
催化裂化汽油脱硫精制技术研究进展
2020-06-29 04:15王慧张睿刘海燕孟祥海
化工进展 2020年6期
王慧,张睿,刘海燕,孟祥海
(中国石油大学(北京)重质油国家重点实验室,北京102249)
随着清洁车用汽油标准的日益严格,我国汽油质量升级面临着严峻的挑战。国Ⅴ汽油标准首次规定商品汽油硫含量不高于10μg/g,国Ⅵ汽油标准要求在控制硫含量不超过10μg/g 的同时,不断降低烯烃和芳烃含量[1]。催化裂化(FCC)汽油作为车用汽油的主要调和组分,约占我国商品汽油的70%。镇海炼化公司标定结果表明,未处理的FCC汽油中硫含量高达580~942μg/g[2]。随着裂化原料的重质化和劣质化,FCC汽油中的硫含量也在逐渐增大。同时,FCC汽油中烯烃和硫分布不均匀,轻汽油馏分中烯烃含量高,而重汽油馏分中硫含量高[3-4],如表1、表2 所示。传统的加氢脱硫技术,在脱硫的同时烯烃饱和量较大,因而造成辛烷值损失较大。因此大幅度降低FCC 汽油的硫含量,适当降低烯烃的含量,同时保持较低的辛烷值和收率损失,成为了FCC汽油脱硫精制的目标。

表2 FCC汽油中硫化物类型及分布
目前FCC 汽油脱硫精制多采用选择性加氢技术。国外成功应用的FCC 汽油脱硫精制技术包括法 国 石 油 研 究 院(IFP) 的Prime-G+技 术[5-7],Exxon Mobil公司的SCANfining技术[8-10],CD Tech公司的催化蒸馏技术[11-13];深度脱硫耦合辛烷值恢复技术包括UOP 公司的ISAL 技术、OCTGAIN 技术。这些技术均取得了较好的工业应用结果,但是对于处理烯烃含量高的汽油仍无法解决深度脱硫和辛烷值保持、烯烃饱和率之间的矛盾[14]。国内加氢脱硫精制技术主要包括中国石化石油化工科学研究院(RIPP)的RSDS技术[15-17]、中国石油石油化工研究院的DSO技术[18];中国石化大连(抚顺)石油化工研究院(FRIPP) 的OCT-M 技术[19]、FRS 技术、OTA 技术;选择性加氢脱硫耦合辛烷值恢复技术包括中国石化石油化工研究院的RIDSO 技术[20-21],中国石油大学(北京)的GARDES技术[22-23]。由于收率和稳定性等因素,OTA技术应用不够广泛[21]。吸附脱硫技术以S-Zorb 技术[24]为代表,其脱硫率高、辛烷值损失小、氢耗低,但是针对硫含量高的FCC汽油,烯烃饱和率高、辛烷值损失增大[25]。本文综述了多种选择性加氢脱硫技术的优缺点以及应用前景。
1 国外选择性加氢脱硫技术
国外选择性加氢脱硫技术(Prime-G+技术[5-7]、SCANfining 技术[8-10]、催化蒸馏技术[11-13])工业应用好,脱硫率高,可用于生产超低硫汽油。但针对高硫FCC 汽油原料,仍存在辛烷值损失较大、液收较低等问题。因此如何在高脱硫率下保持辛烷值和液收是技术改进的方向。
1.1 Prime-G+技术
Prime-G+工艺采用固定床反应器,对FCC汽油全馏分直接进行加氢,二烯烃饱和、反式烯烃异构、轻硫醇硫醚化。选择性加氢反应器与分馏塔相结合将FCC 汽油分割为轻汽油馏分和重汽油馏分。分馏塔塔顶流出的轻馏分中不含硫醇,含硫量低并且二烯烃浓度满足后续的醚化或烷基化单元;塔底流出的重汽油馏分在双催化剂体系中进行深加氢脱硫,在高脱硫水平下控制烯烃饱和程度。工艺流程如图1所示[5-6]。

图1 Prime-G+工艺原则流程
Prime-G+工艺采用的双催化剂体系是IFP 和Axens 开发的HR-806 和HR-841 催化剂的组合。HR-806 催化剂实现大部分脱硫,操作条件缓和,脱硫活性高,选择性好,烯烃饱和少;而HR-841催化剂只是降低硫和硫醇的含量,对烯烃加氢没有活性,烯烃不饱和[7,26]。
Prime-G+工艺得到的脱硫汽油辛烷值损失小,汽油产品硫含量低于10μg/g[27]。若用其生产超低硫汽油,RON损失约2个单位,几乎无裂解反应,汽油收率接近100%。该工艺对原料适应广泛,可用于各种加工方案得到的汽油。截至2012 年,已在全世界200余套装置上应用[28]。
1.2 SCANfining技术
SCANfining 技术[8-10]根据原料中硫含量的不同可以分为SCANfining-Ⅰ和SCANfining-Ⅱ两代工艺。SCANfining 工艺流程如图2 所示。FCC 汽油原料先进行二烯烃的加氢饱和,以减少二烯烃聚合堵塞后续反应器的概率。随后在加氢脱硫反应器(催化剂为RT-225)进行选择性加氢脱硫,最后得到低硫汽油[26-27]。

图2 SCANfining工艺原则流程
Exxon Mobil与Akzo Nobel联合开发了选择性加氢脱硫催化剂RT-225[29-30]。RT-225 是Co-Mo 催化剂,具有金属含量低、分散度高、活性高、辛烷值损失少等特点,合理选择催化剂表面的最佳活性位点,能够进一步提高目标反应的选择性。
SCANfining技术可用于FCC重汽油馏分,当脱硫率达到95%时,辛烷值[(R+M)/2]仅损失1~1.5个单位。此外,SCANfining 技术不需要产品分离塔,氢气消耗比传统加氢精制低30%~50%,从而节省大量投资和运营成本。截至2010 年,SCANfining工艺已被30多家炼厂采用[27,31]。
Prime-G+技术和SCANfining技术均对FCC汽油全馏分进行加氢。先对二烯烃进行加氢,在一定程度上避免二烯烃聚合结焦,堵塞催化剂孔道,影响催化剂使用性能。但是相对于分馏后加氢,投资成本和操作费用都较大。
1.3 催化蒸馏加氢脱硫技术(CD技术)
FCC 汽油可以在脱硫之前通过蒸馏进行分馏,各个馏分在最佳条件下脱硫,能够在一定程度上降低投资成本和操作费用,一般需要多个加氢反应器,在单个反应器中耦合分馏和加氢脱硫是一个突破[26]。
催化蒸馏工艺[11-13]基于FCC 汽油脱硫和分馏同时进行。蒸馏塔加氢脱硫催化剂填充程度取决于FCC汽油进料的性质和目标产品规格。来自CDHydro底部的重馏分和中馏分被送入CDHDS 单元。CDHDS 单元填充有两个催化剂层,上催化剂层和下催化剂层分别使重馏分和中馏分脱硫。因为烯烃集中在CDHDS 单元的上部,因此在其下部进行相对重的含硫化合物的选择性加氢脱硫,且不会使烯烃过度饱和。简化的CDHDS工艺流程如图3所示[33]。
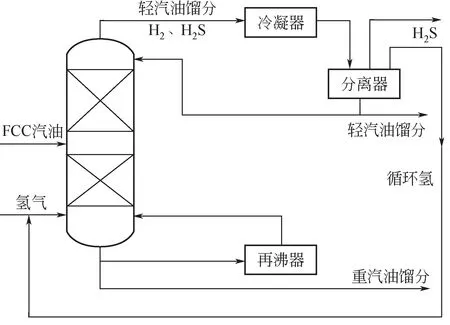
图3 简化的CDHDS工艺原则流程
两阶段CD Tech工艺能进一步提高工艺可行性和产品质量,包括CDHydro 阶段和CDHDS 阶段。CDHydro 反应器装有Ni 催化剂(C-448),催化硫醇和二烯烃反应转化为较重的硫化物。CDHDS 反应器装填Co-Mo 催化剂(C-411SM3 或DC-130),同时进行加氢脱硫和蒸馏。该工艺原理流程如图4所示[34]。

图4 CD Tech工艺原则流程
2014 年,中国中化集团有限公司泉州石化采用催化蒸馏加氢脱硫技术,工业运行结果表明,该技术对于不同FCC 汽油原料均可将汽油产品中硫含量降低到10μg/g以下,脱硫率高达99.3%,RON损失最低为0.5 个单位。对于高硫含量的FCC 汽油,RON损失小于3个单位;对于低硫含量的FCC汽油,RON损失约0.5个单位[35]。
2 国内选择性加氢脱硫技术
国内选择性加氢脱硫技术主要包括RSDS 技术[15-17]、OCT-M 技术[19]和DSO 技术[18]等。针对国务院发布的蓝天保卫战三年行动计划,油品质量升级迫在眉睫,国内技术升级需要解决的关键问题是在保持辛烷值的同时,将车用汽油硫含量降低到10μg/g以下。
2.1 RSDS技术
RSDS 工艺原则流程如图5所示[15-17],FCC 汽油原料在分馏塔中被切割为轻重汽油馏分,碱洗脱硫醇后的轻馏分与选择性加氢后的重馏分混合进入氧化脱硫单元,处理后得到RSDS汽油。RIPP成功开发出分级催化剂,在相同的加氢脱硫速率下,分级催化剂RSDS-Ⅱ(RSDS-21 和RSDS-22)较第一代催化剂显示出更好的选择性,并且辛烷值损失少得多[13]。RSDS-Ⅲ催化剂较RSDS-Ⅱ催化剂在目标产物选择性和反应过程稳定性有进一步的优势,对不同的FCC 原料具有良好的适应性,可用于各种催化裂化汽油脱硫精制[36]。

图5 RSDS工艺原则流程
目前,RSDS 技术工业应用标定结果表明,RSDS 汽油产品硫含量低于10μg/g,烯烃体积分数低至15%,产品汽油收率超过99.5%,RON损失约1.5个单位[15]。截至2017年,RSDS工艺在中国石化公司的胜利石化、荆门石化、天津石化、长岭石化分公司、上海石化、九江石化、青岛石化以及榆林炼油厂等得到广泛应用[28]。
2.2 OCT-M技术
OCT-M 工艺[19]采用FGH-20/FGH-11 组合 加氢脱硫催化剂。FCC汽油进行馏分切割后重汽油馏分在较缓和的条件下加氢脱硫,尽可能避免辛烷值损失,轻重馏分混合脱臭后得到全馏分汽油产品,工艺原则流程如图6所示。FCC汽油的脱硫率可以达到85%~90%,烯烃体积分数为15%~25%,辛烷值损失小于2 个单位,抗爆指数损失小于1.5,液收超过98%。针对硫含量较高的FCC汽油,可以将硫含量和烯烃体积分数由1635μg/g和52.9%降低到192μg/g和42.1%,辛烷值损失1.2个单位。
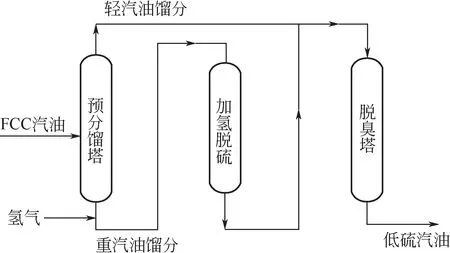
图6 OCT-M工艺原则流程
改进的OCT-MD 技术相较于OCT-M 技术,先对全馏分汽油进行脱臭处理,降低轻馏分硫含量的同时减轻重馏分加氢深度[2]。OCT-MD 工艺流程如图7所示,FCC全馏分汽油无碱脱臭,将小分子硫醇氧化为较重的二硫化物转移至重汽油馏分,再根据适宜的切割温度进行馏分切割。重汽油馏分在FGH-21/FGH-31 催化下进行加氢脱硫,随后进入分离器进行氢气回收。最后汽提塔塔底抽提得到重馏分,与轻汽油馏分调和后即为OCT-MD产品[37-38]。
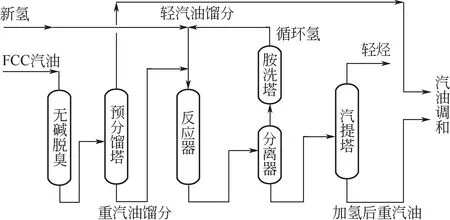
图7 OCT-MD工艺原则流程
2010年,中国石化镇海炼化分公司采用OCTMD 技术,汽油产品脱硫率超过95%。当汽油原料硫含量为580~942μg/g 时,产品汽油硫含量为28~44μg/g,RON 损失3.3~3.5个单位;当汽油原料硫含量为308~483μg/g 时,产品汽油硫含量为52~55μg/g,RON损失0.4~0.8个单位[2]。2013年,中国石化金陵分公司的OCT-M 装置能生产硫含量低于15μg/g、RON 损失约2.5 个单位的汽油产品,当实施OCT-MD 方案时,汽油产品中硫含量低于10μg/g,RON损失约为1.7个单位[38]。
RSDS 技术和OCT-MD 技术最主要的区别在于FCC 汽油原料分馏和脱臭的顺序不同,RSDS 技术先进行分馏后脱臭,OCT-MD技术反之。两种技术适应原料广泛,操作灵活性大,都能有效降低汽油中硫含量,维持较低的烯烃饱和率,产品液收高,并且在操作能耗以及氢耗等方面都相当。此外,两种技术在开发初期均未设置二烯烃脱除装置,二烯烃在一定温度下易与其他烃类反应结焦积炭沉积在催化剂床层,后续技术改进均增加了二烯烃预处理装置,保证装置长周期平稳运转[39]。
2.3 DSO技术
DSO工艺对FCC汽油原料进行预加氢处理后进入分馏塔,塔底的重馏分进行选择性加氢脱硫以及后处理,与轻馏分调和得到DSO 汽油产品,工艺流程如图8 所示[17]。该技术能够灵活控制脱硫深度,脱硫活性高,汽油液收高,辛烷值损失小。
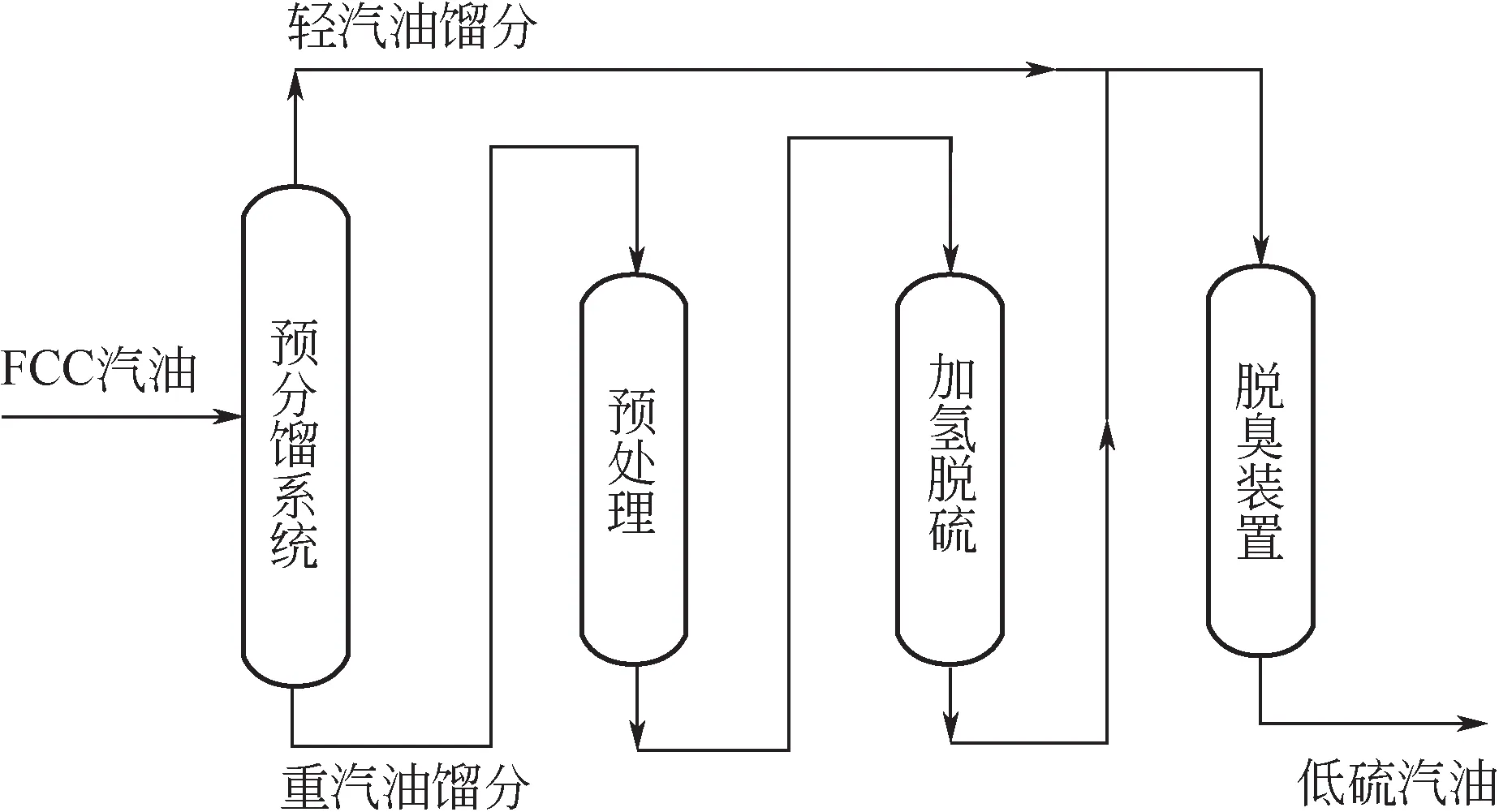
图8 DSO工艺原则流程
DSO 工艺[18]采用GHC 系列(GHC-11、GHC-31和GHC-32)催化剂,制备方法简单,不含贵金属和沸石。基于技术手段,如通过微调氧化铝载体改变孔结构,使用化学添加剂和制备稳定的Co-Mo溶液,优化和匹配催化剂的孔结构、酸度和活性,提高催化剂的选择性和稳定性,深度脱硫的同时抑制烯烃饱和。
DSO-M 技术[40](切割馏分加氢)相较于DSO技术采用两段加氢处理,增加了重汽油馏分加氢改质单元,在保证脱硫深度的同时降低辛烷值损失,工艺流程如图9所示。一段加氢采用DSO催化剂脱除含S、N、O 的非烃类化合物,饱和二烯烃;二段加氢采用M 催化剂催化烷烃的异构/芳构化,部分长链烃裂化为短链烃。
M-DSO技术[41-42](全馏分加氢)先对FCC汽油全馏分进行预加氢处理后再进行馏分切割,重汽油馏分依次进行加氢改质和加氢脱硫处理,工艺流程如图10 所示。M-DSO 技术与溶剂抽提脱硫联合工艺能够满足商品汽油质量标准对硫含量更低的要求。溶剂抽提能够将有机硫化物从汽油馏分中抽提出来,能够进一步降低FCC 汽油中的硫含量,无辛烷值损失和烯烃饱和。

图9 DSO-M工艺原则流程

图10 M-DSO工艺原则流程
2008 年,玉门炼油厂采用DSO 技术,汽油产品 硫 含 量 从320μg/g 降 到59μg/g,脱 硫 率 达 到81.5%,RON 损失约0.7 个单位[19]。2011 年,乌鲁木齐石化首次应用DSO-M 技术,汽油产品收率超过98%,硫含量低于50μg/g,RON 损失低于0.7 个单位。大连石化应用M-DSO 技术,汽油产品收率超过99%,硫含量低于50μg/g,RON 损失低于0.7个单位[40]。2013年,工业应用结果表明:当产品中硫含量低于50μg/g 时,辛烷值损失少;当产品硫含量低于10μg/g时,RON损失1.8个单位,液收超过99.5%[43]。2018年,M-DSO与溶剂抽提脱硫联合工艺运行结果表明,脱硫率高达97.7%,产品硫含量可降低到4.5μg/g,RON损失约2.3个单位[42]。
3 国内选择性加氢脱硫耦合辛烷值恢复技术
由于FCC 汽油烯烃和硫分布不均匀,轻汽油馏分烯烃含量高,含硫化合物主要为小分子硫醇、二硫化物、硫醚等,重汽油馏分烯烃含量低,含硫化合物为大分子噻吩及其衍生物[3-4]。为了更深度地脱硫同时减少辛烷值损失,轻汽油馏分中硫化物转化为高沸点硫化物进入到重馏分中,重汽油馏分采用加氢脱硫,并且后续可采用具有异构化和芳构化功能的催化剂,以减小加氢后汽油的RON 损失[44]。切割温度点越低,得到的调和汽油的硫含量越低,但是相应的辛烷值损失越大。针对不同汽油原料性质以及产品要求,合理选择轻重组分的切割点。
3.1 RIDOS技术
RIDOS 技术[20-21]对原料适应性好,操作灵活性大,根据产品要求和原料性质将FCC 汽油进行馏分切割。轻馏分进行碱洗脱除硫醇,重馏分进行加氢脱硫和加氢异构,轻重馏分调和得到RIDOS 汽油产品,工艺原则流程如图11所示。

图11 RIDOS工艺原则流程
RIDOS 催化剂[20-21]包括保护剂(RGO-2)、加氢精制催化剂(RS-1A)和异构化催化剂(RIDOS-1)。保护剂RGO-2 通过调整催化剂表面酸性和加氢功能,使其双烯饱和能力更高和烯烃饱和能力较低,积炭率更低。RS-1A 催化剂加氢脱硫活性高、烯烃饱和活性高和芳烃饱和活性低,所需反应条件更加温和。RIDOS-1 催化剂调变分子筛酸强度和酸中心分布,具有良好的催化活性,异构烃的选择性高。
2002 年,燕山石化进行RIDOS 技术首次工业应用,针对硫含量为108.5μg/g、硫醇含量为22μg/g原料,产品中硫含量为9μg/g,硫醇含量低于3μg/g,烯烃体积分数低于20%,抗爆指数损失仅1.3,辛烷值损失为1~2个单位,RIDOS汽油收率约85%[18]。
3.2 GARDES技术
GARDES工艺将深度脱硫和烯烃定向转化相耦合,分步脱除FCC 汽油中的硫醇等低沸点硫化物和噻吩类高沸点硫化物,能够在深度脱硫的同时维持较低的烯烃饱和度和辛烷值损失,并且原料和产品方案适应广泛[22]。GARDES 工艺流程如图12 所示,FCC汽油预加氢处理后切割为轻重组分,轻馏分碱洗脱硫醇,重馏分加氢脱除大分子硫化物后进行异构化与芳构化反应恢复辛烷值。处理后的轻重汽油馏分调和即GARDES调和油[45-46]。

图12 GASRDES工艺原则流程
GARDES 工艺的选择性加氢催化剂脱硫能力好,烯烃饱和度低。利用水热沉积法制备,突破了分散度与金属载体作用的依存关系,协调金属堆积度和分散度之间的关系。提高金属堆积度可以通过分散剂与Al2O3表面基团反应来减弱活性组分与载体间的相互作用;提高金属分散度可以借助分散剂在活性组分颗粒上的吸附防止其团聚,以及利用水热体系的低传质阻力促进活性组分在载体上的均匀分散[47]。
异构化-芳构化催化剂是SAPO-11/ZSM-5复合催化材料,以ZSM-5为核、SAPO-11为壳[48-50],如图13 所示。ZSM-5 具有优异的芳构化功能,适度增加强B酸位疏通孔道,进一步提高芳构化活性和稳定性。SAPO-11具有优异的异构化功能,在醇-水热合成过程中调节硅盐水解深度来调变SAPO-11的孔径。SAPO-11/ZSM-5 复合催化材料芳构化与异构化能力好,烯烃体积分数可降低15%,硫含量降低到20μg/g,且RON 不仅没有降低,反而提升了0.4 个单位;在更加苛刻的条件下,硫含量可低于10μg/g。
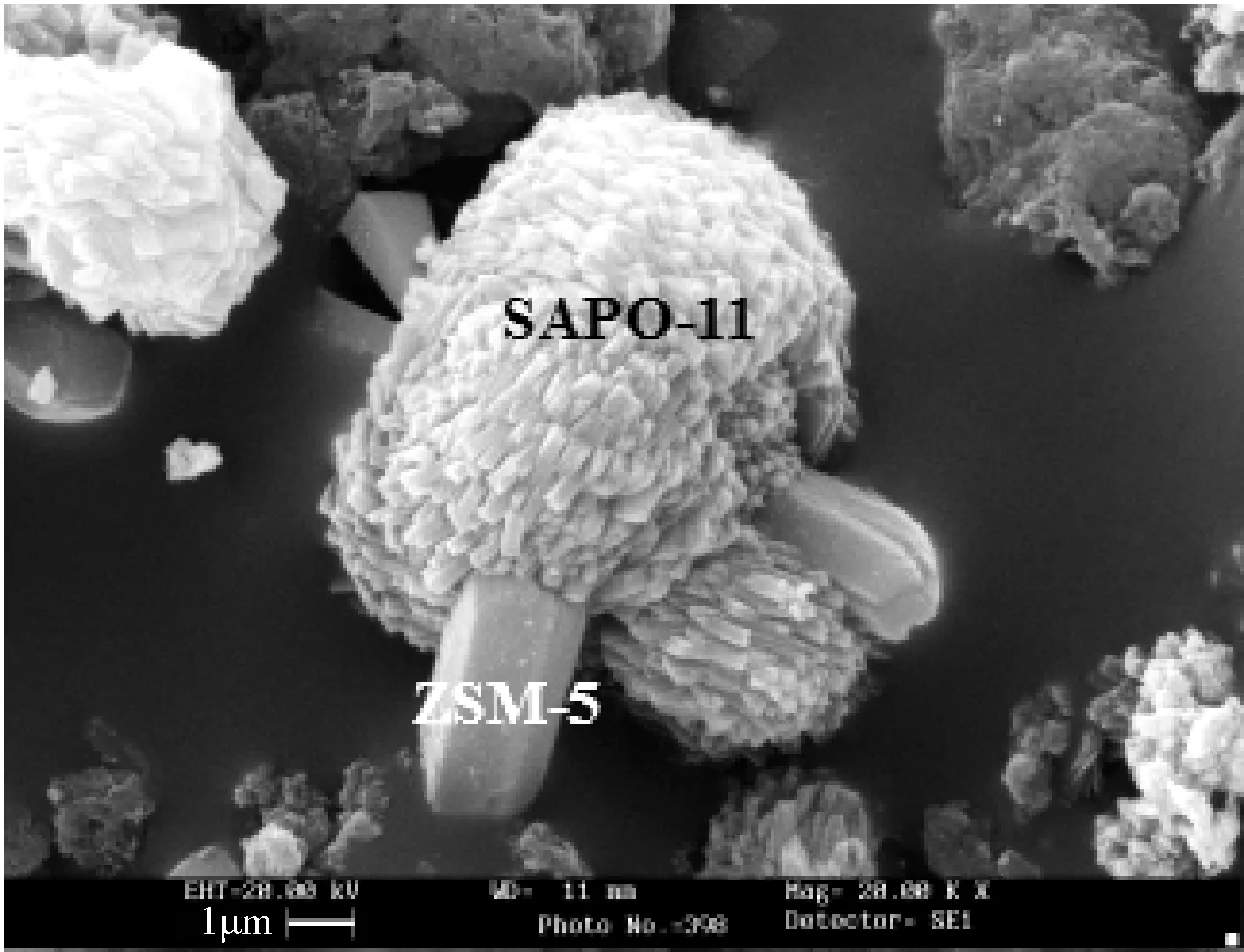
图13 SAPO-11/ZSM-5复合催化材料SEM图
2013 年,中国石油天然气集团公司首批采用GARDES技术新建7套汽油加氢脱硫精制装置,大庆石化130 吨/年加氢脱硫精制装置为规模最大的一套。工业应用标定结果表明,精制汽油产品中硫低于30μg/g,硫醇低于10μg/g,烯烃体积分数降低了1.6%,RON仅损失0.2个单位[51]。2016年,四川石化应用GARDES 技术,产品硫含量为6~8μg/g,辛烷值损失小于1,烯烃体积分数为22%~23%,比未处理的FCC 汽油的烯烃体积分数降低了6~7个百分点,芳烃体积分数为20%~22%,比未处理的FCC汽油的芳烃体积分数提升了2个百分点[52]。
4 吸附脱硫工艺
ConocoPhillips开发的S-Zorb吸附脱硫工艺[24]可以用来生产低硫和超低硫汽油。S-Zorb 技术脱硫原理如图14 所示,含硫化合物的硫原子与吸附剂反应导致碳硫键断裂,硫原子从含硫化合物中脱除吸附在吸附剂上,烃分子返回到工艺流中。H2S不会释放到产物流中,因此可以避免H2S与烯烃反应重新生成硫醇。失活的吸附剂需要连续再生,吸附剂上的硫燃烧掉后经氢气还原后再生,然后将再生吸附剂再循环回反应器中循环利用[27,53]。

图14 S-Zorb技术脱硫原理
FCC汽油部分烯烃发生化学反应,主要是烯烃双键转移和烯烃饱和反应,不发生芳烃饱和、加氢裂化和异构化反应[54]。工艺流程如图15所示,S-Zorb技术将流化床反应器与连续再生装置、高温临氢反应与吸附剂循环再生组合在一起,解决了吸附剂使用寿命短、吸附选择性不好等工艺问题。S-Zorb技术加工能力大、装置运转时间长,操作费用低,硫含量可以降低到10μg/g 以下,烯烃转化率低,辛烷值损失小,耗氢量低。但是针对硫含量高的FCC汽油,烯烃饱和率高、辛烷值损失增加。相较于选择性加氢技术,吸附脱硫技术对FCC 汽油全馏分一次脱硫,无需分馏塔,汽油消耗低、化学氢耗低、反应活性稳定、运行周期长。
S-Zorb技术应用广泛,2007年6月,国内首套装置在燕山石化建成投产,标定结果表明:进料汽油硫含量为275μg/g、烯烃体积分数为35.4%,产品汽油硫含量7.67μg/g,抗爆指数损失为0.49,液收超过99.33%[25]。2014 年3 月,国内14 套装置运行情况调研表明,大多数装置满足汽油产品硫含量低于10μg/g,汽油收率均超过99%,辛烷值损失几乎都低于1[5]。
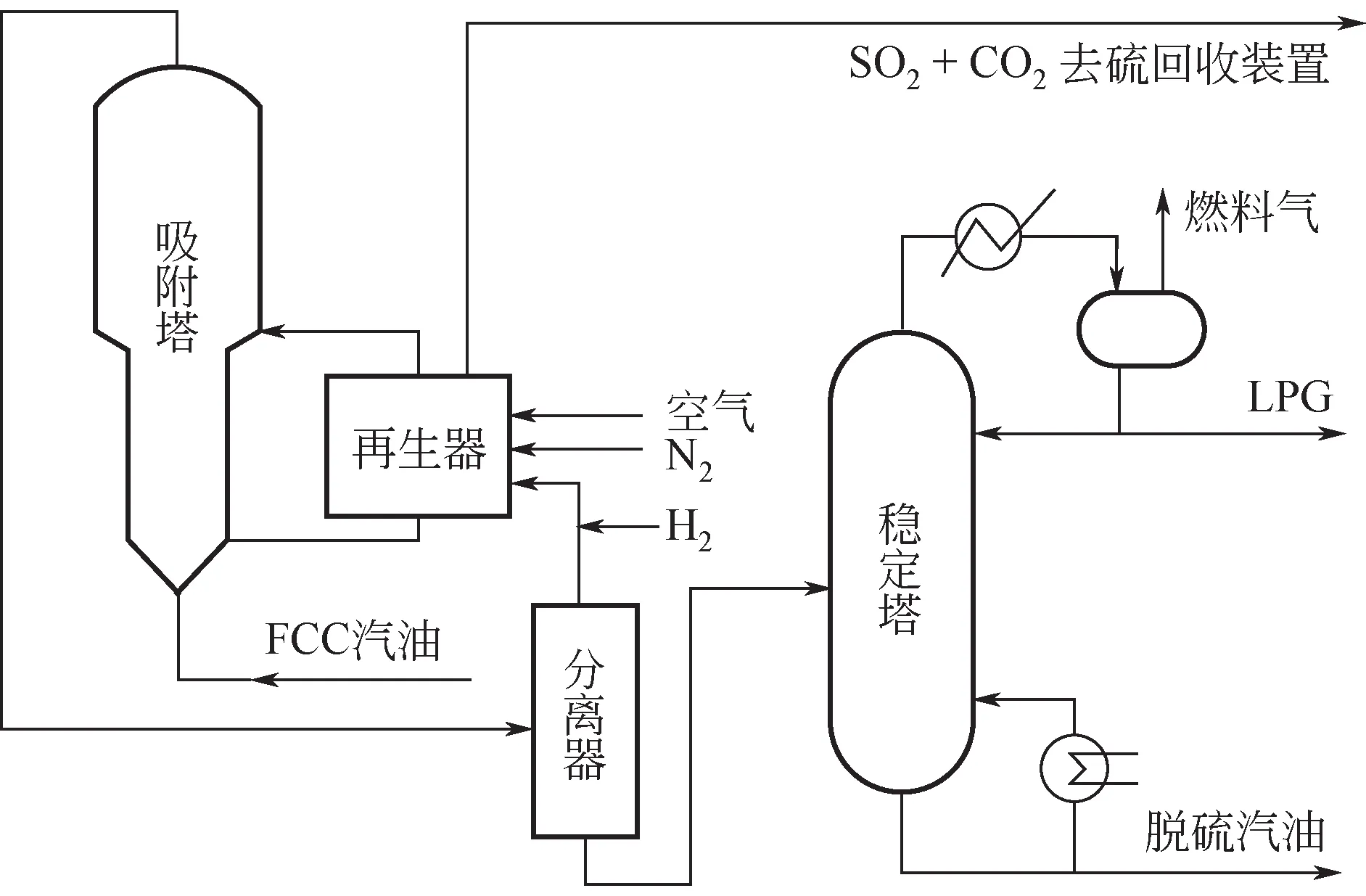
图15 S-Zorb工艺原则流程
5 结语
针对FCC 汽油的脱硫精制,选择性加氢改质技术在加大脱硫深度、保持辛烷值、降低烯烃饱和率、提高液收等方面相对于传统加氢脱硫技术有了显著改善。选择性加氢改质技术今后的改进方向主要包括催化剂和工艺流程优化,遵循操作条件缓和、脱硫活性高、烯烃饱和活性低等原则,以保证液体收率高和辛烷值损失小。
但是,催化裂化原料的重质化和劣质化导致FCC汽油的硫含量逐渐增大,面临超低硫汽油质量标准的日益严格,选择性加氢改质技术仍难以兼顾深度脱硫和辛烷值保持、烯烃饱和率之间的问题。虽然吸附脱硫S-Zorb技术具有氢耗低、脱硫率高、辛烷值损失小等优点,但是针对高硫含量的FCC汽油仍存在烯烃饱和率高、辛烷值损失增加等问题。对于FCC 汽油的深度脱硫精制,除了脱硫技术本身的进步之外,还可以考虑不同脱硫技术的组合,比如选择性脱硫技术与吸附脱硫、萃取脱硫、氧化萃取脱硫、生物脱硫等技术的耦合。
猜你喜欢
石油沥青(2022年4期)2022-09-03
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
石油炼制与化工(2022年6期)2022-06-21
电工材料(2022年2期)2022-04-26
炼油技术与工程(2022年4期)2022-04-20
石油学报(石油加工)(2022年2期)2022-03-11
化工技术与开发(2021年10期)2021-10-27
软件(2020年3期)2020-04-20
石油炼制与化工(2020年9期)2020-01-05
