玉米和高粱小曲酒酿造特性研究对比
2020-08-02 10:06李媛媛姚亚林刘燕梅付柏雁卫春会黄治国任志强
中国酿造 2020年6期
李媛媛,邓 杰,2,姚亚林,刘燕梅,付柏雁,卫春会,2,黄治国,2,任志强,2
(1.四川轻化工大学 生物工程学院,四川 宜宾 644000;2.酿酒生物技术及应用四川省重点实验室,四川 宜宾 644000;3.宜宾市产品质量监督检验所,四川 宜宾 644002)
我国高粱种类多、分布广,北方的粳高粱中,淀粉颗粒主要是支链淀粉,支链淀粉较直链淀粉而言在酿酒生产上有众多优点,如更易吸水、糊化[1-2]。相对于其他淀粉质原料而言,高粱淀粉结构更疏松,在蒸煮、糊化之后更有利于水解,然后被微生物利用,生成酒精,是白酒酿造生产的重要原料[3-4]。小曲白酒是以小曲为糖化发酵剂生产的白酒,其主体的香味成分是乙酸乙酯,与适量的乳酸乙酯等构成复合香气。
玉米是重要的粮食作物和饲料作物,也是全世界总产量最高的农作物,其种植面积和总产量仅次于水稻和小麦[5]。玉米含有丰富的蛋白质、脂肪、维生素、微量元素、纤维素等,但是目前玉米基本上是用于制作工业酒精和烧酒等[6-7],玉米大多数酿造酒都属于低端酒,而高端酒都很少,目前仅有刘晓等[8]对玉米与高粱混合发酵的工艺条件进了优化,鲜见将高粱和玉米单粮酿造的小曲酒进行对比及通过简便的方法去提升玉米的小曲酿造酒酒质[9]。
本研究通过测定高粱和玉米酿造小曲酒过程中的一系列理化性质,并对这些理化性质进行分析探究,最后结合对玉米原料处理工艺的改善,以期能够提升玉米酿造小曲酒的酒质,为玉米酿酒提供一定的理论依据和基础。
1 材料与方法
1.1 材料与试剂
小曲:四川省申联生物科技有限责任公司所生产的白酒清香小曲。玉米:市售普通硬粒黄玉米;高粱:市售普通北方粳高粱。
1.2 仪器与设备
7890A型气相色谱仪:美国安捷伦公司;UV-120型紫外可见分光光度计:翱艺仪器(上海)有限公司;Starter2100型pH计:奥豪斯仪器有限公司;Bio-Best200E型凝胶成像分析系统:上海旦鼎国际贸易有限公司;SHP生化培养箱:北京中兴伟业仪器有限公司。
1.3 方法
1.3.1 原料的理化指标测定
酒糟的酸度:采用GB/T 10345—2007《白酒分析方法》测定[10];水分和淀粉含量:参照GB7648—1987《水稻、玉米、谷子籽粒直链淀粉测定法》测定[11-12];酒样酒精度:取100 g糟醅加水200 mL,全玻璃蒸馏器蒸馏出100 mL溶液,然后采用比重法测定酒精度[13]。
糖化力、发酵力和微生物菌落数量的测定:按照五粮液企业技术标准执行(2005年颁布)[14]。糖化力:1 g绝干曲在30℃、pH为4.6的条件下利用2.0%的可溶性淀粉糖化60 min所生成葡萄糖的质量,mg/(g·h);发酵力:1 g绝干曲在30 ℃利用8%的蔗糖发酵72 h产生CO2的质量(g),g/(g·72 h)。微生物菌落计数:称取1 g酒醅和小曲,分别加入装有45 mL无菌水的三角瓶中,180 r/min摇床15 min,采用稀释涂布平板法[15]依次涂布于牛肉膏蛋白胨平板,土豆培养基平板和察式培养基平板上。
1.3.2 实验室模拟固态发酵方法
将原料泡粮8 h后分为3组,每组5 kg原料:①隔水蒸90 min。②待原料干后粉碎,隔水蒸90 min。③隔水蒸90 min后,待其干后进行粉碎。
按以上方式处理后,以①组为对照组,出甑打量水,控制总水分约53%,冷却至25 ℃左右。将辅料糠壳清蒸30 min,而后摊凉以除杂味,按照粮食质量的10%加入摊凉的原料中。辅料与原料混匀后将小曲以1%的比例进行添加,混匀,糖化24 h。将糖化后的发酵物料与水按1∶1.3的比例入缸发酵,然后置于28 ℃培养箱中,发酵周期为7 d。发酵结束后,取出发酵酒醅,利用蒸馏器进行蒸馏,接取溜出液1 000 mL。
1.3.3 乙酸乙酯测定
乙酸乙酯采用气相色谱测定。将酒样60 ℃平衡20 min,萃取30 min;气相色谱条件:DB WAX色谱柱(60 m×250 m×0.25 μm):载气为高纯氦气(He),流速1 mL/min,进样口温度230℃:程序升温:初始温度为60℃保持1 min,然后以8 ℃/min的升温速率升至180 ℃保持2 min,再以15 ℃/min升至230℃,保持5 min。质谱条件:电子离子(electronic ionization,EI)源,电子能量70 eV,采集模式为全扫描,质量扫描范围20~550 amu,离子源温度230 ℃,四级杆温度150 ℃,接口温度230 ℃。
1.3.4 数据处理方法
试验结果用平均值±标准差表示,使用SPSS 19.0软件中的一般线性模型单因素Duncan法对数据进行方差分析和相关性分析。
2 结果与分析
2.1 两种原料的部分理化指标比较
粮食中的水分含量是保存粮食过程中需要严格控制的指标;水分含量过高,粮食容易霉变,降低粮食品质;优质的酿酒原料水分需要控制在一定的范围。淀粉是粮食在酿酒中重要组成成分,微生物将淀粉利用分解成单糖,而后在酶的作用下生成酒精,二氧化碳和其他物质,所以在酿酒的过程中淀粉是重要组成成分之一[16]。由表1可知,高粱的水分含量显著高于玉米(P<0.05),二者的粗淀粉含量差异不显著(P>0.05),但是玉米的支链淀粉占总淀粉比例显著低于高粱(P<0.05),而玉米的直链淀粉的含量显著高于高粱(P<0.05)。
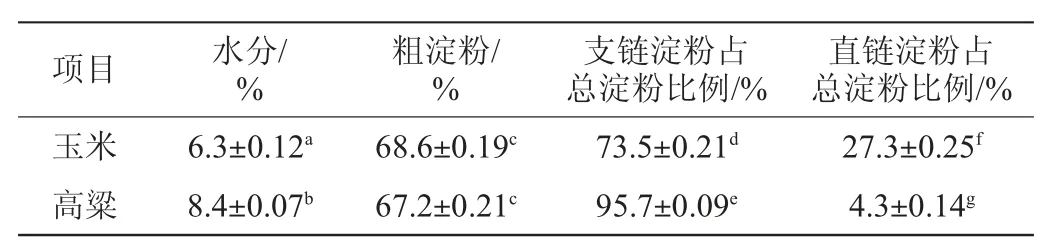
表1 两种原料的部分理化指标比较Table 1 Comparison of some physical and chemical properties of two raw materials
2.2 两种原料蒸馏酒的酒精度
原料的出酒量是酒精生产的重要经济技术指标,它还能反应原料的转化和利用效率,提高转化效率可降低生产成本,获得更高的经济效益[17]。高粱酒样的酒精度为45.3%vol,显著高于玉米酒样的酒精度(14.3%vol)(P<0.05)。微生物能更好的利用支链淀粉生成葡萄糖,再由酵母将葡萄糖发酵生成酒精,根据表1中高梁的支链淀粉含量高于玉米,印证了高粱酒样的酒精度高于玉米酒样[18]。
2.3 两种原料蒸馏酒酒糟的水分和残余淀粉
在白酒酿造中,水是所有生化反应所必不可少的,不仅保证了糟醅中微生物的生长代谢,而且为微生物代谢产物(如醇、醛、酸、酯等)提供了有效的溶剂。另外,水分也影响着糟醅蒸馏过程中乙醇和香味物质的提取[19]。因此酒糟的水分是一个重要的测量指标。由表2可知,高粱蒸馏酒酒糟的水分显著高于玉米酒糟(P<0.05)。
酒糟中残余淀粉含量与原料的淀粉含量结合起来可以反映微生物对淀粉的利用效果,由表2可知,高粱蒸馏酒酒糟中的残余淀粉显著低于玉米蒸馏酒酒糟的残余淀粉(P<0.05)。高粱和玉米发酵前后淀粉颗粒的电镜图见图1。

表2 两种原料蒸馏酒酒糟的水分和残余淀粉含量比较Table 2 Comparison of water and residual starch content in distillers'grains of distilled liquor brewed with two raw materials

图1 高粱发酵前(A)后(C)和玉米发酵前(B)后(D)的淀粉颗粒电镜图Fig.1 Electron micrograph of starch grain before (A) and after (C)sorghum fermentation,before (B) and after (D) corn fermentation
由图1可知,高粱和玉米在发酵前的淀粉都是圆形饱满的大球形颗粒,但在发酵后,玉米的淀粉还是有很多大颗粒,而高粱的淀粉颗粒却小得多,通过电镜图进一步证明了高粱的淀粉利用率是高于玉米的,表明高粱在酿酒过程中微生物利用淀粉的能力是高于玉米的。
2.4 两种原料蒸馏酒酒醅的酸度
酸度的大小主要是由产酸微生物进行有机酸代谢以及脂肪、淀粉和蛋白质的降解[20]形成的,糟醅中适当的酸度可以抑制部分有害杂菌的生长繁殖,促进呈香呈味物质的形成,参与酯化过程。然而,糟醅酸度过高,发酵缓慢,产酒率降低[21]。高粱蒸馏酒酒醅中的酸度为5.4 g/L,显著低于玉米蒸馏酒酒醅中的酸度(7.6 g/L)(P<0.05)。
2.5 两种原料蒸馏酒酒醅的微生物菌落数量
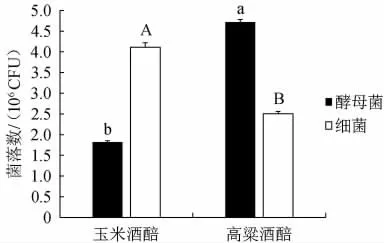
图2 两种原料蒸馏酒酒醅的酵母菌、细菌数量比较Fig.2 Comparison of yeasts and bacteria number of fermented grains of distilled liquor brewed with two raw materials
由图2可知,玉米蒸馏酒酒醅中的酵母菌数量显著低于高粱蒸馏酒酒醅的酵母菌数(P<0.05),但是玉米蒸馏酒酒醅中的细菌数量显著高于高粱蒸馏酒酒醅的细菌数(P<0.05)。玉米中的酵母菌数量少,这可能是导致玉米酒样的酒精度低于高粱酒样的原因;而玉米酒醅中细菌数量多,从两种原料蒸馏酒酒醅的酸度可知,可能是玉米蒸馏酒酒醅中的产酸菌比较多。
2.6 不同工艺处理玉米后的出酒量以及酒糟残余淀粉
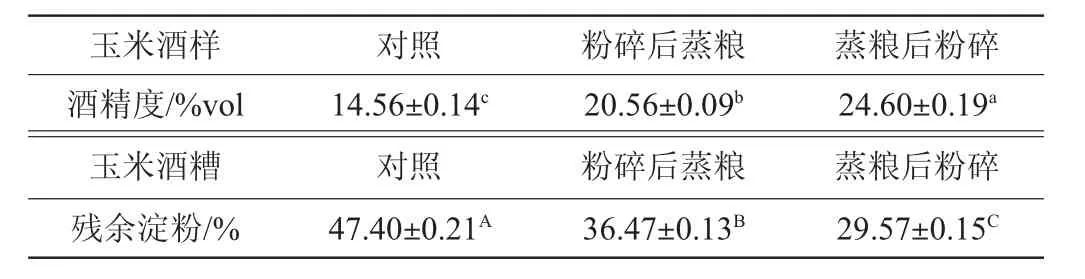
表3 对玉米原料不同处理工艺后原料酒样的酒精度以及酒糟残余淀粉比较Table 3 Comparison of alcohol content of liquor sample and residual starch of distillers' grains after different treatment processes for corn raw materials
由表3可知,粉碎后蒸粮的蒸馏酒酒精度显著低于蒸粮后粉碎的蒸馏酒(24.4%vol)(P<0.05),但是两者的酒精度都显著高于对照组(14.3%vol)(P<0.05);由表3可知,粉碎后蒸粮的蒸馏酒酒糟残余淀粉显著高于蒸粮后粉碎的蒸馏酒酒糟残余淀粉(P<0.05),但是两者的残余淀粉含量都显著低于对照组(P<0.05),说明前者的淀粉利用率是低于后者的,但却都是高于未进行工艺处理的对照组。因此可知,改变玉米的处理工艺可以提升玉米原料的淀粉利用率并且对原料酒样的酒精度也有较大的提升,且蒸粮后粉碎的效果是最佳的。
2.7 两种原料蒸馏酒酒醅的糖化力、发酵力

表4 蒸粮后粉碎玉米蒸馏酒酒醅和高粱蒸馏酒酒醅的糖化力以及发酵力比较Table 4 Comparison of saccharification power and fermentation power of fermented grains of distilled liquor brewed with steaming and crushing corn and sorghum
由表4可知,玉米蒸馏酒酒醅的糖化力显著高于高粱蒸馏酒酒醅的糖化力(P<0.05),而玉米蒸馏酒酒醅和高粱蒸馏酒酒醅的发酵力差异不显著(P>0.05),表明玉米在处理后糖化效果提升,可能是因为蒸粮后粉碎的玉米有较好的疏松度,使得酵母菌有更好的生长繁殖的条件导致了糖化力的提升。
2.8 两种原料酒样的乙酸乙酯含量
由图3可知,高粱酒样中乙酸乙酯的含量显著高于玉米酒样(P<0.05),并且原料未处理和处理的效果也有不同:玉米酒样(0.2 g/L)<玉米酒样(蒸粮后粉碎)(0.6 g/L)<高粱酒样<高粱酒样(蒸粮后粉碎),虽然玉米无论是处理还是未处理的酒样中乙酸乙酯含量都不如高粱,但是在处理后的玉米酒样中的乙酸乙酯含量是得到了明显的提升,证明对玉米原料采取一定的工艺处理能够改善玉米的酿造酒品质。
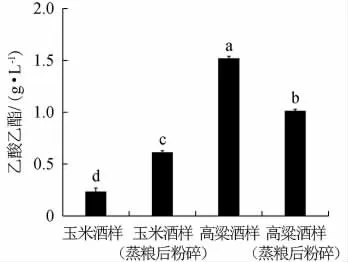
图3 两种原料未处理以及处理后酒样中的乙酸乙酯含量比较Fig.3 Comparison of ethyl acetate content in liquor samples brewed with two raw materials before and after treatment
3 结论
对玉米和高粱的水分、粗淀粉、直链淀粉、支链淀粉以及两种原料酒样中的酒精度等质量指标进行了测量分析,结果显示,两种原料的水分和粗淀粉含量的差异不显著(P>0.05),但是玉米的直链淀粉占总淀粉的比例显著高于高粱(P<0.05),而玉米的支链淀粉占总淀粉的比例显著低于高梁(P<0.05),这也导致了玉米酒样中的酒精度显著低于高粱酒样(P<0.05);高粱糟醅的酸度、残余淀粉以及其细菌数量显著低于玉米糟醅(P<0.05),水分及其酵母菌数量显著高于玉米糟醅(P<0.05);通过对玉米原料的处理工艺探究发现,对玉米先蒸粮再粉碎能够有效提升玉米酿造的小曲酒酒质,酒样酒精度由14.3%vol提升至24.4%vol,乙酸乙酯的含量由0.2 g/L提升至0.6 g/L。
猜你喜欢
食品工程(2022年1期)2022-12-13
河西学院学报(2022年2期)2022-07-13
酿酒科技(2022年2期)2022-03-13
广西蚕业(2021年2期)2021-07-15
电脑迷(2020年2期)2020-12-16
西南农业学报(2019年2期)2019-04-09
酿酒科技(2019年3期)2019-03-30
现代畜牧科技(2018年4期)2018-05-14
科技视界(2016年20期)2016-09-29
当代生意经(2015年3期)2015-10-21