
乙烯一步法制乙二醇工艺的研究现状
2020-07-17 07:27魏珍妮全民强杨红强
炼油与化工 2020年2期
魏珍妮,黄 鑫,全民强,杨红强,南 洋
(中国石油石油化工研究院兰州化工研究中心,甘肃兰州730060)
乙二醇(EG)是一种重要的有机化工原料,用途广泛。其中95%的乙二醇用于生产聚对苯二甲酸乙二醇酯(PET),其余少部分用于生产防冻剂、润滑剂、增塑剂、表面活性剂等[1]。2018 年全球乙二醇产能达到34 130 kt,我国仅占35%左右,处于较低水平。同时,根据中国海关数据显示,我国乙二醇进口量达到9 800 kt。由此看来,我国对乙二醇的需求依然比较旺盛。
1 乙二醇制备工艺
目前国内外工业化生产乙二醇的主要方法是环氧乙烷水合法,科研机构也在进行煤制乙二醇法和生物质制乙二醇法进行相关研究[2]。
环氧乙烷水合:该工艺方法中,原料乙烯先和纯氧在银催化剂的作用下进行乙烯氧化反应生成环氧乙烷,来自回收单元的环氧乙烷再与适量水混合配比,预热后进入乙二醇反应器进行水合反应,生成乙二醇以及副产物二乙二醇、三乙二醇等[3]。该工艺反应中,为提高乙二醇的选择性,需要加大量的水,导致生产得到的乙二醇产品含水量较高,复杂的分离脱水过程使该工艺流程长、能耗高、经济效益差[4]。
碳酸乙烯酯合成法:碳酸乙烯酯合成法有水解和联产的工艺路线。水解法中,含水40% 的环氧乙烷与CO2为原料,在催化剂的作用下,环氧乙烷全部转化成碳酸乙烯酯和乙二醇,碳酸乙烯酯再经过加水分解后全部转化成乙二醇,反应过程中生成的CO2大部分循环再利用,小部分排放;联产乙二醇和碳酸二甲酯路线中,二氧化碳和环氧乙烷先在催化剂作用下生成碳酸乙烯酯,再与甲醇反应生成碳酸二甲酯和乙二醇,2 种产物用途都很广泛[5]。碳酸乙烯酯法具有水酯比低、能耗低、乙二醇选择性高等优势,但是溶液中的催化剂与产品难分离,影响乙二醇的产品质量。
煤制法:在我国,利用相对丰富的煤炭资源为基础原料生产乙二醇,对资源的合理利用有重要意义。煤制法主要有3 种工艺路线,直接合成法、甲醇合成法和草酸酯加氢法。直接合成法是通过煤气化制合成气,再由合成气直接一步合成乙二醇,这种方法的核心技术是催化剂;甲醇合成法的工艺路线中,一氧化碳与氧气反应生成甲醇,甲醇经过一系列反应后得到乙二醇;前2种方法仍在研究阶段,尚无工业应用;再者就是草酸酯加氢法,这种方法利用煤气经羰基化得到草酸酯,草酸酯进一步加氢精制得到乙二醇,该工艺方法已经在我国内蒙古通辽成功建成全球首套200 kt/a 的工业示范装置。煤制乙二醇路线需要7 步骤4 反应,尤其一氧化碳精制过程要求较高,整个工艺过程中任意环节出错都将影响反应流程。
生物质制乙二醇:除传统的化工技术路线相,生物质制乙二醇方法在原料的选择上具有绿色、多样且可发展的优势。目前,糖类经糖醇氢解制乙二醇的技术相对成熟,已建成多套工业规模装置,由于原料主要来源是玉米或富含淀粉的粮食,生产规模会受到粮食安全政策的限制。经纤维素催化转化制乙二醇则具有更好的前景,大化所开发的生物质制乙二醇新路线中,将经过预处理后的秸秆等生物质进行催化转化,乙二醇产物的选择性能达到60%~80%,在国际上尚属首次。
乙二醇的生产工艺流程都较长,为了缩短工艺流程,降低生产成本,一步法合成乙二醇的方法正在研究中。2010 年,尹进华等以二叔丁基过氧化物(DTBP)为引发剂、甲醇与甲醛为原料一步法合成乙二醇。在最优工艺条件下实验结果的气相色谱数据分析中,甲醇所占比例最高,达到58.72%,其次是水,占比21.33%,反应产物主要为乙二醇、二乙二醇、甲缩醛和叔丁醇, 其中乙二醇含量6.51 %。从实验过程和结果来看,经过自由基反应将甲醇和甲醛转化成乙二醇的方式具有明显的经济优势,但实验需较高的温度,且制得的乙二醇的含量不高,产物分离成本高,实现工业化的阻碍较大。
2 钛硅分子筛催化乙烯一步法制备乙二醇
在乙烯氧化的基础上,研究者发现钛硅分子筛能够在过氧化氢(H2O2)的作用下催化氧化乙烯一步法生成乙二醇。钛硅分子筛是一种具有MFI拓扑结构的催化剂,其催化活性的主要部分是分子筛中骨架钛的存在。过氧化氢作为氧源,在特定溶剂的条件下能够活化骨架钛而形成特定结构的五元环活性中间体,而钛硅分子筛特殊的孔道结构可以选择性地吸附活性中间体,有利于目标产物的生成。研究者发现,钛-硅氧化物结合不同三价阳离子(Al3+和B3+)作为催化剂,在烯烃氧化和α-二醇的形成中具有较好的催化活性。2009 年,中国科学院大学张小明等探究了具有双功能的Al-TS-1 催化剂对乙烯氧化生成乙二醇和其单甲醚的影响。从实验来看,溶剂对催化反应有重要影响。根据文献报道,在TS-1和过氧化氢体系中,甲醇是低碳烯烃环氧化的最佳溶剂,甲醇和水的混合溶剂对催化反应的影响见表1。

表1 H2O2转化率、利用率及生成的乙二醇和单甲醚的量
当甲醇∶水的摩尔比从0增加到0.8时,过氧化氢的转化率和利用率、乙二醇和其单甲醚的收率也随之增加。当甲醇∶水的摩尔比继续增加时,催化剂活性及乙二醇和其单甲醚的收率基本没有变化。随着反应混合物中甲醇含量的增加直至饱和,生成的比较稳定的五元环活性中间的数量也在增加。此外,反应参数对催化反应也存在一定影响,见表2。
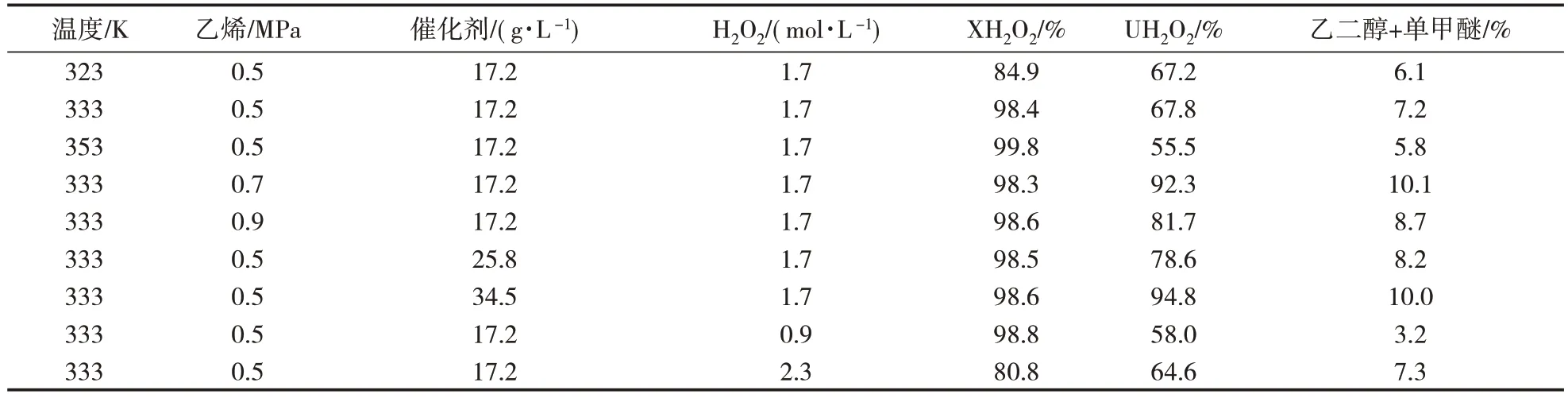
表2 反应参数对乙烯环氧化的影响
2015 年北京化工大学以钛硅分子筛TS-1 为催化剂,以H2O2为氧化剂,探究了间歇式反应釜中反应温度、压力、H2O2浓度以及催化剂n(Si)/n(Ti)对乙烯一步法制备乙二醇反应的影响。其中温度对乙烯的催化转化有双面影响:(1)高温能提高乙烯的环氧化速率;(2)高温会加快过氧化氢分解。钛硅分子筛中的骨架钛作为催化剂的活性位点,能够催化乙烯在活性钛位点上的环氧化以及环氧化反应中间体水解生成乙二醇。然而,TS-1 型钛硅分子筛中的骨架钛位点数目会随着反应次数的增多而减少,这不利于催化剂的反复利用。
通过考察发现催化剂的晶型并未发生变化,说明TS-1催化剂可能在反应过程中吸附了一些有机杂质而堵塞了分子筛孔道使得催化活性有所下降,并不是因为反应过程中催化剂的晶型结构发生了变化。进一步分析结果初次反应和连续反应后,140~250 ℃区间内明显失重,280 ℃出现急剧失重,推断前者对应的是反应后催化剂表面吸附的有机物(可能是高沸点乙二醇聚合物)的脱附,后者是催化剂表面难脱附有机物的燃烧。
2018 年,华东师范大学制备了Ti-MWW 型钛硅分子筛催化剂并考察其活性,实验说明钛硅分子筛催化剂在多次使用后失活的原因可能是生成的乙二醇和其它重组分沉积在催化剂孔道内。重复使用的催化剂通过丙酮洗涤并在823 K 下煅烧6 h,与未使用的催化剂进行了对比,结果见图1。

图1 使用前后的Ti-MWW催化剂比较
钛硅分子筛催化乙烯一步法制乙二醇的前景可观,其核心催化剂的研究对催化反应具有重要意义。抚顺石油化工研究院王海波的专利中采用钛硅分子筛粉体、酸性分子筛粉体、制备树脂用的聚合单体以及制孔剂充分混合,在特定条件下制备得到钛硅分子筛复合催化剂,实现了固定床反应器中由乙烯制得乙二醇的工艺。钛硅分子筛在烯烃环氧化中表现的优异的催化性能与催化剂的粒径有关,粒径越小,催化活性越好,选择性越高。然而,如此小的粒径在后期催化剂与产物的分离过程中造成了一定问题,虽然已有相关过滤材料的报道,但是钛硅分子筛与产物分离时的问题在于,极小的催化剂粒子一部分占据并堵塞所形成的滤饼的孔道,造成了生产效率低下,另一部分从过滤介质的孔道中流失,造成催化剂的无用消耗,同时进入产品物料中造成副反应,导致分离成本增加,影响产品质量,因此阻碍到钛硅分子筛工业应用的过程。除催化剂外,反应介质中加入一定的添加剂也对催化反应有影响。
3 结束语
近年聚酯行业的壮大带动着乙二醇需求量的增加,预计到2025 年全球乙二醇的需求量将增至37 410 kt,进口量可能会突破10 000 kt。目前已有的工艺技术很多,已经相对成熟。但是有许多问题有待进一步研究,如缩短工艺流程、节约能源、降低反应温度和压力、寻找新型绿色催化剂等,若钛硅分子筛催化乙烯一步法制备乙二醇能够对这些问题进行改善,并且将工艺技术与催化剂紧密结合,在乙二醇领域将是一个很大的突破。
猜你喜欢
浙江化工(2022年5期)2023-01-04
石油石化节能(2022年12期)2022-12-30
能源工程(2022年1期)2022-03-29
冰雪运动(2021年2期)2021-08-14
小天使·二年级语数英综合(2021年5期)2021-07-11
纺织检测与标准(2021年6期)2021-02-24
润滑油(2019年6期)2019-11-29
中国盐业(2018年23期)2018-03-30
中学化学(2017年2期)2017-04-01
中国塑料(2016年9期)2016-06-13
