
一种控制硬点受力状态的悬架可靠性试验方法研究
2020-04-25 11:50杨光,李伟
客车技术与研究 2020年2期
杨 光, 李 伟
(中汽研(天津)汽车工程研究院有限公司, 天津 300300)
悬架系统开发一般处于整车开发前期。在悬架系统可靠性验证方面,主机厂为了缩短开发周期并快速发现潜在问题,主要采用台架试验[1-6]。台架试验前需要解决两大问题:一是由于处于开发前期,白车身无法得到,无法进行路谱采集,相关数据无法获得;二是悬架系统如何约束。
大部分主机厂一般前期会建立多体动力学模型、轮胎模型等,使“组装”的车辆虚拟模型在虚拟路面上“行驶”,从而获得零部件的虚拟载荷(如轮心六分力、各杆件的内部力等)。这些数据可以直接用于台架试验,作为台架试验迭代过程的目标信号。
在台架上进行悬架可靠性试验不同于整车,各种路面下低频成分的能量需要复现,因此悬架系统需要固定反力约束,一般通过设计与硬点位置匹配的工装实现。由于安装方式往往都是刚性夹持,导致悬架连接点处的刚度过大,与车辆悬架处真实受力情况出现较大差异,连接部件出现的失效无法确定是否可信。本文通过在硬点安装位置安装力传感器,并将其定义为台架迭代过程中的控制通道,有效地控制悬架硬点受力情况,保证了悬架系统在台架试验中复现得到的受力状态更加真实全面。本文的试验方法提升了悬架系统可靠性试验的准确性。
1 工装设计及传感器布点
根据某车型后悬架系统内的硬点位置和空间布局,设计了固定反力工装,如图1所示。图1中的减振器上安装点和纵臂托盘安装点即为该悬架系统的硬点。
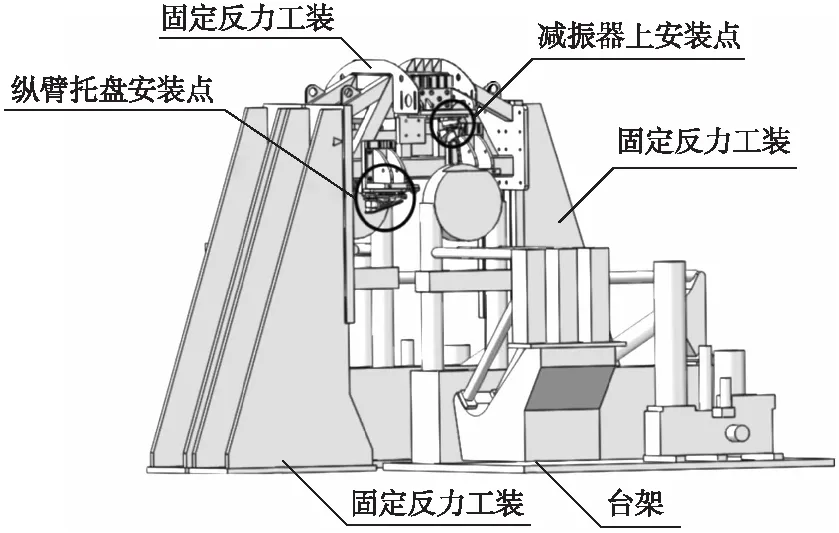
图1 固定反力工装
纵臂和减振器的安装点(即硬点)受力状态是本次试验最主要的关注点,因此在减振器与工装之间串联单轴力传感器以获得减振器轴向力[7]。在纵臂托盘与工装之间安装3个三分力传感器,通过力的合成计算可以获得该位置的三向力,如图2所示。纵臂托盘与工装之间的单个三分力纵向力表示为Fnx,侧向力表示为Fny,垂向力表示为Fnz,其中,n取1,2,3,表示三分力的位置。纵臂托盘与工装之间的合力为:
Fx=∑Fnx,Fy=∑Fny,Fz=∑Fnz
(1)
由于纵臂托盘处侧向力较小,因此此次台架试验不将其作为响应信号,对其忽略,主要关注纵向力和垂向力。
本次试验使用的轮心六分力数据、各杆件的内部力数据是运用多体动力学分析方法获得的,对应的工况包括扭曲路、坑洼路、坏路制动路、比利时路、搓板路等。
2 试验准备
将工装上的安装点进行三坐标测量并适当调整安装位置,保证和悬架系统硬点安装位置一致。此次三坐标测量精度均在0.8 mm以内,满足装配要求。
将数据采集系统与台架站台机柜进行连接,对信号通道的单位、量程和极性等参数进行设置。为了保证控制系统稳定并体现真实的台架样件物理模型,对台架的12个控制通道逐一进行PID调节。至此所有准备工作完成。
3 频响函数评估
将台架和悬架系统看作一个多输入多输出的线性系统,如图3所示。x代表台架的输入信号(驱动信号),y代表样件的输出信号(响应信号)。x包括左右两侧台架纵向力、侧向力、垂向位移、外倾力矩、制动力矩和回正力矩共12个输入信号。y包括轮心六分力、减振器轴向力、纵臂托盘三分力、悬架位移和各连杆内部力等输出信号。信号的数量由需要控制通道的数量决定。在台架进行迭代操作之前,必须了解输入与输出的关系,因此需要获得系统的频响函数。

图3 多输入多输出的线性系统
一般通过设置频率信息和幅值信息,生成白噪声信号,利用该信号激励系统。根据激励信号及测得的响应信号计算系统的频响函数矩阵H(f),其表达式为:
Y(f)=H(f)X(f)
(2)
在后续迭代过程中,频响函数逆矩阵H-1(f)的质量更为重要,其直接参与台架驱动信号的计算,表达式为:
X(f)=H-1(f)Y(f)
(3)
在逆矩阵H-1(f)中,最为关心的是相关性较高元素。其中,轮心六分力信号(12个)与台架驱动信号的关系最为重要。在0~50 Hz控制频带内,频响函数质量必须保证,是后续台架迭代过程的根本。
本文在响应通道内添加了减振器轴向力通道和纵臂托盘三分力通道,因此在逆矩阵H-1(f)中对应的幅频、相频曲线需要关注。减振器轴向力与台架垂向位移驱动信号相关性最高,纵臂托盘纵向力与台架纵向力驱动信号相关性最高,纵臂托盘垂向力与台架垂向位移驱动信号相关性最高。得到高质量的频响函数,一方面验证了先前传感器布置方案的准确性,另一方面为后续迭代过程中控制对应位置受力状态奠定了基础。
4 迭代结果
由于悬架系统、控制系统等都存在非线性,而式(2)求取的频响函数表征了线性关系。使用线性频响关系模拟非线性系统,获得的响应必然存在误差。因此需要通过迭代逐步修正驱动信号,使系统的响应信号趋近目标信号[8-12]。迭代过程如图4所示。当所有通道的均方根误差占比小于15%时,终止迭代,生成的驱动信号可以用来驱动台架进行疲劳耐久试验。
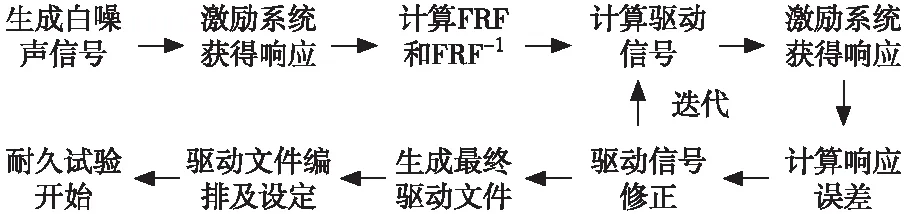
图4 迭代过程示意图
本文采用两种台架控制策略进行迭代[13],能够更加全面地对比硬点受力状态。策略A:只控制车轮六分力通道,其他通道作为监控通道;策略B:车轮六分力通道和各硬点力通道均作为控制通道。选取搓板路作为迭代路面。
在控制策略A和控制策略B下,车轮六分力信号中垂向力通道迭代响应与目标响应时域和统计特征值结果的比较如图5所示。
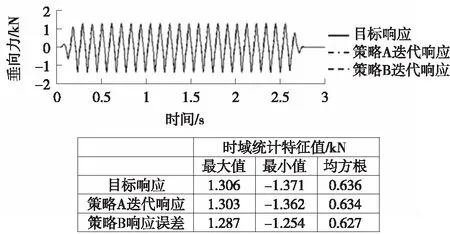
图5 车轮六分力垂向力时域响应曲线及统计特征值结果
从图5可以看出,在时域上,目标响应和迭代响应重合度很高,表明台架试验能够较好地复现轴头的受力状态。此外,两种策略下迭代响应的均方根误差占比均小于10%,从另一角度再次验证了六分力垂向力通道在两种控制策略下的迭代结果都能够满足后续耐久试验的要求。六分力其他通道迭代精度类似垂向力精度。
硬点的受力状态是本文研究的重点。为了直观对比不同台架控制策略下硬点的受力状态,将目标响应、策略A迭代响应和策略B迭代响应放在同一张图上。图6和图7分别展示了纵臂托盘纵向力和垂向力的响应对比情况。图8展示了减振器上安装点轴向力的响应对比情况。
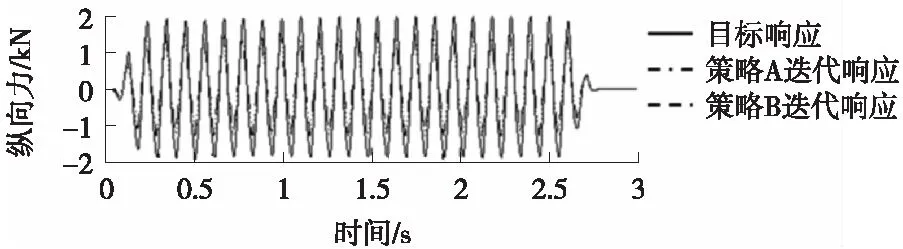
图6 纵臂托盘纵向力响应对比

图7 纵臂托盘垂向力响应对比

图8 减振器上安装点轴向力响应对比
对于控制策略A,由于硬点位置受力未参与到迭代控制当中,此处的受力状态可以理解为“失控”状态。从图6和图7可以看出,纵臂托盘纵向力以及垂向力均超过目标响应。对纵臂托盘的伪损伤是目标响应损伤的2倍以上。
对于控制策略B,各硬点力通道均作为控制通道,此处的受力状态是“受控”状态,从图6和图7可以看出,纵臂托盘纵向力以及垂向力均很好地复现了目标响应,对纵臂托盘的伪损伤比值接近1。
对于减振器上安装点,策略A下的迭代响应小于目标响应,如图8所示。在轴头六分力垂向力复现较好的基础上,减振器上安装点分担的垂向力偏小,必定导致其他部件在垂直方向上分担的力过大,导致悬架部件的受力状态失常。策略B下的迭代响应与目标响应相当,很好地复现了受力状态。
对于传统方法,硬点安装位置采用刚性连接,且没有安装力传感器监控。以此种方法进行迭代以及后续耐久试验,纵臂托盘处的橡胶衬套出现较早开裂失效。较早失效的原因很大程度上来源于此处“失控”的受力状态。
5 结束语
在尚无白车身的基础上验证悬架的可靠性,工程师应该把重点放在与硬点位置匹配工装的设计上。当没有条件将工装设计成与白车身等刚度时,可以借鉴本文方法,即通过在硬点安装位置布置力传感器,有效控制悬架硬点受力情况,使得悬架系统在台架试验中的受力状态更加真实和全面。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
时代汽车(2022年19期)2022-10-18
军民两用技术与产品(2022年8期)2022-10-10
模具制造(2022年5期)2022-06-27
汽车实用技术(2022年11期)2022-06-20
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年7期)2022-04-20
北京汽车(2021年1期)2021-03-04
汽车实用技术(2020年24期)2021-01-05
Coco薇(2015年10期)2015-10-19
