
多级机采茶青分选机的设计与试验
2020-05-23 06:23薛亚军贺福强徐浩然
新疆农机化 2020年2期
薛亚军,贺福强,李 赟,徐浩然
( 贵州大学机械工程学院,贵州 贵阳550025)
0 引言
中国是世界产茶和出口茶大国,茶叶品种繁多,例如绿茶、黑茶、红茶、普洱茶、白茶和黄茶等,制作工序也较为多元化[1]。不同的茶叶制作工序差异较大,但总体来说制作工序可以归纳为采摘、分选、烘干、揉制、分装和冷储等。其制作工序中的分选对象是制作各类茶叶的唯一原料—茶青,即从茶树上采下的鲜叶嫩梢[2]。不同茶叶的初加工对茶青的要求各不相同,例如许多名优绿茶要求的是1 芽1 叶,而大多数高档绿茶和红茶则要求1 芽1~2 叶或3 叶,也有一些茶叶是用茶青条进行加工而成。由于现在茶叶的采摘依靠机械进行,虽然工效高,但机采茶青往往存在长短不齐、老嫩不均、匀净度低、茎梗含量高等问题,以此为原料的工艺技术也未标准化,制成的成品茶品质较低,故需要通过分选设备将茶青中不便制作成茶叶的大枝茶青清理出去,并将茶叶按品质分级,使得产品条索整齐,形色美观[3-5]。 茶青分选是茶叶加工中的主要步骤之一,不仅会直接影响到茶叶的等级、产品质量,而且还会对后续的工序产生影响[6]。
以往生产中常用的是阶梯式拣梗机和静电拣梗机,由于机械性能等原因,其使用效果均不甚理想,因此主要还是依靠人工进行分拣,而人工分拣不仅效率低下,而且分拣过程中会或多或少会造成茶青品色损坏,从而导致茶叶加工质量下降[7-9]。基于这些原因,设计了一种多级针式提升茶青分选机(下文简称多级分选机),有效解决了采取分选耗时耗力的问题,极大提高茶青分级效率,即解放人力,又很好保持了茶叶品色鲜香,确保精制茶叶的质量[10]。
1 整机结构和工作原理
1.1 整机结构
在我国现有的机采茶青分选机械主要有2 种类型,一类是基于物理特征的鲜叶分级技术利用叶、梗几何形状不同进行分离和分级[11-12];另一类是根据叶、梗色差利用计算机图像识别技术进行分离、分级[13-15]。本机的设计思路是通过不同级别的茶青尺寸不同的物理性质进行设计的,采用了辊式分级,设计了四级分选装置,通过分级滚筒之间间距的不同对机采茶青进行分选。 该机主要由动力部分(减速电机)、传动部分(上料皮带、精选输送带、导向板、初选分选滚筒总成、反拨装置、精选回料仓、针选皮带、挡板)、精选总成(二、三等茶青分选滚筒总成、一等茶青输送带、出口导向槽、挡板)、操作箱、电控柜和机架等部分组成,其整机结构如图1。
1.2 工作原理
工作时,首先将机采茶青装入装料槽,然后启动减速电机,减速电机驱动传送带,从而将装料槽中的机采茶青原料输送至茶青初选滚筒总成输送面,初选滚筒总成中滚筒组合间隙为固定值60 mm,其功能是分离大枝茶青(茶青尺寸大于60,mm),输送可选茶青通过初选分选滚筒总成时,因自身尺寸小于间隙和机身小幅振动,可选茶青通过滚筒间隙,落入精选皮带输送带,输送至针选皮带总成,通过针选皮带的提升作用,将可用茶青提升至茶青精选滚筒总成输送面,根据可用茶青各个等级的尺寸不同,精选茶青分级装置一共分为四层,其中前三层为分选滚筒总成,为了提高分选效果与水平面呈15°安装, 最下层为输送带也是呈15° 安装, 由于机采茶青中三等茶青占比较大,故在分选滚筒总成中设计了两层分选滚筒总成进行分选,其滚筒间隙为40 mm,所以尺寸小于40 mm 的茶青不能被分离,只能落入二等茶青分选装置,其滚筒间隙为15 mm。 这样,经过两级分选装置实现茶青的一、二、三等级的分离。
2 关键结构及主要参数
2.1 茶青初选上料皮带
该装置主要由装料槽、输送带、反拨装置和导向板组成,其结构如图2。其主要功能是保证茶青顺利输送至茶青初选分级装置。输送速度由减速电机控制,单位时间内的输送量计算如下。
称取一定时间内的茶青输送量,并按下式计算:
式中E—生产率,kg/min;Wi—茶青输送量,kg;T—工作时间,min。
茶青的输送效率与输送带安装的倾斜角度密切相关。角度过大茶青输送效果会变差而导致茶青提升量降低,且茶青在自重的影响下将无法承载在输送带中的隔板上;而角度过小会导致茶青堆积。根据分析,当满足茶青的动堆积角度小于输送带的倾斜角度时,才能保证输送带的输送效率高。且在满足输送率的同时,还要考虑到安装是否便利性及茶青是否能稳定地置于隔板上,因此输送带倾角为45°,为防止茶青堆积还设计了反拨装置。
2.2 茶青初选装置设计
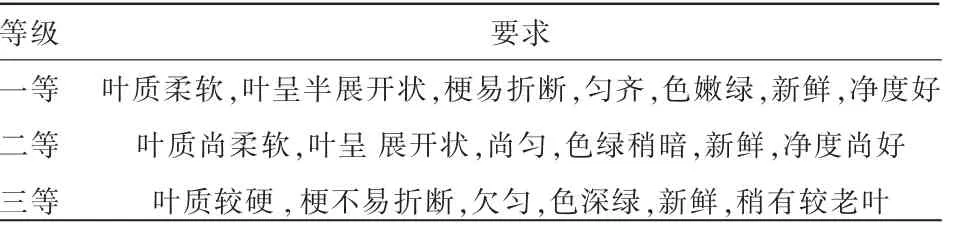
表1 茶青等级要求
根据机采茶青中不同等级的茶青的尺寸不同,等级规格如下:一等茶青15<mm,二等茶青15 mm~40 mm,三等茶青40 mm~60 mm,大枝茶青>60mm。 茶青规格和等级要求见表1。
茶青分选机初选装置主要由分选滚筒总成、摩擦皮带、主驱动组件等构成,如图3。 传输动力由主驱动组件中的减速电机提供,分选滚筒总成在摩擦皮带的作用下同时具有横向输送的作用,在对大枝茶青进行分级的时候,为防止茶青受到损坏,滚筒表面设有橡胶防护层。
初选装置其分选滚筒间隙设置为固定值60 mm,尺寸大于60 mm 的大枝茶青通过分选滚筒总成的横向输送至大枝茶青出口导向槽,而尺寸小于60 mm 的可选茶青则从滚筒间隙落下至下方的输送带输送至针选皮带总成进行提升。
2.3 针选提升皮带的设计
该装置主要由主、从滚筒、输送带、∅1 的气钉等组成,如图4。气钉的设计安装对于可用茶青提升装置的提升率起着决定作用。 可用茶青从输送带输送过来进入针选皮带,虽然受到了气钉的支撑作用,但在自身重力的影响下,茶青仍存在向下滑落的趋势,不合理的气钉尺寸,可能在提升过程中造成可选茶青堆积或难以提升掉落至精选回料仓等问题。由于茶青经过初选装置中的反拨装置的作用,其茶青堆积高度小于25 mm,且茶青的质量很轻因此,故只需合理分析可选茶青的尺寸,找到合理的气钉尺寸即可。根据可选茶青的尺寸范围,气钉的高度设定为50 mm,安装间隔设定为100 mm。
2.3.1 输送带带速
可选茶青的重量、输送量以及受力状况共同决定了输送带的带速大小。为了满足可选茶青在所设带速下能平稳地从精选输送带进入针选皮带上的气钉间隔中,且不会发生针选皮带空载的现象,也不会因输送带速过快大量茶青堆积而掉落至精选回料仓中。预设输送带的最佳带速为0.21 m/s。
2.3.2 输送带倾斜角度
气钉尺寸及输送倾斜角度在提升输送可用茶青的过程中对提升效率起着至关重要的影响。过大的倾斜角度下,气钉支撑不住可选茶青从而落入精选回料仓,降低其提升输送效率;过小的倾斜角度会导致出现茶青堆积现象。在考虑安装操作性及可选茶青能稳定地置于气钉上的前提下,为满足更好的提升效果,初步设定安装角度为75°。
2.4 精选装置设计
茶青分级装置如图5,由导向板、反拨装置、一等茶青输送带、二和三等茶青分选滚筒总成及相应等级的出口导向槽组成。为了提升分选效率,精选装置呈15°倾斜安装,该装置的作用是通过不同的滚筒间隙及机身轻微的振动分选出不同等级的茶青。
2.4.1 分级滚筒间隙的确定
分选滚筒是决定分选效果的主要部件之一。不同尺寸的茶青的加工用途确定了本文设计的茶青精选装置的级别范围,最上两层分选滚筒间隙分选出的茶青用来加工三等茶,因此滚筒间隙设为40 mm;第3 层分选二等茶青用来加工二等茶,故滚筒间隙设定为15 mm;而第4 层茶青输送带则是输送尺寸小于15 mm 的一等茶青来制成一等茶。
2.4.2 分级滚筒直径的确定
如图6,对可用茶青在分选滚筒总成的滚筒间的受力进行分析。 将茶青近似与圆柱棒,N1、N2和F1、F2是茶青在两个滚筒间受到的支持力和摩擦力,自身重力mg。两个滚筒对茶青的作用点用O1、O2表示,N1与Y 轴方向的夹角为β,N2与重力mg 之间的夹角为θ1,水平方向与Y 轴的夹角为θ2,摩擦力F1给茶青提供的力矩为Mf1,mg沿水平方向给茶青提供的力矩为Mf2,当满足茶青在此作用点对O1点的合力矩大于零,则茶青能够随分级滚筒向前运动,作用于茶青上的所有力对接触点的合力矩为:
式中f—摩擦因数;d—茶青几何中心到滚筒2 作用点距离(mm)。
同时应该满足沿着接触点O1切线方向上的合力大于零,化简得:
所以,当满足式(2)、(3)时,随分级滚筒转动茶青能够向前输送,但是茶青并不是规则圆柱体,当茶青的输送量较大,只有当在该作用点上重力沿滚筒上的分力所提供的力矩在任意时刻,都满足小于摩擦力给茶青所提供的力矩时,茶青才能避免堵塞在滚筒间隙中得不到分级即:
将公式(2)、(5)带入(4)中得滚筒所需半径R,即:
通过上述理论分析得出滚筒半径的最小值50 mm。
2.4.3 分选滚筒的转速的确定
茶青从针选提升皮带由自身重力作用,掉落至第一层的分选滚筒上,随着滚筒转动通过滚筒间隙向前运动,如果滚筒转速过快,会导致茶青受损;转速过慢,会导致茶青堆积无法分级,因此要合理设计滚筒转动的速度范围,来满足茶青向前输送分选的。茶青在滚筒间受力方程为:
式中γ —茶青和水平方向的夹角(°);f1—茶青受到滚筒1 的摩擦力;f2—茶青受到滚筒1 的摩擦力
茶青所受力矩平衡方程为:
式中J—茶青转动惯量(kg/m2);θ—角位移(rad)
由式(7)、(8)得:
式中l—茶青的长度(mm);R—滚筒直径(mm)
茶青随滚筒转动的线速度为:
式中ω—茶青运动的线速度(rad/s)
对式(10)两边求导得:
式中a1—茶青运动的加速度(m/s2);α—茶青的角速度(rad/m2)
将式(11)代入式(9)得:
茶青随滚筒前进的速度:
式中n—滚筒转速;k—茶青与滚筒的摩擦因数;d—滚筒直径(mm)
将式(10)、(12)代入式(13)中得到茶青随着滚筒运动速度公式:
根据式(14),结合整机结构尺寸以及针选皮带的输送速度,茶青从针选皮带落入分级滚筒上的线速度为0.21 m/s,k约为0.6,结合辊子半径50 mm,确定辊子转速范围60~90 r/min。
3 试验分析
3.1 试验设计
根据所设计的分级机的工作原理,该机是通过分选滚筒的转速和针选皮带提升效果等多因素共同完成分级作业,为了验证分选机的工作效率,探明影响其分级效果的主次因素。以茶青的机械组成、分选滚筒的转速、针式皮带的安装角度为试验变量,以分选合格率、漏选率为评价标准,进行多因素正交试验,获得各指标与各个因素间的量化关系,试验因素水平如表2 所示。
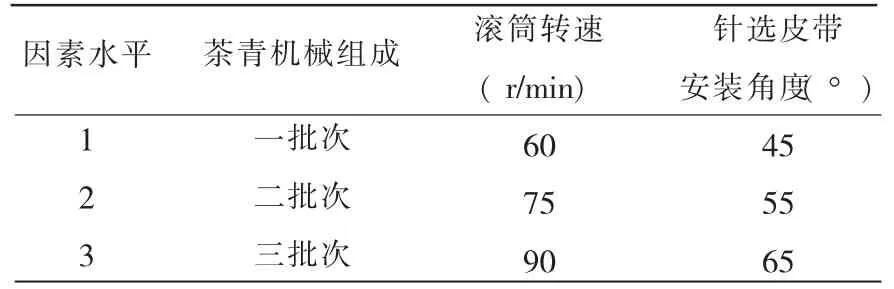
表2 试验因素与水平
3.2 分级效果评价指标
3.2.1 合格率
合格率(Qualified ratio,Qr)是指在茶青分级过程中,相应等级的茶青输送至相应出口导向槽的多少。计算公式如下:
式中Ms —输送至相应出口的相应等级茶青重量,(kg /min);Mt —出口处的茶青总重量(kg /min)。
3.2.2 漏选率
漏选率(Regression ratio,Rr)是指茶青由于针选皮带安装角度或者其他因素,未被提升至分级滚筒总成上而残留在精选回料仓的多少。 漏选率计算公式如下:
式中Mf—茶青输送量(kg/min);Mz —各个出口的茶青总量(kg /min)。
3.3 茶青分选机分级效果
3.3.1 鲜叶机械组成划分
由于分选机初选装置和分级装置设置有三种不同间隙的分选滚筒总成,茶青经过分选滚筒总成可以得到四种不同等级的茶青原料,即一等茶青(小于15 mm)、二等茶青(15~40 mm)、三等茶青(40~60 mm)、大枝茶青(大于60 mm)。以机采茶青尺寸大小分级归类,划分茶青的机械组成,不同批次的机采茶青的机械组成划分结果见表3。从表3 茶青的机械组成看,大枝茶青所占比例较小,一等和二等茶青所占的比例差异不大,三等茶青占有较高的比例,是其它等级茶青比例的2~3 倍。这表明,机采茶青的机械组成中,三等茶青所占比例较大,故要设置两层分选滚筒进行分选。
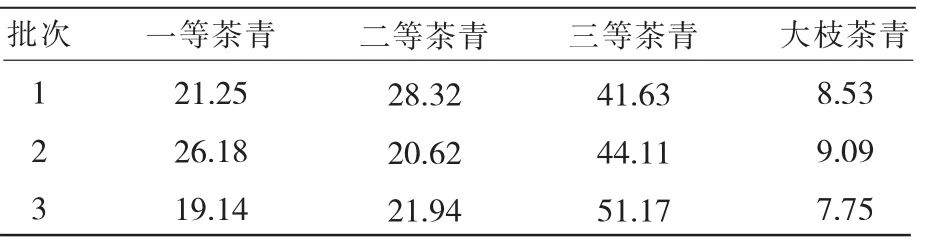
表3 茶青原料机械组成划分结果(%)
3.3.2 鲜叶原料分级
不同针选皮带安装角度、滚筒转速,不同批次的茶青经多级针式提升分选机分级结果如表4 所示。不同批次的茶青经分选机分级,得到各等级分选合格率均大于50%。其中,一、 二等茶青的合格率较高,三等茶青的合格率相对较低。从针选皮带安装角度的变化看,滚筒转速为75 r/min 时,各区段的合格率较高。选取第二批次的茶青,安装角度为65 ,滚筒转速为75 r/min 时,获得各区段的合格率最高,分别约为85%、83%、74%和85%。
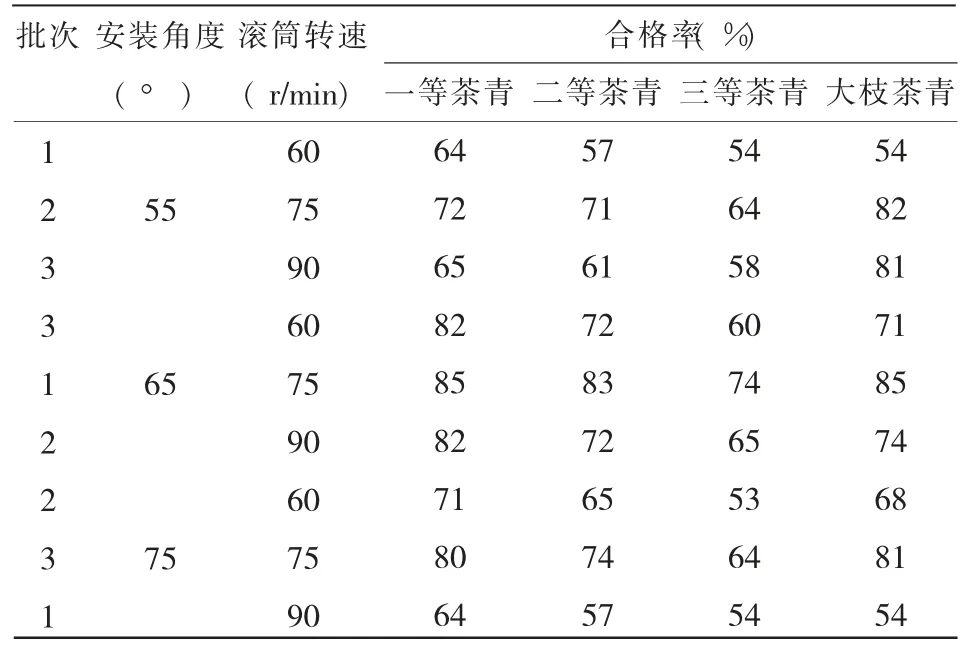
表4 分选机分级结果
3.4 正交试验结果
以各批次茶青机械组成、滚筒转速、针选皮带安装角度为分选机分级效果的试验变量,以平均合格率及漏选率为评价标准, 得到正交实验结果如表5。实验结果显示,不同批次茶青的机械组成、 滚筒转速、安装角度对分级机的平均合格率和漏选率的极差分别为1.3、2.3、12.3 和0.5、2.4、4.7,相应的变幅分别为60%~81%和3.4.0%~14.35%。 这表明,各因素影响合格率和漏选率的主次顺序为滚筒转速>安装角度>茶青机械组成,最优组合为第二批次茶青原料机械组成、滚筒转速为75 r/min、安装角度65°。其中,安装角度65°时,可在降低漏选率的同时提高分选机的分级合格率。对于本研究所设计的分选机而言,采用第二批次茶青为试验原料,滚筒转速为75 r /min 且安装角度为65°时,平均合格率最高,漏选率最低,分别达81%和3.4%。

表5 正交试验结果
4 结论
(1)利用该分选机进行分级作业。 设置滚筒转速为75 r/min、针选皮带安装角度为65°,使用第二批次茶青进行分级,得到分级平均合格率为81%,漏选率为3.4%。试验结果表明,应用该机对机采茶青进行分级并工质量优良、外形均一的不同等级茶叶是可行的,且实现了茶叶生产连续化、标准化、自动化,解放了大量劳动力,极大程度上提升了茶叶的质量及经济效益;
(2)分选滚筒总成的长度和针选皮带安装角度是决定分级效果好坏的必要因素。在一定范围适量增加分选滚筒总成的长度,合理安装针选皮带,有助于减少茶青未被提升而被遗漏在精选回料仓中的现象产生,降低分级机的漏选率。 同时,在分选滚筒总成上配置的反拨装置有效地保证了分级过程中茶青厚度均匀一致,防止了茶青提前或滞后现象的出现,为实现加工技术装备的标准化提供了可能。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
科海故事博览·下旬刊(2022年4期)2022-05-07
福建茶叶(2021年8期)2021-12-07
农村百事通(2021年19期)2021-11-06
幼儿教育·父母孩子版(2021年6期)2021-08-05
农村百事通(2021年7期)2021-07-26
矿山机械(2021年2期)2021-03-03
科技创新导报(2019年16期)2019-11-13
幼儿教育·教育教学版(2019年9期)2019-02-02
船海工程(2018年1期)2018-03-01
