
拉丝速率对石英光纤的制备及耐辐照性能影响研究
2020-03-17 07:46杨一帆
功能材料 2020年2期
徐 鹏,杨一帆
(1.西安邮电大学 通信与信息工程学院,西安 710121; 2.西安邮电大学 电子工程学院,西安 710121)
0 引 言
通信技术的快速发展使光纤在越来越多的领域得到应用。除了在常规通信领域的大量应用,传感、控制、测量、数据采集、人工智能、医疗等高科技领域也被广泛应用[1-5]。目前,我国已经成为全球光纤光缆制造和消耗的头等国家。
目前,应用最广的光纤应属石英光纤和塑料光纤[6-7]。塑料光纤模量低,直径大,折射率范围宽,即使有一定的污染或者损坏仍然可以继续使用。塑料光纤的直径在0.5 mm左右,使得与光源、光纤、接收器等的连接非常简单,端接成本极低[8]。同时塑料光纤有良好的韧性,质轻,易加工。但塑料光纤损耗不稳定,造价无优势,从耐用性和成本来算,性价比不如石英光纤。石英光纤虽然质脆、易断,但是它的传输波长范围非常大,在近紫外到近红外区域均可进行能量和信号的传输。石英光纤具有数值芯径大、机械强度高、弯曲性能好、容易与光源耦合等优点[9]。根据光在光纤中传播模式的数量,可将光纤分为单模光纤和多模光纤。单模光纤是作为模式间色散问题的解决方案发展起来的,其优点有损耗低、频带宽、容量大、成本低等,在当今的光纤通讯系统中发挥了重大的作用[10]。
石英光纤的制备步骤主要有两步,首先是光纤预制棒的制备,然后是将预制棒拉制成光纤[11]。光纤预制棒作为光纤生产的基本,一直是光纤产业链的核心竞争点[12]。其中,外包套与芯棒是预制棒的关键与核心,其制备工艺的好坏直接影响光纤的性能[13]。制备好的预制棒经拉丝后形成完整的波导结构,可保证光纤的几何尺寸和机械性能,同时实现光纤的全反射、低损耗并提高传输距离。但是,由于在光纤拉丝的过程中,由于芯层与包层性能的差异,使得张力分布不均。石英玻璃本是各向同性,但是且当石英玻璃受力后,其折射率沿应力方向和垂直于应力方向会发生相应的变化,故光纤质量与拉丝条件密切相关[14]。另外,随着光纤技术的发展,对其在特殊领域的应用也成为了重要研究热点之一。例如,核电站[15]、航空航天[16]、军事环境[17]等。由于电离辐射,光纤输出性能会出现严重的恶化。因此,考察光纤在拉丝后的抗辐射性能对光纤在抗辐射领域的应用具有重大意义。然而,目前针对光纤拉丝工艺及其对抗辐射性能的影响及作用机制的研究与报道相对较少。
本文通过管内法的化学气相沉积工艺与套管工艺相配合制备了钇掺杂SiO2预制棒,采用高温拉丝工艺制备了石英光纤,研究了不同拉丝速率对石英光纤耐辐照性能的影响,为光纤的生产工艺提供一些指导性建议。
1 实 验
1.1 预制棒的制备
采用管内的化学气相沉积法(PCVD)和套管工艺(RIT)制备Yb3+掺杂SiO2预制棒。在较低的压强下,预制棒在微波腔体内加热,谐振腔内的极板间的电压会升高,由于电场的作用使管子内部反应气的残余正离子被加速,并且部分粒子被电离与活化,产生非等温等离子气。非等温离子气体会重新进行组合并且释放一定量的热能,这些能量能促进原料气体发生反应,生成的粒子会逐渐扩散并沉积到衬底管内壁上。该方法操作简单,可以用来制备折射率复杂的光纤预制棒。
1.2 拉丝
将制备好的Yb3+掺杂SiO2预制棒在拉丝塔拉丝。首先,将Yb3+掺杂SiO2预制棒固定在拉丝塔顶端,固定方式选择钳夹式,确保牢固稳定;然后,将其送入熔化炉,温度设定为1 700~2 100 ℃;最后,进行拉丝操作,拉丝完成后在裸光纤上涂上Acrylate聚合物涂层。具体的拉丝工艺,如表1所示。

表1 拉丝工艺条件
1.3 辐 照
选取长度为200 m的光纤,将其缠绕成直径为25 cm的线圈,在伽马射线下进行辐照,辐照温度为室温,放射源为60Coγ射线源。总辐射剂量采用硫酸亚铁剂量计进行标定,并保持总剂量1 kGy。
1.4 样品表征与性能测试
采用SHIMADZU公司的UV-1601型紫外-可见光分光光度计和Nicolet 公司的60-SXB型傅里叶红外光谱表征了Yb3+掺杂石英光纤的结构特征;采用Fose公司的FSA-100光纤应力分析仪测量了不同拉丝条件下石英光纤的应力特征;采用切断法通过Photon Kinetics公司的Model2500测量了不同拉丝工艺下石英光纤辐照前后的衰减谱;采用Sigma公司的光纤拉断力测试设备测定了石英光纤的抗拉强度;采用ER-200D-SRC型ESR测试仪测量了石英光纤的电子自旋共振波谱(ESR)。
2 结果与讨论
2.1 Yb3+掺杂SiO2预制棒的表征
图1(a)为Yb3+掺杂SiO2预制棒的吸收光谱图。从图1(a)可以看出,掺Yb3+光纤在915和976 nm处出现两个吸收峰,在915 nm处的吸收峰较为平缓,而976 nm处的吸收峰陡然增强,说明在900~1 000 nm激发波长之间产生了衰减。图1(b)为Yb3+掺杂SiO2预制棒的傅立叶变换红外光谱图。从图1(b)可以看出,制备的石英光纤在2 725 cm-1处的吸收峰极其微弱,而在一般情况下,2 725 cm-1处的吸收峰主要是由OH-基团引起的,由此可知预制棒中OH-基团含量极少。这些极少的OH-基团是在Yb3+掺杂SiO2预制棒的制备过程中引入的,在900~1 000 nm激发波长之间,OH-基团会造成背景衰减,并影响石英光纤的通讯传输效率。
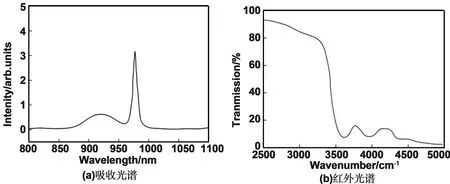
图1 Yb3+掺杂SiO2预制棒的吸收光谱和傅里叶红外光谱图
2.2 石英光纤的内应力分析
图2为不同拉丝速率下制备的石英光纤的内应力图。由图2可以看出,拉丝速率为500 m/min时,外层拉引力为14.8 MPa,内层压应力为120 MPa;随着拉丝速率的升高,光纤内部应力逐渐增大,当拉丝速率为2 000 m/min时,外层拉引力为79.6 MPa,内层压应力为221.2 MPa。这主要是因为光纤拉丝制备的过程中,是一个由高温到低温的加工过程。在光纤冷却的过程中,由于外部温度较低和热能传质的原因,光纤外层部分冷却速率要高于内层部分冷却速率。光纤内外冷却速率不一致,就会造成光纤外层和内层存在应力差。其主要表现为外层受到拉应力,内层受到外侧的压应力。如果提升拉丝速率,势必要提高加热炉炉温,炉温越高,光纤冷却到室温的温度变化就越大,由此使得光纤内外层的压力差就越大。
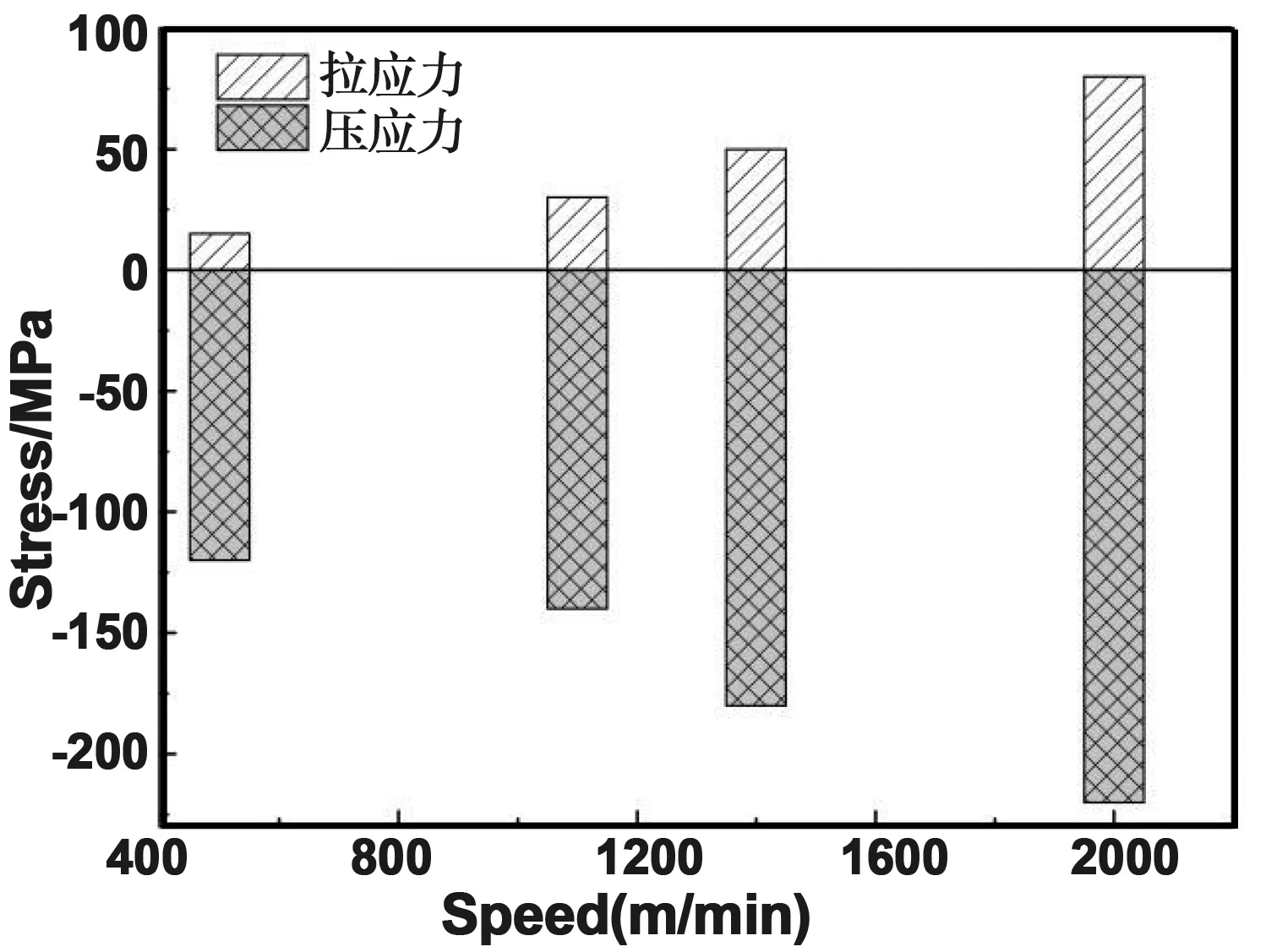
图2 不同拉丝速率下制备的石英光纤的内应力图
2.3 石英光纤的衰减谱分析
光纤的通讯传输实际应用过程中,最重要的是光纤传输总损耗。图3为不同拉丝速率下制备的石英光纤辐射后的衰减谱测试结果。由图3可知,3种拉丝速率下制备的石英光纤,衰减谱的特征基本相同。3种拉丝速率下制备的石英光纤,在630 nm处均出现了强的吸收峰,这主要是由于在拉丝过程中产生了非桥氧心(NBOHCs)造成的。对比3种工艺在630 nm处附近出现的吸收峰可以发现,峰值随着拉丝速率的增加而增加,当拉丝速率分别为800,1 400和2 000 m/min时,其峰值分别为75,103和121 dB/km。这主要是因为拉丝速率的增加会增加光纤芯部与芯包层的应力,从而增加了拉丝引起的NBOHC含量。此外,从图3可以看出,3种拉丝速率在1 200 nm处均出现了较弱的吸收峰,可能是由于羟基的谐波所致。
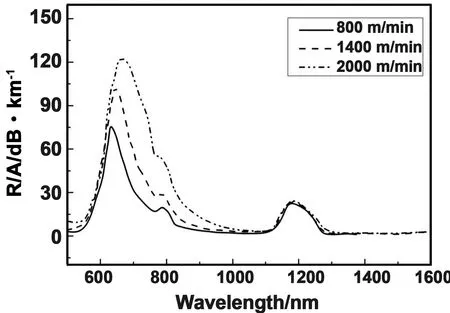
图3 不同拉丝速率下制备的石英光纤的辐致衰减谱(辐射剂量0.1 kGy/h×10 h)
石英光纤拉丝制备过程中,石英光纤内部的应力来不及释放,会一直残留在石英光纤内部。从而在石英光纤的应用过程中,一旦受到高能辐射,光纤内部应力很容易对光纤造成破坏,引起化学键的断裂。由2.2节可知,在光纤拉丝制备过程中,拉丝速率越大,其制备的光纤内部内应力越大,辐照后就越容易造成内部损坏,造成光纤失效。图4为在拉丝速率1 700 m/mim下制备的石英光纤在辐照之前和在0.1 kGy/h剂量率条件下辐照10 h后的ESR谱。

图4 石英光纤在辐照前和0.1 kGy/h×10 h辐照后的ESR谱
从图4可以看出,石英光纤在辐照前已经存在共振吸收现象,通过计算该处的g因子为2.0010。拉丝速率越高,纤维内应力越大,其制备的石英光纤在高能辐射后断键的数量则增加越多,其反应过程可通过式(1)表示
≡Si-OH→≡Si-O·+H·
(1)
以上分析可知,石英光纤经过高能辐射之后,其ESR信号会得到加强,说明高能辐射增大了石英光纤中NBOHC顺磁缺陷的浓度。石英光纤中存在的应力或应力键越多,经过高能辐射后,其产生的顺磁缺陷会更多,从而会造成紫外及可见光区吸收急剧增加。
2.4 石英光纤的抗拉强度与拉丝速率的关系
图5为石英光纤抗拉强度与拉丝速率的关系图。由图5可知,当拉丝速率为500 m/min时,其制备的石英光纤抗拉强度为4.9 GPa;随着拉丝速率的升高,其制备的光纤抗拉强度逐渐增大,当拉丝速率为1 700 m/min时,其制备的光纤抗拉强度为5.2 GPa;但当拉丝速率继续升高时,其制备的光纤抗拉强度急剧降低,当拉丝速率为2 000 m/min时,其制备的石英光纤抗拉强度降低为4.8 GPa。这主要是因为石英光纤制备过程中,拉丝速率越快,其在高温区中的时间越短,因此光纤中Si-O链断裂的可能性越低,光纤内部因Si-O链断裂而产生的缺陷浓度便越低,所以在一定范围内拉丝速率越快,其制备的光纤抗拉强度会越高。但随着拉丝速率的继续升高,炉温也要逐渐升高,而炉温升高会增加石英光纤内部Si-O链断裂的频率,因此炉温升高又会降低石英光纤的抗拉强度。因此,这二者共同耦合作用的结果使得石英光纤强度随拉丝速率的增大呈现先增后减的趋势。也就是说,在速度相对较低的情况下,炉内停留时间起到主要作用,呈现强度增加的趋势;在速度超过临界值后,因拉丝速率提升带来的炉温升高起主要作用,使得抗拉强度呈现下降趋势。
2.5 光通讯波段的辐致损耗分析
在石英光纤的实际应用过程中,光纤通讯波段的辐致衰减是最被关注的性能之一,因为该性能决定了石英光纤是否能在辐照环境中正常工作。图6为拉丝速率分别为800,1 700和2 000 m/min下制备的石英光纤的辐致耗损与辐照剂量之间的关系曲线。
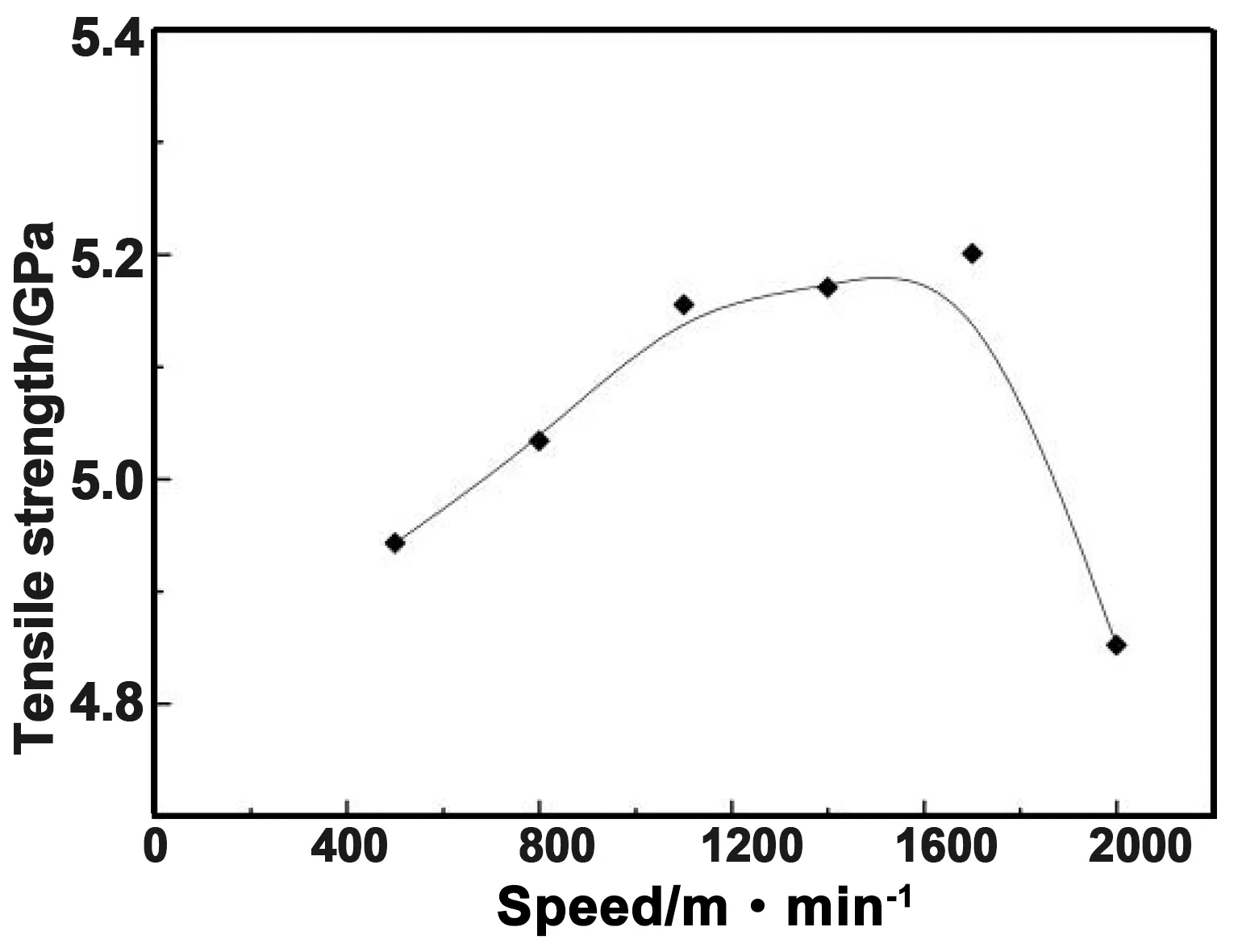
图5 石英光纤抗拉强度与拉丝速率的关系图
从图6(a)~(c)可以看出,当辐照计量<10 kGy时,辐致损耗随辐照剂量的增加,呈直线趋势快速增加;但随着辐照量逐渐增大,辐致损耗却增加趋缓,逐渐平稳,尤其是在高辐照功率的情况下,石英光纤辐致损耗随辐照量的增加逐渐趋稳。由图6中的数据可知,经过10 kGy/h×10 h辐照后,拉丝速率为800,1700和2 000 m/min制备的石英光纤,其辐致损耗分别为3.94,6.3和11.95 dB/km。当拉丝速率由1 700 m/min提高至2 000 m/min时,石英光纤的辐致损耗快速增加,这可能是由于纤维内缺陷快速增加造成的,这一规律与纤维抗拉强度-拉丝速率之间的关系曲线类似。
3 结 论
(1)在石英光纤拉丝制备过程中,拉丝速率越大,加热炉炉温越高,石英光纤冷却到室温的温度变化越大,石英光纤内外层的压力差就越大。
(2)在石英光纤拉丝制备过程中,拉丝速率越大,其制备的光纤内部内应力就越大,辐照后石英光纤就越容易造成内部损坏,以致失效。
(3)石英光纤强度随拉丝速率的增大呈现先增后减的趋势,当拉丝速率为1 700 m/min时,其制备的石英光纤抗拉强度为5.2 GPa;当拉丝速率继续升高时,其制备的石英光纤抗拉强度急剧降低,当拉丝速率为2 000 m/min时,其制备的石英光纤抗拉强度降低到4.8 GPa。
(4)当拉丝速率和辐照剂量逐渐增加时,石英光纤的辐致损耗呈直线趋势快速增加,但随着辐照量的继续增大,辐致损耗却增加趋缓,逐渐平稳。
猜你喜欢
金属世界(2022年3期)2022-05-30
机电信息(2020年32期)2020-12-23
光学仪器(2020年5期)2020-12-08
科学导报(2020年50期)2020-09-09
山东冶金(2019年2期)2019-05-11
电子制作(2018年14期)2018-08-21
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
导航定位与授时(2016年6期)2016-03-16
中国继续医学教育(2015年1期)2016-01-06
