
LNE-3技术在轻汽油醚化装置的应用
2020-04-10 10:54孟祥雷
炼油与化工 2020年1期
孟祥雷
(中国石油辽阳石化公司油化厂,辽宁辽阳111003)
轻汽油醚化工艺可将催化轻汽油中的C5~C7叔碳烯烃与醇类(甲醇或乙醇)发生醚化反应生成相应的醚(TAME、TAEE 等)。该工艺可降低催化汽油的烯烃含量,将全馏分催化汽油辛烷值(RON)提高1~2,蒸气压降低10 kPa左右,是提高车用汽油质量的有效手段。该工艺可将低价值的甲醇转化为高价值的汽油,经济效益显著[1~3]。辽阳石化公司350 kt/a 催化轻汽油醚化装置以1.0 Mt/a 汽油加氢装置分馏塔顶轻汽油为原料,采用LNE-3 技术,实现深度醚化,生产高辛烷值、低蒸汽压汽油产品[4],合格醚化轻汽油送至组分调和罐区。该装置于2018年9月18日投料开车成功,运行状态良好,2018年12月6~8日进行装置满负荷运转标定。
1 装置设计
轻汽油醚化装置由原料预处理、一段醚化反应、催化蒸馏、二段醚化及甲醇回收等部分组成,设计规模为350 kt/a,操作弹性为60%~110%。开工时数为8400 h/a,工艺原则流程见图1。
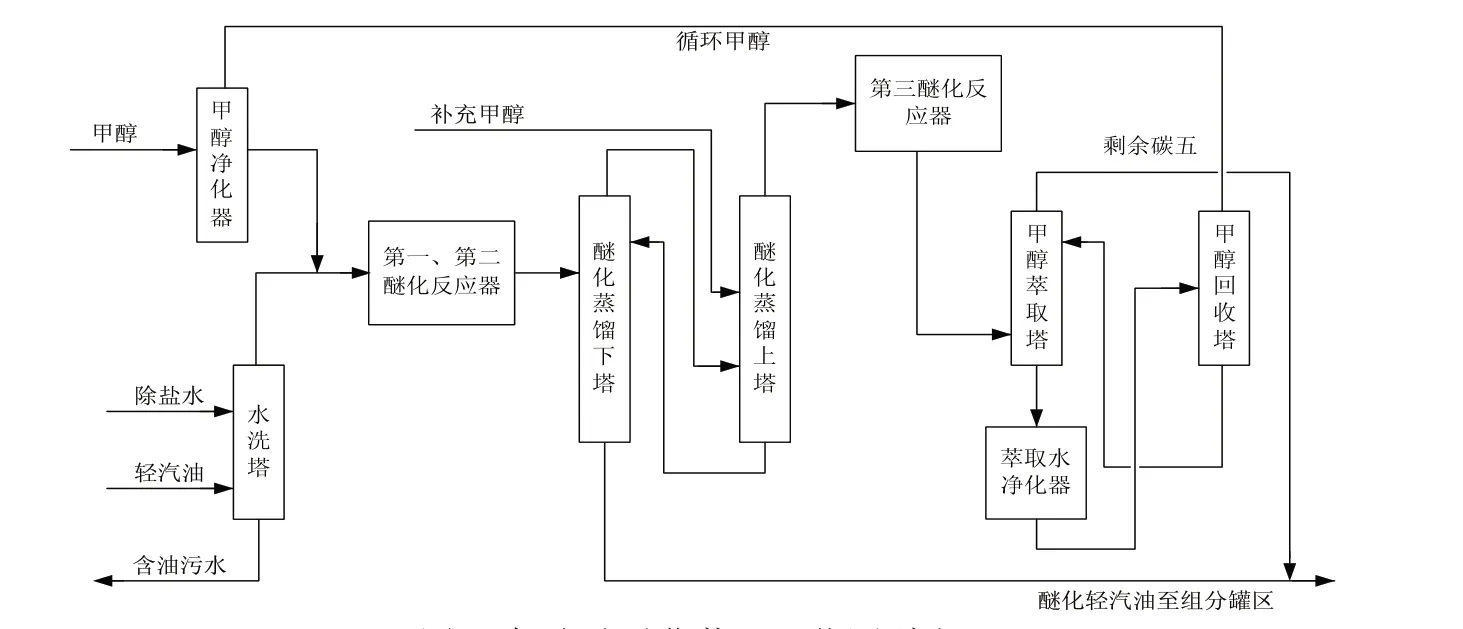
图1 轻汽油醚化装置工艺原则流程
2 装置标定
2.1 原料油性质
标定时原料油处理量为42.3 t/h,原料油的性质见表1,设计与标定原料油活性烯烃含量见表2。

表2 设计与标定原料油活性烯烃含量/%
从表1 可见,原料中硫含量平均8.4mg/kg,低于设计值(10 mg/kg),满足要求[5];终馏点平均值68.4 ℃,符合设计值(≤75 ℃)。由表2 可知,轻汽油中活性烯烃略低于设计值。
2.2 反应操作条件
装置反应部分设计条件和标定条件见表3。

表3 设计反应条件与标定反应条件对比
从表3可以看出,标定期间反应器各操作参数均能够稳定控制在范围以内。
标定期间轻汽油平均进料42.3 t/h,为使反应充分,将醇/烯(叔碳)保持在1.4,甲醇平均进料5.42 t/h。第一醚化反应器入口温度稳定在42 ℃,反应器出口压力控制在0.80 MPa,反应器平均温升23.1 ℃,从反应器温升来看,反应器内催化剂活性扔保持较高水平;第二醚化反应器入口温度稳定在52 ℃,反应出口压力控制在0.82 MPa,平均温升2 ℃。第三醚化反应器入口温度控制在55 ℃,平均温升4 ℃。证明轻汽油在低温下大部分活性烯烃已在第一醚化反应器中反应,在相对高温下,仍有部分活性烯烃在第三醚化反应器中反应[4]。
2.3 产品性质
轻汽油醚化装置主要产品为醚化轻汽油,醚化轻汽油产品性质见表4。

表1 设计与标定原料油性质
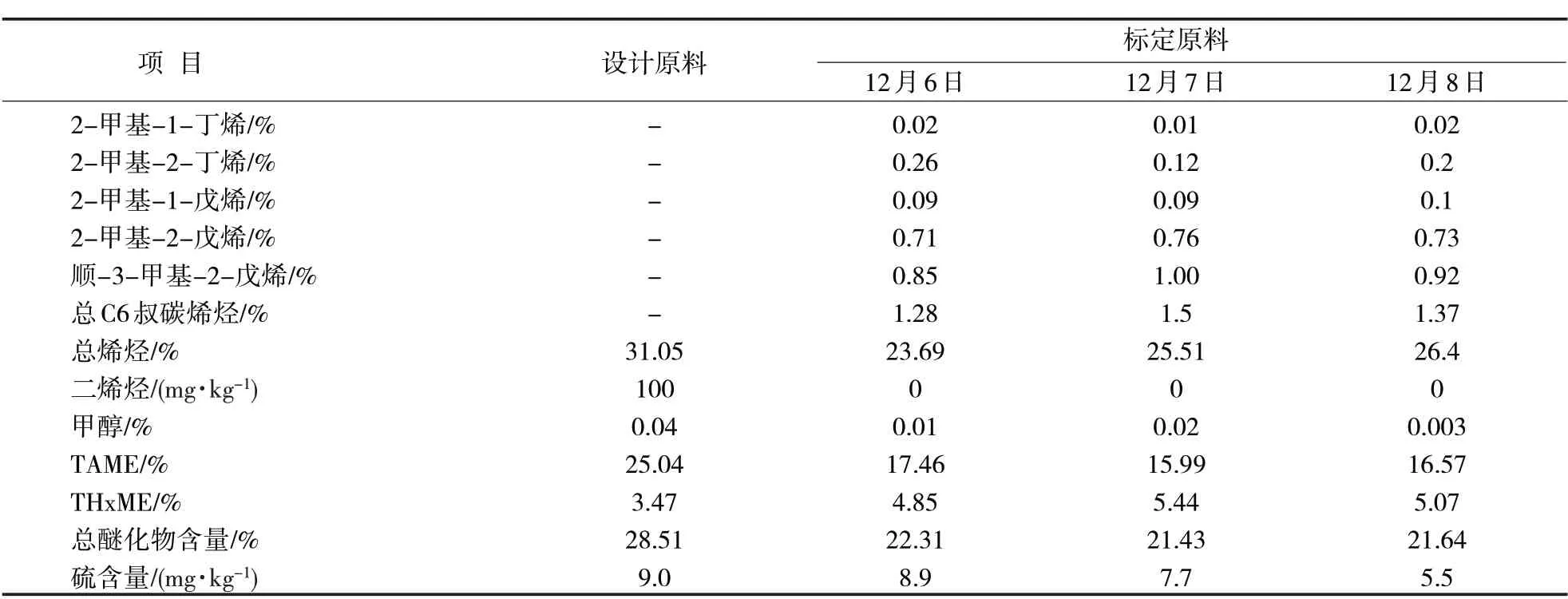
表4 醚化轻汽油性质
从表4可见,醚化轻汽油产品总醚化物含量平均为21.79%,烯烃含量平均为25.20%,符合指标要求的低于33%,硫含量平均为7.37 mg/kg,符合指标要求不高于10 mg/kg的要求。
2.4 转化率
轻汽油中活性烯烃的转化率见表5。

表5 活性烯烃的转化率
从表5 可知,轻汽油经醚化反应后,C5叔碳烯烃转化率为97.73%~98.86%,平均为98.22%(设计指标为≥93%)。C6叔碳烯烃转化率为54.56%~64.79%,平均为61.00%(设计指标为≥50%)。
2.5 辛烷值增量
轻汽油辛烷值平均95.2,醚化轻汽油辛烷值为96.0,轻汽油醚化后辛烷值仅提高0.8,而国内同类醚化装置辛烷值提高量均在2 以上。该醚化汽油产品中醚化物含量为22%左右,与同类装置产品中醚化物含量相当,而且本装置醚化转化率高达98%以上,醚化效果良好,分析结果显示的辛烷值增加量却严重偏低。原因是本次标定原料中的碳五叔碳烯烃含量仅为12%,比设计值低了7%,而轻汽油辛烷值测定值却高达95.2,该数据偏高[5]。
轻汽油低密度、易挥发,直接测定的辛烷值有偏差。通常轻汽油辛烷值是通过测定混合汽油和重汽油辛烷值,再根据轻重比例进行核算获的,按此方法,测定了汽油加氢装置分馏塔前的汽油及重汽油产品的辛烷值,根据分馏塔轻重汽油采出比例(轻汽油采出34.40%,重汽油采出65.60%)进行核算,原料轻汽油辛烷值为93.9,经过轻汽油醚化后,轻汽油辛烷值增加量为2.1,满足指标要求。
3 结束语
采用LNE-3 技术的轻汽油醚化装置的轻汽油经醚化后C5叔碳烯烃转化率为97.73%~98.86%,平均为98.22%(设计指标为≥93%),C6叔碳烯烃转化率为54.56%~64.79%,平均为61.00%(设计指标为≥50%),均高于设计指标。轻汽油平均进料量42.3 t/h,甲醇消耗为3.52 t/h,占总进料的7.68%,说明装置醚化效果良好。轻汽油经过醚化后,催化汽油辛烷值增加了2.1,符合指标要求。
猜你喜欢
石油炼制与化工(2021年3期)2021-03-23
石油炼制与化工(2020年9期)2020-09-10
石油炼制与化工(2020年7期)2020-07-08
软件(2020年3期)2020-04-20
山西化工(2020年3期)2020-02-20
化工时刊(2020年11期)2020-01-12
石油炼制与化工(2020年9期)2020-01-05
中国特种设备安全(2019年9期)2019-12-03
石油石化绿色低碳(2019年6期)2019-01-14
中国化工贸易·中旬刊(2018年8期)2018-10-21
