生物质微米原料快速气化试验研究
2020-05-07 12:54周伦祎朱孟祺安明明彭元君舒朝晖靳世平
工业加热 2020年3期
周伦祎,朱孟祺,安明明,彭元君,舒朝晖,靳世平
(华中科技大学 能源与动力工程学院,湖北 武汉 430074)
生物质能源是唯一一种含碳可再生的能源,但是由于生物质原料能量密度低、形状各异,使得生物质能源的预处理成本较高,一定程度上影响其工业化推广。虽然当今生物质利用技术多种多样,但直燃仍然是最广泛的利用方式,其能量利用率低,排放不达标。Alan Burton[1]研究了生物质液化过程中传热传质的规律。C A Koufopanos[2]同样对原料粒径做了研究。研究表明,在使用steam为气化剂的反应过程中,颗粒原料直径>1 mm时,影响反应的主要因素是气化反应动力学。而当原料直径<1 mm时,化学反应动力学为影响热解气化的主要因素。
本项目旨在探索研究新型生物质气化合成气转化技术,获得10 MJ/m3(标准)以上的生物质合成气,突破现有技术的效率低、热值低的难题。
1 试验部分
1.1 气化原理
生物质气化过程是一个包含物理反应和化学反应的复杂反应,根据气化原料属性、工况等不同,生成物的组分千差万别[3]。但总体来讲,可将生物质气化反应总结为以下四个部分:
(1)干燥过程。由于原料自身含有水分,当反应温度在50~150 ℃时,原料内部的水分开始受热析出,而由于此时的温度不能使原料内部拥有足够的活化粒子,基本不发生化学反应[4]。
(2)热解过程。原料内部水分析出干燥后,原料会受高温影响(一般大于160 ℃后)开始脱离、分解[5-6],形成更加细微的颗粒,并发生热解反应。理想状态下可看作反应(1)。
CxHmOn→x1C+x2H2+x3H2O+x4CO+x5CO2+x6CH4
(1)
(3)氧化过程。经热解过程后的原料及中间产物,会与反应环境中的活跃气体进行氧化二次反应(主要是环境中的O2)[7]。氧化过程中主要发生反应(2)~反应(6)。
C+O2→CO2-393.51 kJ
(2)
2C+O2→2CO -221.34 kJ
(3)
2CO+O2→2CO2-565.41 kJ
(4)
2H2+O2→2H2O -483.68 kJ
(5)
CH4+2O2→CO2+2H2O -890.36 kJ
(6)
环境中O2含量和原料比较面积是影响此过程的主要因素。含氧量少时,C元素在少氧环境中与O2结合生成CO,使得合成气中CO2含量降低。而原料粒径越小,其与O2接触更充分,氧化反应越快[8]。
(4)还原过程。在氧化过程后,由于环境中没有O2,过程产物中的碳开始和气化剂进行还原反应,生成CO和H2。其理想过程可视为化学反应(7)~反应(11):
C+CO2→2CO +172.43 kJ
(7)
C+H2O→CO+H2+131.72 kJ
(8)
C+2H2→CH4+90.17 kJ
(9)
CO+H2O→CO2+H2+41.13 kJ
(10)
CH4+H2O↔CO+3H2+250.16 kJ
(11)
实际热解气化过程中,在界面温度处通常会有两个过程的并联反映,甚至当升温速率过高时,存在三区同时反应的现象。
1.2 生物质微米原料物化特性
试验选用从市场上购置的粒径为100目的木屑粉末作为气化原料,试样的元素分析通过Vario EL型元素分析仪来测定,工业分析采用MAC2500工业分析仪[9],结果如表1、表2所示。

表1 生物质木屑工业分析及元素分析结果 %

表2 生物质稻壳工业分析及元素分析结果 %
表中:M为生物质原料中的水分含量,%。A为生物质原料中的灰分含量,%;V为生物质原料中的挥发分含量,%;Fc为生物质原料中的固定碳含量,%。
根据表1和表2可以计算出木屑的化学表达式为C3.42H5.51O3.10N0.27,稻壳的化学表达式为C3.42H5.24O3.25N0.13。气化原料的高位和低位热值可根据经验公式来计算[10]:
LHVb=339w(C)+1030w(H)-109((w(O)-w(S))-25M
(12)
HHVb=2.32(146.58w(C)+568.78w(H)-51.53((w(O)+w(N))-6.58A+29.45)
(13)
式中:LHVb、HHVB分别为气化原料的低位热值和高位热值,kJ/kg。
根据式(12)、式(13)以及表1、表2中的数据可以计算出木屑粉末的高位热值为15.03 MJ/kg,低位热值为14.00 MJ/kg。稻壳粉末的高位热值为14.42 MJ/kg,低位热值为13.40 MJ/kg。
1.3 试验台架与试验方法
图1为小型电加热式生物质微米原料热解气化实验台架。试验流程大致可描述为:经预处理后的生物质微米原料,在螺旋给料器的输送下,同载气流或气化剂一起进入气化炉主体。反应单管主体由电辅热系统提供能量输入。原料进入单管后自由落体通过高温单管完成热解气化过程。合成气经后处理系统后进入下一环节。其中一部分通入在线监测仪检测合成气组分,一部分则由集气袋收集起来。

图1 电热式单管气化图
2 试验结果
2.1 示范装置生物质气化终温试验
生物质气化终温是影响其气化特性的重要因素之一。在恒温气化环境中,气化温度越高,能给气化提供更快、更多的热量。在生物质热解过程中介绍到,当温度>700 ℃时,热解产生的焦油会进一步裂解。而在气化试验中,确定一定的当量比可使得半焦进一步参与氧化,增加合成气中有效成分的含量[11-12]。
试验前先对整体设备进行冷态试验,确保各系统稳定性。本次试验以木屑为原料。首先往料仓中注入生物质原料。将气化剂载气风机频率固定在25 Hz,对应流量为114.5 m3/h。待炉内温度达到指定温度时,关闭燃热系统,打开气化剂载气开关和送料系统,开始试验。由于炉体升温速率耗时较长,故将气化炉加热至最高气化温度(本文所研究气化最高温度为1 100 ℃),进行最高终温气化试验。由于蓄热体的蓄热特性和气化炉的保温特性,气化炉内部降温较慢,故每次试验可看成理想恒温气化环境。一组试验完成后,关闭送料系统,打开气化载气开关,对炉内进行降温和余气吹扫。待温度冷却到下一试验温度时,重复上述试验。试验所有数据均为在线监测,本次试验数据均采取气化反应均衡阶段的采集数据作分析。试验数据如表3所示。
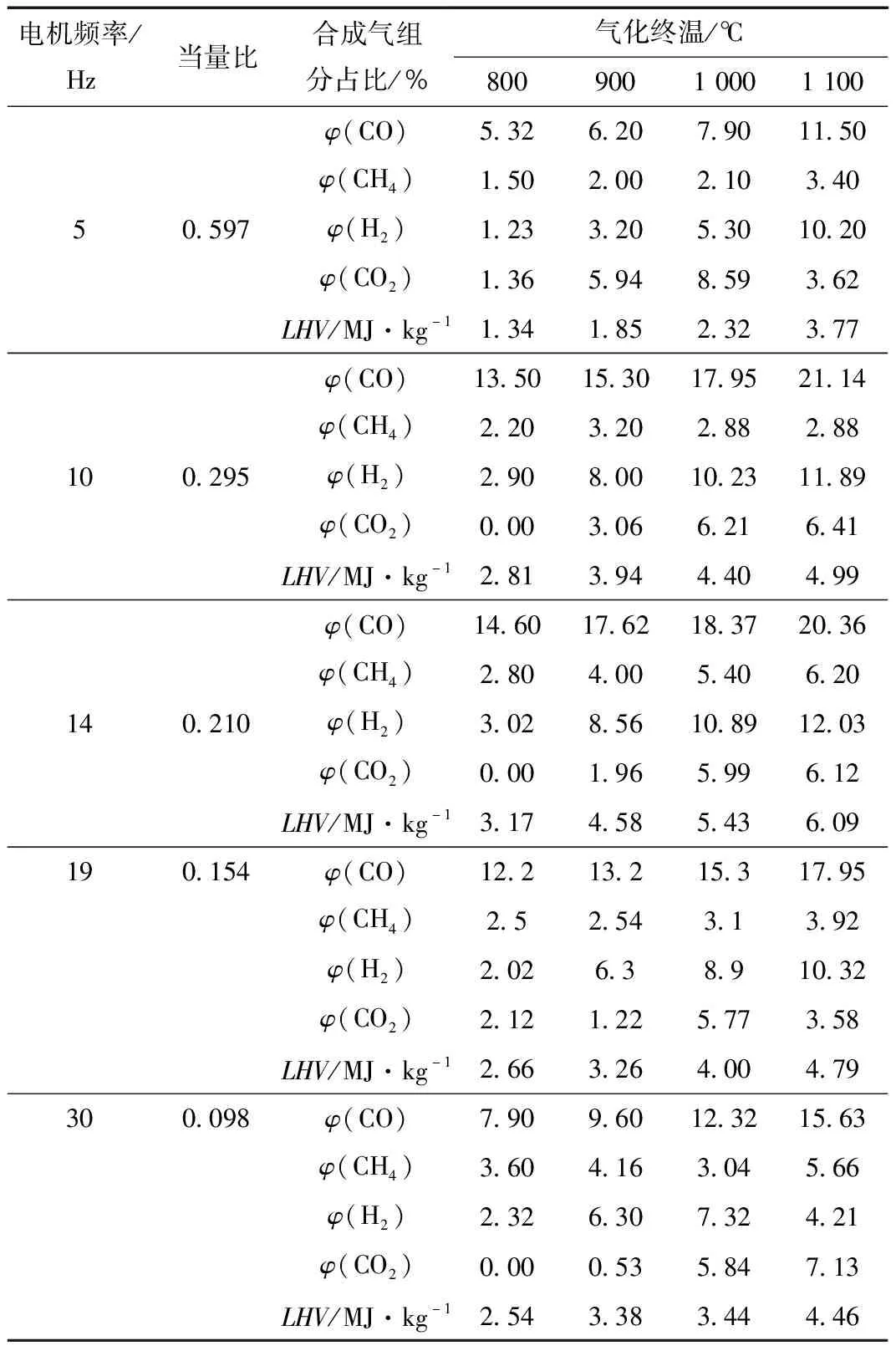
表3 气化终温对气化特性的影响(木屑)
本节在进行试验结果分析时,选用卸料器频率为14 Hz,对应当量比为0.21的试验组进行分析,得到表4、图2。
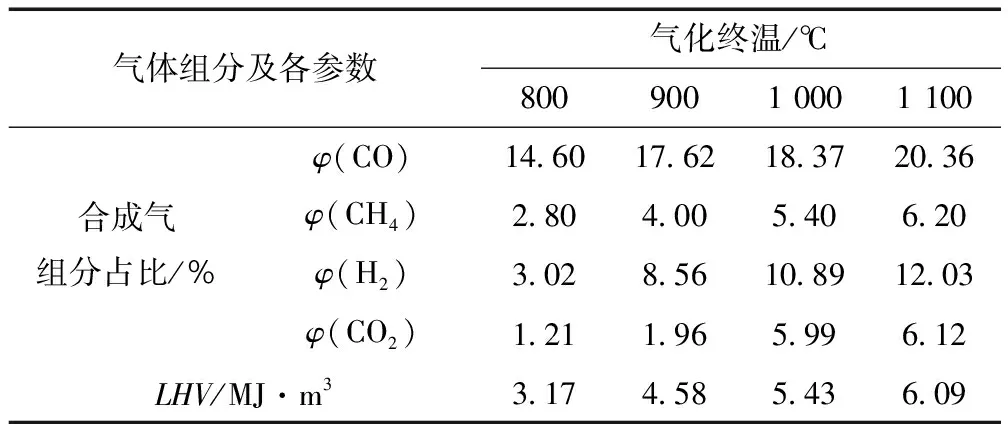
表4 气化终温对气化特性的影响(当量比为0.210)
由表4和图2可得,示范装置生物质微米原料快速气化过程中,随着终温的升高,H2、CO、CH4、CO2的含量均有所提升。尤其是CO含量,组分含量升高速率越来越大。

图2 气化终温对气化特性的影响
由于气化炉的进料方式选择的是从顶部进料,通过自由落体穿过气化区域,温度越高,生物质原料中挥发分析出越快,碳粉的形成也越快。因此由式(7)可得,CO的含量会急剧升高。同时,由于原料虽然通过预处理干燥过,但是内部仍有部分自由水和结合水,在高终温气化条件中,由于原料内外部温度梯度较大,传热传质效果明显,导致水分析出加快,从而使反应(8)加快,使得H2含量变多。但是由于随着生物质内部自由水和结晶水的含量上限,导致随着温度后期升高后,水分的析出总量增加缓慢,使得H2含量的增量逐渐变缓。同时反应(9)正向反应也变缓,CH4的增量变缓。
由于示范装置试验中,投产时间为30 min,且合成气各项参数均为气化反应速率保持均衡的条件下采集的,故无法直接评判生物质气化过程中的碳转化率。但是从图2能看出,随着温度的上升,CO、CO2、CH4的含量随着终温的升高均有提升,由于投料量保持不变,而含碳气体的含量有所增加,也从侧面反映出温度升高对示范装置气化的碳转化率起到正相关作用。
图2中显示的合成气低热值变化趋势为随着气化终温的增长而缓慢增长。表5~表8是合成气各组分和热值随终温变化的增长比。如表5所示,合成气中有效成分CO、CH4、H2,随着气化终温的升高,CH4和H2的增长比逐渐减小,从900~1 100 ℃,增长比分别从35%和27%跌至15%和10%。虽然在此温域期间CO增长比从4%增长至11%,但是由于CO的热值低于CH4和H2,其增长速率对合成气总热值的影响低于CH4和H2增长比减少速率对总热值的影响。并且虽然无效燃气组分CO2的增长比有所降低,但是CO2含量本身占比较小,对合成气热值影响较少。综合因素导致合成气热值增长比降低。表6为CO、CH4、H2的热值[13]。
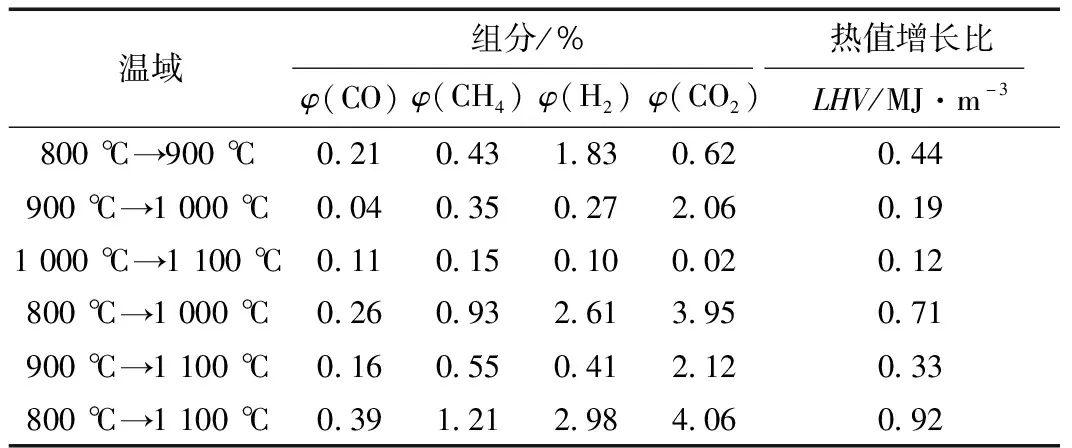
表5 合成气组分及热值变化趋势(14 Hz)
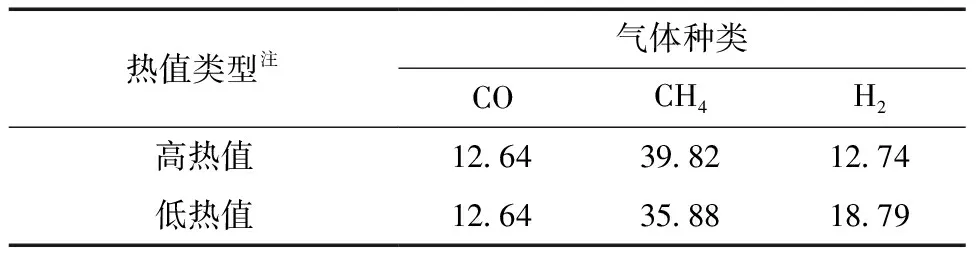
表6 部分常见燃气热值表 MJ/m3
注:本文所有燃气热值均采用低热值进行计算。
而在气化过程中,由于气化炉采用蓄热材料浇筑的气化室,当气化终温过高时,需要投入更多热源。从表4可以看出,当终温从800 ℃提升至1 100 ℃时,低热值从3.17 MJ/m3增长至6.09 MJ/m3,增加了92%,而从800 ℃提升至1 000 ℃时,低热值从3.17 MJ/m3增长至5.43 MJ/m3,增加了71%。因此综合考虑气化效率和气化成本,最终确定最佳气化终温在1 000 ℃左右,此时的合成气低热值在5.43 MJ/m3左右。
2.2 示范装置生物质气化不同原料试验
生物质资源品类丰富,分布广泛,且由于地质地貌原因,使得不同种类生物质原料的理化特性有着很大的区别。从化学的角度来分析,生物质资源的化学组成也存在很大差异。生物质资源主要有木质素、纤维素、半纤维素等高分子聚合物构成,而纤维素的化学反应活化能最高,木质素的活化能最低。因此由于高分子聚合物的含量不同会导致不同生物质原料的气化特性有所差异。木屑、稻壳工业分析和元素分析中可以看出,在元素构成上,稻壳粉含有更多的O元素和更少的N元素;在工业分析上,木屑粉的挥发分也大于稻壳粉,而其固定碳含量也与稻壳粉有很大差距。因此有必要讨论研究不同种类生物质原料对气化特性的研究。本文分别对木屑和稻壳粉作为试样进行试验[14]。
本次试验载气风机频率固定在25 Hz,对应流量为114.5 m3/h,气化终温控制在1 000 ℃,气化原料粒径选择100目以上,选择空气气化剂条件进行试验。试验数据如表7、图3所示:

表7 不同生物质原料气化结果
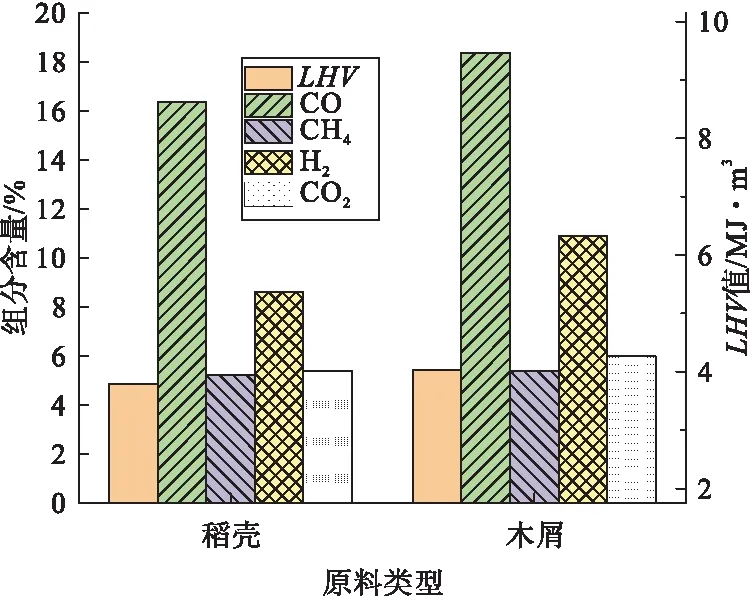
图3 不同生物质气化组分变化图
由表6和图3可得,在空气作为气化剂的气化试验中,木屑、稻壳气化合成气中CH4含量占比分别为5.40%和5.21%,基本一致;而CO和H2差异很大。木屑合成气中CO、H2占比分别为18.37%和10.89%,稻壳的为16.35%和8.62%。木屑相比稻壳在CO和H2上分别提升了12.35%和26.33%,热值也提高了11.73%。
单一生物质的热解气化可视为其主要成分纤维素、半纤维素、木质素等大分子聚合物的综合表现。一般而言,纤维素热解时挥发分析出速率较快,分解温度范围较窄;而木质素热解时挥发分析出速率则相对较慢[15]。生物质气化是一个先热解再气化的分阶过程,热解速率的快慢对气化结果的影响至关重要。在原料工业分析和元素分析得,稻壳粉的固定碳含量高于木屑粉,理论热值较高。参照表8可得[16],稻壳粉中的纤维素、半纤维素含量远低于木屑粉。导致木屑的实际气化效果优于稻壳粉[17-18]。
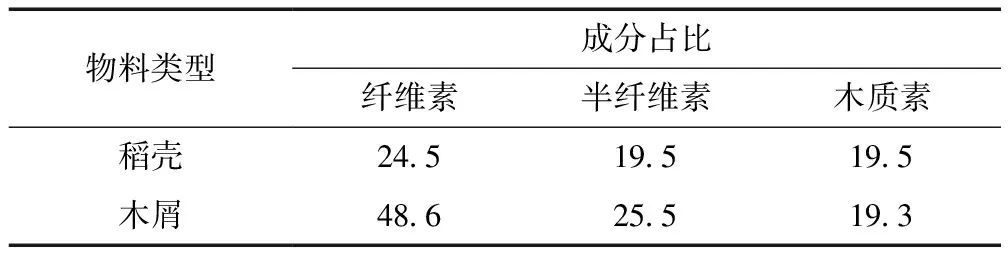
表8 稻壳与木屑的成分分析(干基) %
3 小 结
本文通过参照自行搭建的生物质单管气流床电加热式气化系统试验结果,在自行设计的生物质气化示范装置上,对工业化应用的生物质微米原料气化特性展开研究。研究发现,气化终温、原料类型等会对工业化气化结果有很大的影响[19-21]。在本示范装置试验中得到如下结论:
(1)气化终温是影响生物质气化的决定性因素之一。在空气作为气化剂的条件下,生物质微米原料示范装置气化试验的最优气化终温为1 000 ℃。相比于1 100 ℃时合成气热值6.09 MJ/m3,虽然1 000 ℃时热值只有5.43 MJ/m3,但是综合考虑气化效果和气化成本,终温1 000 ℃最优。
(2)生物质原料的种类也是决定气化结果的重要因素之一。气化原料中,含纤维素较多的原料气化效果优于含木质素多的原料。在工业化应用购买原料时,应当选取纤维素含量较多的原料进行气化。
猜你喜欢
学与玩(2022年10期)2022-11-23
分子催化(2022年1期)2022-11-02
应用化工(2022年8期)2022-10-03
昆钢科技(2022年2期)2022-07-08
环境卫生工程(2021年2期)2021-06-09
环境卫生工程(2021年1期)2021-03-19
竹子学报(2019年4期)2019-09-30
建材发展导向(2019年10期)2019-08-24
中国特种设备安全(2019年5期)2019-07-16
上海节能(2019年6期)2019-07-05