纯净度;根据钢种的要求采取合理的冶炼工艺、脱氧制度和钢水的精炼工艺;提高电炉及浇注系统所用耐火材料的质量与性能;减少和防止钢水二次氧化。
其次,降低硫化物夹杂的途径有:降低入炉原料中的硫含量;采用合理的冶炼工艺及炉外精炼深脱硫技术;改变硫化物夹杂的形态和分布,使钢水中以MnS为主的塑性夹杂物转变为以稀土硫化物为主的球形不变形夹杂物。
(2)法兰制造单位必须保证质量管理体系运行,明确质控体系责任人员,完善法兰入厂验收记录,制造过程记录,出厂检验记录。
鉴于法兰制造单位的锻件大多采用分包形式,制造单位应对锻件分包商制造的法兰锻件严格把关,锻件分包商必须提供质量证明书,质量证明书中必须有锻件的化学成分、机械性能、硬度、热处理状态、无损检测等内容,必要时制造单位还应对批量的锻件进行抽检,抽检结果应符合NB/T 47008-2017技术指标。
猜你喜欢
铝加工(2022年6期)2023-01-13
建筑与预算(2022年12期)2023-01-09
热处理技术与装备(2022年5期)2022-10-26
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
一重技术(2021年5期)2022-01-18
河南工学院学报(2021年3期)2021-09-27
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
文化交流(2019年3期)2019-03-18