
以南极磷虾油为天然乳化剂制备O/W型乳液的工艺优化
2020-08-11 07:42姜如雪于繁千惠杨金月薛长湖
中国油脂 2020年8期
姜如雪,于繁千惠,杨金月,陈 玲,薛 勇,薛长湖
(中国海洋大学 食品科学与工程学院,山东 青岛 266003)
南极磷虾油是从南极磷虾中提取的呈暗红色的油状物质,其作为一种高附加值产品,富含磷脂、n-3 多不饱和脂肪酸、虾青素等多种活性成分,具有很高的营养价值[1]。磷虾油中磷脂的主要类型为磷脂酰胆碱,磷脂与长链的n-3多不饱和脂肪酸相连,形成独特的活性脂肪酸存在形式,使得人体更易吸收利用[2]。而磷脂又是一种天然的表面活性剂,因此南极磷虾油亦是一种潜在的具有较高营养价值的乳化剂。
乳液由两种不混溶的两相(通常是油相和水相)组成,其中一相在另一相中以小球形液滴分散。可以根据油相和水相的相对空间分布将乳液进行分类,包括O/W型乳液、W/O型乳液和多重乳液[3]。
本研究以南极磷虾油为天然乳化剂,鱼油为油相,在只存在油脂和水的条件下,制备能承载相对高含量内相油的O/W型乳液,既能提高乳液作为传递系统的装载效率,又能拓展海洋功能性油脂的应用。本文旨在提出一种新型的海洋油脂-水稳定的乳液新思路,仅用粗乳化方法便可形成相对稳定的乳液,不使用高压均质机、胶体磨等设备,该乳液改变了鱼油高度亲脂的特性,可以提高水基食品中鱼油的含量,在加强食品营养的同时也为其工业化生产提供理论依据。
1 材料与方法
1.1 实验材料
鱼油(FO),中国海洋大学食品科学与工程学院提供;南极磷虾油(AKO)(磷脂含量为40%),购自青岛康境公司;蒸馏水;松节油、棉籽油,购自江西海麟公司。
IKA-TI8型高速分散机,德国IKA有限公司;Rhemeter MCR301流变仪,奥地利安东帕公司;UPR-I-5/10/15T台式纯水机;DNP型-电热恒温培养箱;OHAUS ST 3100C 电导率仪,美国OHAUS公司;OLYMPUS CX31型光学显微镜,日本奥林巴斯光学公司;NCJJ-0.007/200型纳米超高压均质机;AB135-S 型精密电子分析天平,瑞士 Mettler-Toledo 公司。
1.2 实验方法
1.2.1 HLB值的测定
采用乳化法测定AKO的HLB值[4]。
1.2.2 乳液的制备
以AKO为乳化剂,FO为油相,蒸馏水为水相制备乳液。先将AKO加入 FO 中,形成混合体系,再在体系中加入蒸馏水,通过高速分散机在一定剪切速率下乳化5 min形成乳液,于25℃贮藏备用。
1.2.3 乳液的表征
1.2.3.1 稳定性测试
根据Züge等[5]的方法评价乳液稳定性。
1.2.3.2 乳液类型和相转变
通过电导率仪测定新鲜乳液的电导率确定乳液类型和相转变点[6]。O/W型乳液具有较好的导电能力,电导率较高,而W/O型乳液导电性能较差,电导率较小,所以乳液的相转变点位于电导率突变的浓度范围内。
1.2.3.3 微观结构
取在25℃下贮藏0、4、24 h的乳液稳定层置于倒置光学显微镜下观察其液滴形态,放大倍数为1 000倍。
1.2.3.4 液滴尺寸分布
根据Ni等[7]的方法,随机选取3张显微镜照片进行液滴尺寸分布分析。
1.2.3.5 流变性质分析
对新鲜乳液进行流变学性质分析。使用MCR301流变仪,采用直径为50 mm、角度为2°的锥形板在25℃下进行测试:①流动曲线(γ=0.01~500.0 s-1);②频率扫描(f=0.1~10 Hz,τ=5 Pa)。
1.2.3.6 数据统计分析
所有实验重复 3 次,利用 Origin 9.1 软件作图,使用 SPSS 22.0 软件进行方差分析,显著性水平设定为P<0.05。
2 结果与分析
2.1 南极磷虾油的HLB值
对AKO进行HLB值测定,发现AKO在HLB值为 6~16 范围内都具有较好的乳化能力,且在HLB值为8~11时表现最佳。该结果表明AKO作为乳化剂更倾向于形成O/W型乳液,并且具有很广的适用范围。这是由于南极磷虾磷脂中含有71.20%的磷脂酰胆碱(PC),大量的PC能够促进O/W型乳液的形成[6,8]。
2.2 南极磷虾油基O/W型乳液的工艺优化
2.2.1 不同剪切速率对乳液的影响
依照Züge[5]、Lee等[9]的研究,在乳化剂AKO含量1%、油相FO含量50%条件下,改变剪切速率分别为7 000、12 000 r/min,研究剪切速率对乳液稳定性和液滴尺寸的影响。
2.2.1.1 不同剪切速率对乳液稳定性的影响
实验发现,新鲜乳液在贮藏1 h内都能保持稳定状态,未见明显分层,但随着贮藏时间继续延长,乳液均出现一定程度的分层现象。这是由于乳液本质为热力学不稳定体系,随着时间的推移,两相会向更稳定的状态移动使自由能最小化,从而会出现脱水收缩即相分离现象[10]。
2.2.1.2 不同剪切速率对乳液液滴尺寸的影响(见图1)


图1 不同剪切速率对贮藏不同时间乳液液滴尺寸分布的影响
据Palazolo等[11]研究,液滴在重力场中的运动和布朗运动共同调控乳液静置贮藏过程中的分层行为。从图1可以看出,随着剪切速率的提高,更多的能量输入有效地降低了乳液液滴粒径,粒径的减小延缓了液滴的重力场运动从而提高了乳液的稳定性。12 000 r/min组乳液贮藏4 h后仍未见明显分层,其乳化稳定性明显优于7 000 r/min。因此,本研究采用12 000 r/min的剪切速率进行油相含量的选择。
2.2.2 不同油相含量对乳液的影响
在乳化剂AKO含量1%、剪切速率12 000 r/min条件下,分别利用50%、60%、70%、80%、90%的油相(FO)制备乳液,研究油相含量对乳液稳定性、类型和液滴尺寸分布的影响。
2.2.2.1 不同油相含量对乳液稳定性的影响
实验发现,70%、80%油相组乳液未见明显分层,其余组乳液随着贮藏时间的延长均出现明显分层。值得注意的是,90%油相含量的乳液颜色、形态与其余组差异较大,且随着贮藏时间的延长出现明显的油珠上浮,推测由于油相含量过高导致乳液类型发生转变,而50%、60%油相含量的乳液随着贮藏时间的延长出现两相分离,分为上层乳油层和下层水层。
2.2.2.2 不同油相含量对乳液类型的影响(见图2、图3)

图2 不同油相含量乳液的电导率
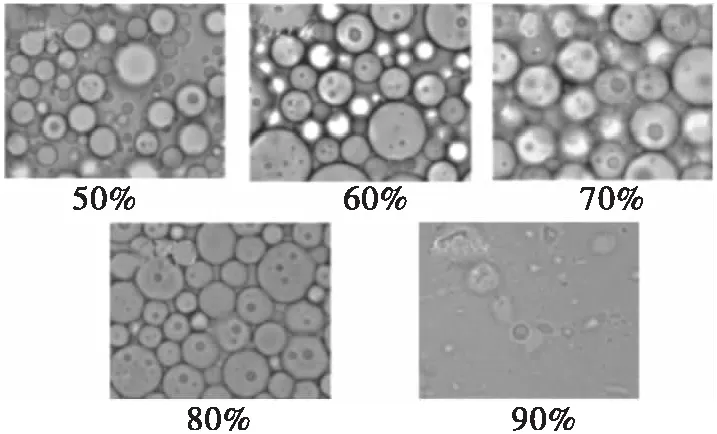
图3 不同油相含量新鲜乳液的显微镜图
从图2可以看出,乳液的相转变点在油相含量80%~90%之间。在该油相含量范围内,乳液的电导率骤降,微观结构也有很大变化,液滴形态由球形变为不规则状,即当油相含量小于等于80%时,形成O/W型乳液,90%油相含量的乳液形成W/O型乳液(电导率趋于0)。因此,AKO 作为乳化剂倾向于形成O/W型乳液。
同时,乳液电导率随着油相含量的增加呈下降趋势,此现象与张维等[12]的研究结果一致。电导率测试结果显示50%~80%油相组乳液为O/W型乳液,但从图3可以看出,随着油相含量的增加,多重乳液现象发生,内部液滴数目增加。 50%~80%油相组乳液的电导率都高于20 μS/cm,所以乳液中所存在的多重乳液类型应该是W/O/W型。Jahanzad等[13]研究发现,在相转变突发前,多重乳液主要出现在具有较高油相含量的样品中。突发相转变是指由于油相或水相含量变化引起的相转变[14]。值得注意的是,虽然多重乳液应用范围较广,如食品敏感成分的包封,减少功能食品、药品等脂肪的含量等[15-16],但影响多重乳液稳定性的因素较多,不仅包括外部的絮凝等反应还包括内在的絮凝和局部反应[17],即在实际生产中需要控制的因素较多。由于本研究没有包封特定的水溶性活性物质,同时多重乳液的存在减少了在外部阶段的水,使得部分水最终在油滴中,进而影响相转变点[6],因此应尽可能降低乳液的多重程度。此外,当油相含量为60%时,乳液电导率略微增加,这可能与乳液体系中具有一定程度的多重乳液有关。
2.2.2.3 不同油相含量对乳液液滴尺寸分布的影响(见图4)
从图4可以看出:50%油相组乳液液滴直径随着贮藏时间的延长迅速增大;60%油相组乳液液滴直径在整个贮藏过程中呈缓慢增大趋势,相较于其他组较为稳定;而70%、80%油相组乳液液滴直径随着贮藏时间的延长呈现先增大后减小的趋势。这可能与乳液中液滴的聚结和破碎有关。由图3可知,随着油相含量的增加,多重乳液现象发生并且内部液滴数目增加。液滴聚结会使液滴直径变大,而多重乳液液滴破碎后,内部的小液滴被释放到外部的连续相中,则会使乳液液滴直径变小[13]。推测50%油相组乳液液滴聚结速率远大于液滴破碎速率;60%油相组乳液液滴聚结和破碎速率基本持平;而70%、80%油相组乳液在贮藏前期液滴聚结速率较大,贮藏后期液滴破碎速率远大于聚结速率。乳液液滴聚结速率过大会导致乳液迅速失稳(乳液分层现象),破碎速率较大又不利于水溶性活性物质的包埋。

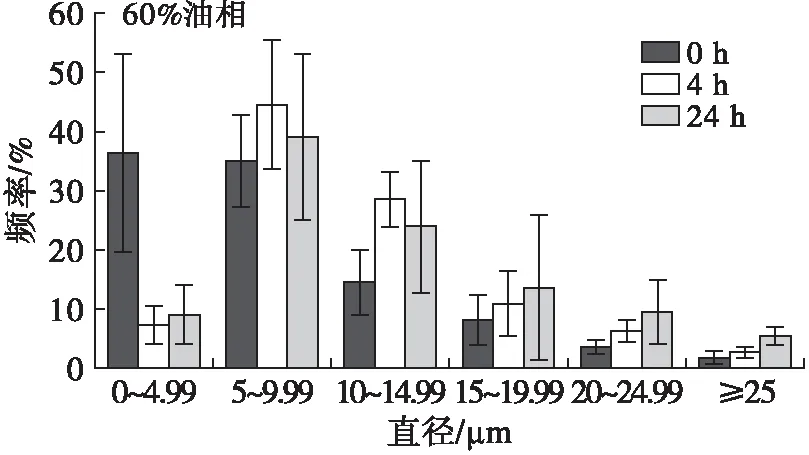
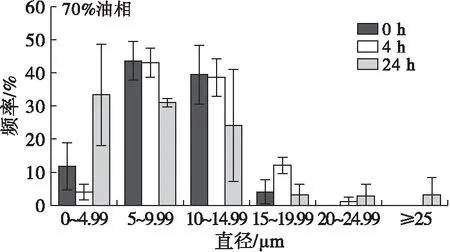
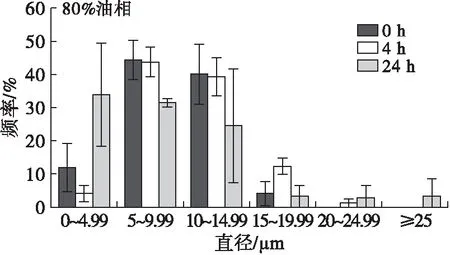
图4 不同油相含量贮藏不同时间乳液的液滴尺寸分布
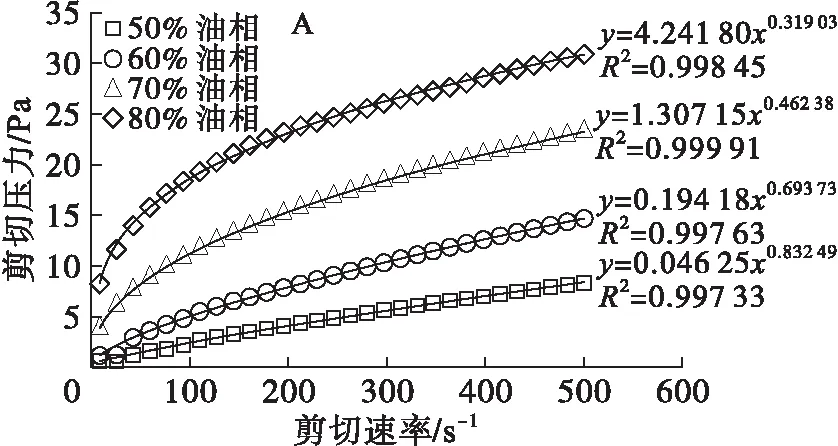
2.2.2.4 不同油相含量对乳液流变性质的影响(见图5)
从图5A可以看出,乳液皆符合Ostwald-de Waele方程,为假塑性流体(n<1),且稠度指数(K)随着油相含量的增加而增加。从图5B可以看出,乳液黏度随着油相含量的增加而增加,所有乳液均存在剪切稀化行为,并在高剪切速率下乳液黏度趋于稳定。剪切稀化行为是各种流体乳液、凝胶和聚合物溶液的特征,通常认为它是流体内微米级结构重排的结果[18]。50%、60%油相组乳液的剪切稀化程度较小(曲线相对较为平缓),70%、80%油相组乳液则具有较强的剪切稀化行为,由此得出50%、60%油相乳液具有更好的抗剪切能力。液体食品在加工运输过程中,常常会遇到各种变形和流动问题,较好的抗剪切能力有利于产品的加工和运输。
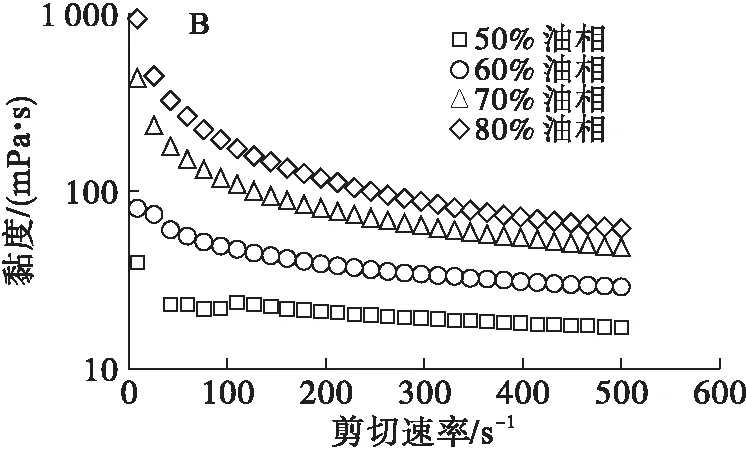
图5 1%AKO乳液的流变性质(仅分析O/W型乳液)
60%油相组乳液在贮藏4 h后发生明显分层现象,但相较于其他油相组,其乳液多重程度较低,在实际应用需要控制的条件相对较少;而且该油相组乳液黏度较小,抗剪切能力较好,饮料等水基食品往往黏度较小,且在加工过程中需要一定的搅拌、流动,该乳液性能满足实际生产需求,易于添加到相关食品中。因此,选择60%油相含量进行后续实验。
2.2.3 不同AKO含量对乳液的影响
在油相FO含量60%、剪切速率12 000 r/min条件下,分别以1%、2%、3%的AKO为乳化剂制备乳液,研究AKO含量对乳液的影响。
2.2.3.1 不同AKO含量对乳液稳定性的影响
实验发现,随着AKO含量的增加,乳液分层现象逐渐消失,乳液稳定性显著提高。3%AKO组乳液随着贮藏时间的延长未见明显分层,2%AKO组在贮藏24 h后出现明显分层,1%AKO组则在贮藏4 h后出现明显分层。AKO含量的提高使乳液体系中的磷脂浓度提高,从而使乳液的稳定性也显著提高,并且相较于剪切速率,AKO含量对乳液稳定性的影响更大。
2.2.3.2 不同AKO含量对乳液流变性质的影响(见图6)
从图6A可以看出,乳液黏度随着AKO含量的增加而增加,黏度的增加也提升了乳液的贮藏稳定性,所以3%AKO组乳液贮藏24 h时依旧未见明显分层。同时,乳液黏度随着剪切速率的增加而减小,即所有乳液都存在剪切稀化行为,为假塑性流体。从图6B可以看出,储能模量(G′)和损耗模量(G″)随着剪切频率的增加而增加,反映乳液体系积累更多的能量,这提高了乳液的稳定性[19]。同时,所有组的G″'始终大于其G′,表示乳液黏弹性特征表现为黏性主导,弹性较弱,并且2%AKO组乳液相较于其他组具有更高的储能模量和损耗模量。
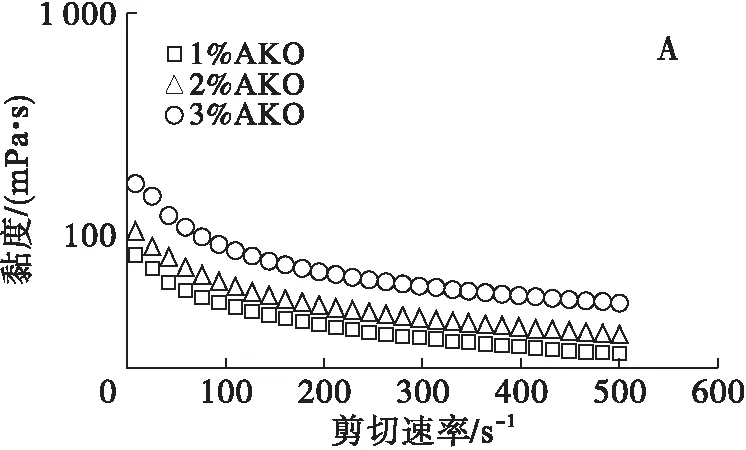
图6 不同AKO含量乳液的流变性质
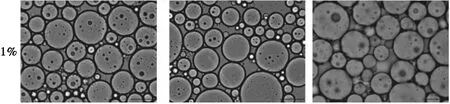
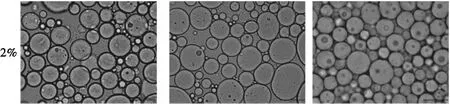
2.2.3.3 不同AKO含量对乳液微观结构的影响(见图7)
从图7可以看出,随着AKO含量的提高多重乳液的程度也随之提高,大液滴内部的小液滴数量增加,且1%AKO组乳液的液滴直径明显大于其他组,并且随着乳化剂含量的增加多重乳液程度也增加。结合图3分析,AKO含量和油相含量都会影响乳液中的多重乳液程度,且为正相关关系,而多重乳液的存在会改变乳液黏度和相转变点[6,20]。

图7 不同AKO含量乳液贮藏不同时间的显微镜图
3 结 论
南极磷虾油作为一种天然乳化剂,HLB值在6~16 范围内都有乳化能力,HLB值为8~11时表现最佳,倾向于形成O/W型乳液。
以1%AKO为乳化剂制备的乳液在油相含量为80%~90%发生相转变,即由O/W型转变为W/O型乳液。油相含量为50%~80%制备的乳液中存在多重乳液(W/O/W)行为,且随着油相含量的提高,多重乳液程度也随之提高。
以AKO为乳化剂,制备承载较高内相含量的O/W型稳定乳液的最佳工艺条件为:AKO含量3%,FO含量60%,剪切速率12 000 r/min,乳化时间5 min。
猜你喜欢
小哥白尼(野生动物)(2022年4期)2022-07-16
当代水产(2022年2期)2022-04-26
山西建筑(2022年3期)2022-02-12
食品安全导刊(2021年24期)2021-11-28
湖南饲料(2021年4期)2021-10-13
化工管理(2021年24期)2021-09-10
煤矿爆破(2021年4期)2021-03-11
意林(2021年2期)2021-02-08
煤矿爆破(2020年3期)2020-12-08
火工品(2017年6期)2017-02-01
