
铜铅矿共生银矿物浮选强化回收试验
2020-07-25 02:48宋宝旭陈明波王恩雷
辽宁科技大学学报 2020年2期
宋宝旭,陈明波,崔 波,王恩雷
(1.辽宁科技大学 矿业工程学院,辽宁 鞍山 114051;2.辽宁省金属矿产资源高效采选与利用工程技术研究中心,辽宁 鞍山 114051;3.云南锡业股份有限公司 卡房分公司,云南 个旧 661000)
银是最常见的贵金属,具有不可比拟的流通性、稀罕性和稳定性,一直是国家战略经济储备的主体,广泛应用于首饰和现代高新技术产业中。据不完全统计,我国银资源储量的80%来自于铜铅锌等有色金属硫化矿床[1]。对于硫化矿床中的伴生银矿物,普遍采用浮选法,在保证主金属回收的前提下,同步富集银矿物,工艺参数制定也一直以主金属的回收情况为主,银回处于从属地位[2]。长期以来,由于缺少科学的指标评价体系和针对性的强化措施,各大矿山伴生银矿物的回收往往处于随意状态,银回收水平参差不齐,有些可达80%以上,有些又不足60%[3]。
对于含银的铜铅锌多金属硫化矿石,回收的目标矿物主要是铜、铅、锌等主金属矿物,通常得到铜精矿、铅精矿、锌精矿等产品,银主要同步富集在各个精矿中[4]。如何在保证主金属回收完全的前提下,尽可能提高银在各精矿产品中的回收率,特别是在计价高的铜铅精矿和铅精矿中的回收率,一直是矿物加工领域的研究热点。
对于伴生银矿物的强化回收,在流程结构方面,混合浮选流程虽然银在混合精矿中的回收率高,但分离时极易分散,导致银在铜铅精矿中的富集并不集中,而优先浮选更易获得银含量较高的铜铅精矿,产品价值也更高,但要密切关注抑制剂对银浮选行为的影响[5-6];在浮选药剂方面,捕收剂选择主要取决于主金属的种类,常用的捕收剂包括黑药类、硫氮类、黄药类、硫氨酯类等,对银的捕收能力强弱差别很大,导致各大矿山银回收情况也参差不齐。抑制剂选择主要取决于各有价元素的回收顺序,当需要抑制铜矿物时,抑制剂包括氰化物、硫化钠等,当需要抑制铅矿物时,抑制剂包括腐植酸钠、重铬酸盐等,当需要抑制锌矿物时,抑制剂包括硫酸锌、亚硫酸钠等,当需要抑制硫矿物时,抑制剂包括石灰等,当上述各类抑制剂的选择与银的浮选回收发生矛盾时,由于缺少针对性的解决办法,只能牺牲伴生银的回收情况[7-9]。
本文以某含银铜铅多金属硫化矿为研究对象,通过银工艺矿物学研究、磨矿工艺强化、药剂制度优化三个角度,对原生产流程的各项技术参数进行了调整和优化,在保证铜铅金属回收完全的前提下,强化对伴生银矿物的回收,实现了银在铜铅精矿中最大限度的富集,相关技术手段和方法可为国内外同类矿山提供借鉴。
1 原矿基本性质
原矿主要元素分析结果:w(Cu)=0.75%,w(Pb)=2.07%,w(Fe)=18.23%,w(S)=13.55%,w(WO3)=0.02%,w(Bi)=0.06%,w(As)=0.14%,w(SiO2)=20.17%,w(CaO)=12.86%,w(Al2O3)=2.68%,w(ΜgO)=3.86%,w(K2O)=0.76%,w(Na2O)=0.23%,w(TiO2)=0.23%,Ag含量为77.21 g/t。原矿中铜、铅含量分别为0.75%、2.07%,属高品位铜铅共生矿石。
铜铅物相分析结果见图1。铜、铅分别主要以黄铜矿、方铅矿等原生硫化矿形式存在,占有率分别为73%和75%左右。值得注意的是,部分铜以次生硫化矿形式存在,水解后会产生水溶铜离子,易对铜铅浮选过程造成不利影响。

图2 银在原矿中的主要赋存状态Fig.2 SEΜ image of silver in raw ore

图1 铜铅物相分析结果Fig.1 Copper and Lead phases
原矿银含量为77.21 g/t,达到了银矿床的最低开采品位要求,属与硫化矿共生的银矿床,银的赋存状态见图2。矿石中的银矿物主要赋存形式有2种:辉银矿等独立银矿物形式、以硫化铅矿物为载体的载体银矿物形式。
采用矿物自动分析检测系统(Automated mineral identification and characterization system,AΜICS),对银在原矿各矿物中的分配率进行分析和测定,结果见表1。以方铅矿等硫化铅矿物为载体的银分配率为57.67%,以辉银矿等独立银矿物形式存在的银分配率为19.13%,以硫化铜矿物为载体的银分配率为4.26%,三者合计即为铜铅精矿中的银理论回收率(81.06%)。此外,以黄铁矿为载体的银和以脉石矿物为载体的银分配率分别为8.41%和9.98%,这部分银将会损失在尾矿中。
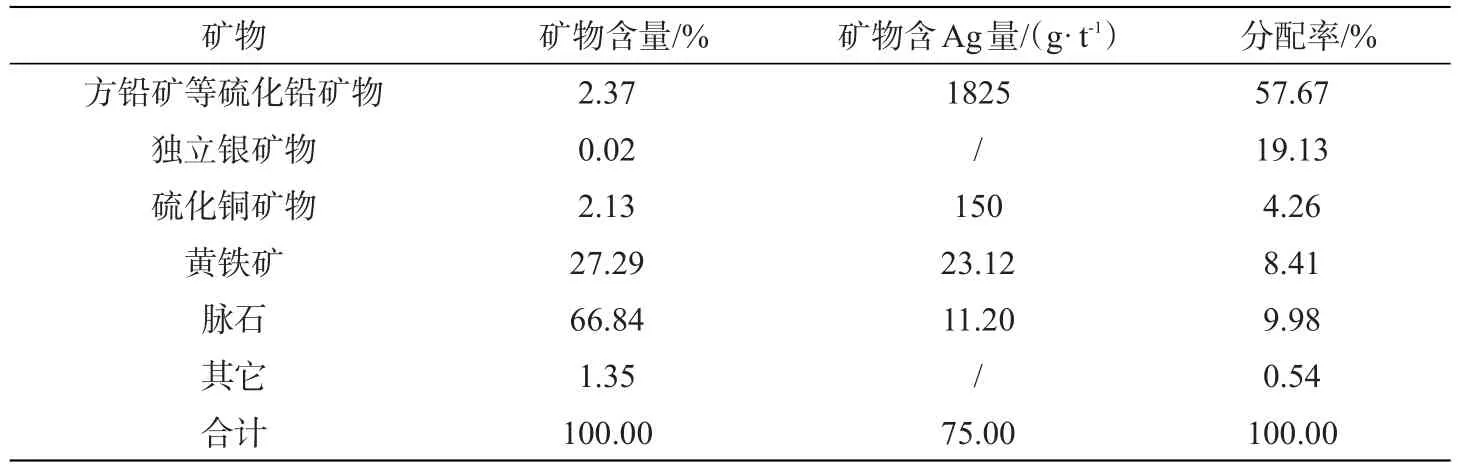
表1 银在原矿各矿物中的分配率测定结果Tab.1 Μeasured distribution rates of silver in raw ores
2 选矿试验研究
2.1 原生产工艺浮选验证试验
由于原矿铜铅品位较高,原工艺采用“铜优先浮选-铅浮选”的流程结构,各工艺参数详见图3。原工艺的磨矿细度为-0.074 mm占65%,磨矿同时加入石灰调浆至矿浆pH值为10。磨矿后,首先加入铅抑制剂,然后采用常用的硫胺酯类捕收剂Z200做铜捕收剂,经一粗两精两扫的流程结构后,获得含银铜精矿,银铜浮选尾矿继续加入石灰调浆至矿浆pH值为约12,加入乙硫氮做铅捕收剂,经一粗三精两扫的流程结构后,获得含银铅精矿。
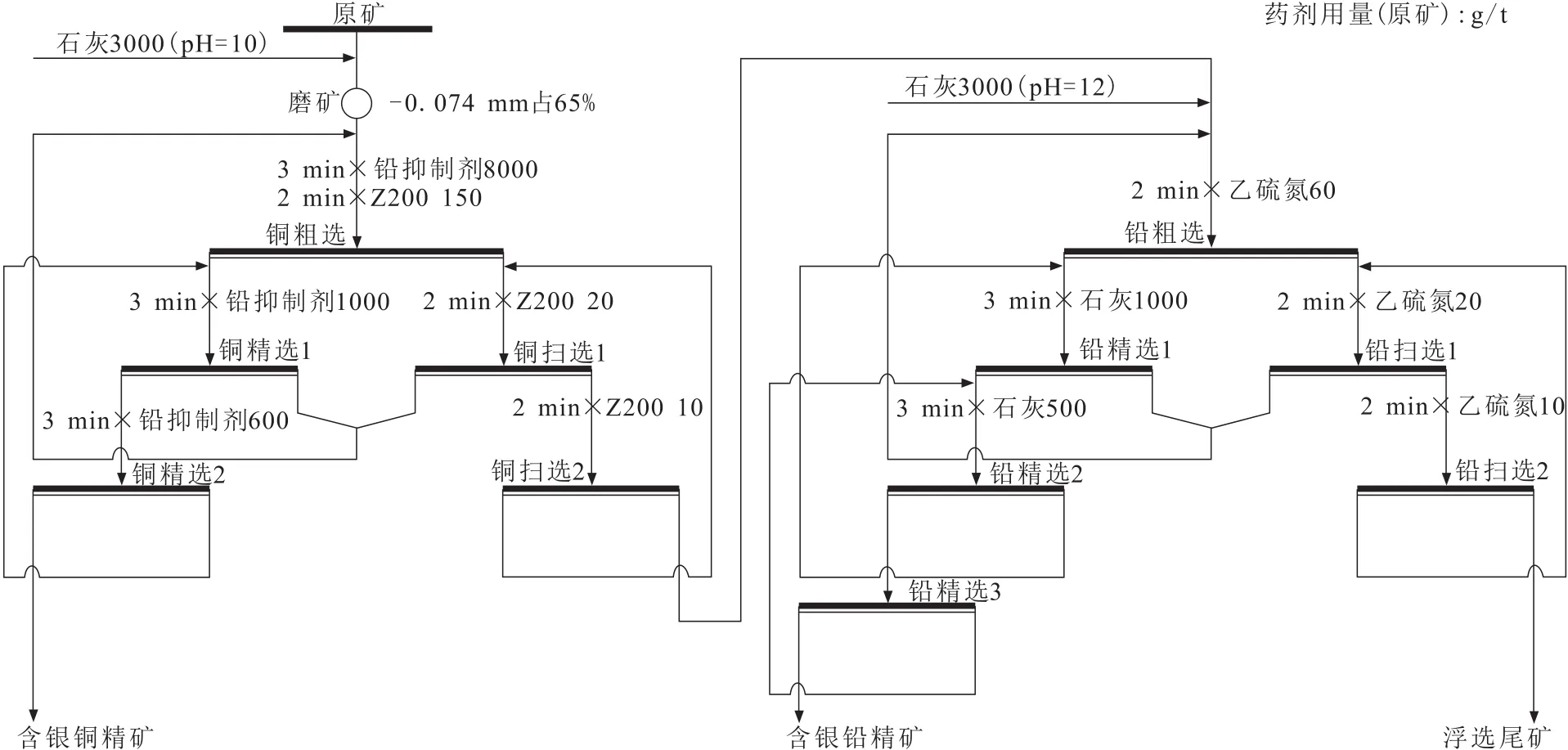
图3 原生产工艺流程图Fig.3 Original production process
按照上述流程和药剂制度,进行了浮选验证试验,试验指标见表2。含银铜精矿和含银铅精矿中的累积回收率为76.57%,略低于银的理论回收率81.06%,表明在原工艺流程的选别条件下,银回收率仍有一定的上升空间。
2.2 银浮选强化回收试验
对于独立银矿物,可浮性明显优于铜矿物和铅矿物,主要与硫化铜矿物富集在铜精矿中,因此独立银矿物的浮选强化回收将主要集中在铜优先浮选作业;对于载体银矿物,主要与硫化铅矿物富集在铅精矿中,因此载体银矿物的浮选强化回收将主要集中在铅浮选作业。
2.2.1 磨矿细度试验 对于伴生银的多金属硫化矿,当嵌布粒度大于10 μm的银矿物累积含量占60%以上时,通过强化磨矿可以使银矿物解离暴露,从而显示银矿物自身的浮选特征[10-11]。对于本矿石,原生产工艺的磨矿细度控制在-0.074 mm占65%左右,这是根据铜铅矿物的单体解离情况来确定的,并未考虑到银矿物、特别是独立银矿物的解离情况。基于此,首先进行了磨矿细度试验,对不同磨矿细度下的原矿,开展了铜优先浮选的小型试验,试验条件与原工艺流程一致,即在磨矿的同时加入石灰,调整矿浆pH值至10左右,然后加入铅抑制剂8 000 g/t和铜捕收剂Z200为150 g/t,试验流程为一粗一扫,得到的铜粗精矿试验结果见图4。

表2 原工艺流程的浮选验证试验指标Tab.2 Flotation verification test indexes of original production process

图4 磨矿细度影响的试验结果Tab.4 Effects of ore grinding fineness
在磨矿细度达到-0.074 mm占65%时,铜在铜粗精矿中的回收率基本稳定在70%左右,铅的占有率也基本稳点在10%左右,这证明了原生产工艺确定的磨矿细度合理性。然而,对于银矿物,随着磨矿细度的进一步增加,银在铜粗精矿中的回收率由不足20%进一步提高至20%以上,表明增加磨矿细度可使部分嵌布粒度大于10 μm银矿物进一步解离。综合考虑到银的强化回收,后续试验的磨矿细度均调整为-0.074 mm占75%。
2.2.2 独立银矿物浮选强化回收 铜优先浮选是本流程的第一道选别作业,由于辉银矿等独立银矿物的可浮性要明显优于铜、铅矿物,因此独立银矿物的浮选强化回收也主要集中在此作业。对于辉银矿为主的独立银矿物,在浮选过程中是可以显示自身的浮选行为特征的。已有研究表明,辉银矿在pH为9~10的弱碱性介质下可浮性较好,而在pH大于11的强碱介质下可浮性明显降低[12]。与此同时,在多种硫化矿常用的浮选药剂中,丁铵黑药更易吸附在辉银矿表面,对银矿物具有更好的捕收性能[13]。基于此,在铜优先浮选作业,重点考查了矿浆pH值和捕收剂种类对银回收率的影响,浮选流程为一粗一扫,试验结果见图5和图6。
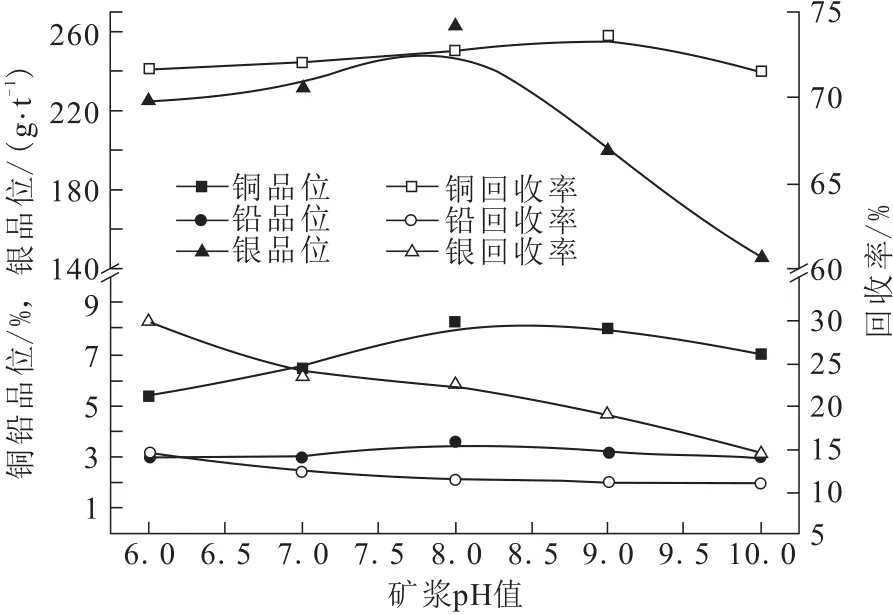
图5 矿浆pH值影响的试验结果Fig.5 Effects of pH values of ore pulp
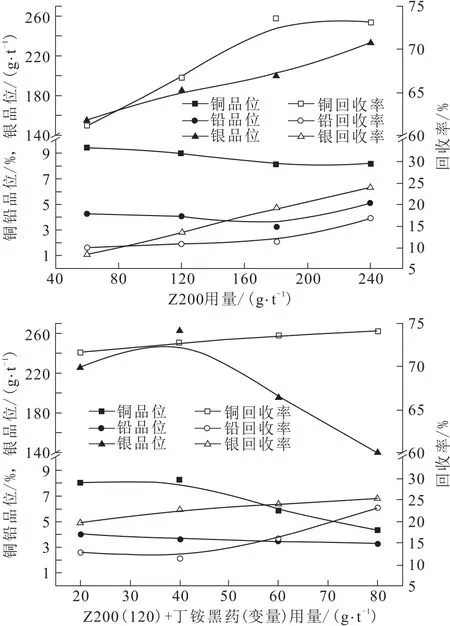
图6 捕收剂种类影响的试验结果Fig.6 Effects of different collectors
原工艺流程矿浆pH值为10,此时虽然铜粗精矿中铜回收率和铅占有率已经达到了最佳值,但银回收率却明显低于矿浆pH为8左右的弱碱性介质。综合考虑,建议铜优先浮选作业的矿浆pH值调整为8。
在矿浆pH值调整为8的弱碱性介质以后,与原工艺流程只使用Z200做捕收剂相比,适当加入丁铵黑药做捕收剂,有助于银回收率的进一步提高,基于此,确定在原有药剂体系基础上,新增丁铵黑药做捕收剂,并确定Z200和丁铵黑药用量为120 g/t和40 g/t。
2.2.3 载体银矿物浮选强化回收 本矿石除独立银矿物以外,仍有大量以方铅矿为载体的载体银矿物,将随方铅矿在铅浮选作业一并富集。基于此,载体银矿物的强化回收也将集中在铅浮选作业进行,并重点考查了矿浆pH值和捕收剂种类对银回收率的影响,试验结果见图7和图8。
与独立银矿物不同,在铅浮选作业,银作业回收率随矿浆pH值的变化趋势与铅一致。这主要是由于载体银矿物主要以方铅矿为载体,呈现的也主要是主金属铅矿物的浮选特征。考虑到对硫矿物最大限度的抑制,从而使铅粗精矿中铅、银品位最大化,建议铅浮选作业的矿浆pH值为12。

图7 矿浆pH值影响的试验结果Fig.7 Effects of pH values of ore pulp

图8 捕收剂种类影响的试验结果Fig.8 Effects of different collectors
矿浆pH值为12的强碱性介质下,丁铵黑药的捕收性能较弱碱性介质时明显降低。在同等用量条件下,铅银无论品位还是回收率,均明显低于乙硫氮。综合考虑,建议仍采用乙硫氮做铅捕收剂,并确定用量为80 g/t。
2.2.4 全流程综合试验指标 根据上述试验结果,最终确定的银强化回收工艺流程如图9,综合试验指标见表3。与原工艺流程的浮选验证试验指标相比,含银铜精矿的银回收率由17.22%提高至22.85%,含银铅精矿的银回收率仍可稳定在59%左右,银总回收率由原来的76.57%提高至81.18%,与表1工艺矿物学推测的银理论回收率81.06%基本一致,表明银矿物经浮选强化回收后,已基本回收完全。
3 结论
本文以某含银铜铅多金属硫化矿为研究对象,工艺矿物学研究发现银分别以辉银矿等独立银矿物形式和以硫化铅矿物为载体的载体银矿物形式存在。选矿小型试验首先在原有“铜优先浮选-铅浮选”的生产流程结构基础上,调整磨矿细度为-0.074 mm占75%,使部分嵌布粒度大于10 μm银矿物进一步解离。在铜优先浮选时,对以辉银矿为主的独立银矿物进行了强化回收,将矿浆由原来的pH值为10左右的强碱性调整至pH值为8左右的弱碱性,同时加入丁铵黑药,使银在含银铜精矿中的回收率明显提高。在铅浮选时,由于载体银矿物的回收率主要取决于铅矿物,确定矿浆pH值为12,并选择在强碱条件下对铅矿物选择性好的乙硫氮做捕收剂,继续保证了铅银的同步富集。试验结果表明,银在铜银精矿中的总回收率提高了5个百分点,实现了共生银矿物的强化回收。
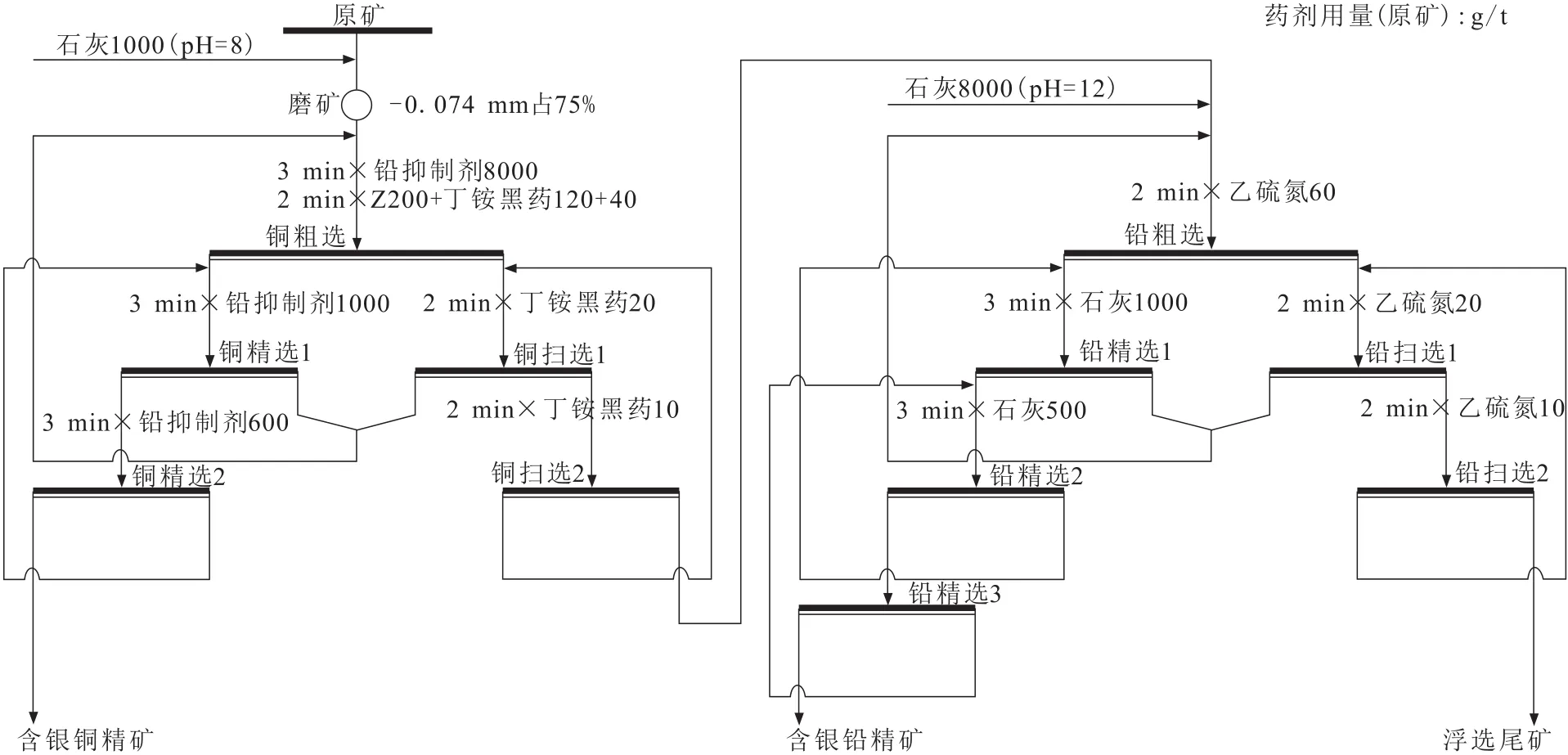
图9 银强化回收全工艺流程Fig.9 Technological process for enhanced silver recovery

表3 银强化浮选后的浮选闭路试验指标Tab.3 Closed-circuit flotation test indexes after enhanced silver floating
猜你喜欢
矿业工程研究(2022年1期)2022-05-06
选煤技术(2022年1期)2022-04-19
湖南有色金属(2021年5期)2021-10-23
矿产保护与利用(2021年2期)2021-06-11
矿冶(2020年4期)2020-08-22
矿产综合利用(2020年1期)2020-07-24
中国医疗器械信息(2020年9期)2020-06-20
化工管理(2020年14期)2020-06-15
有色金属(矿山部分)(2019年6期)2019-12-24
建材发展导向(2019年10期)2019-08-24
