
镍基合金格架弹簧压力电阻焊接工艺研究
2020-08-11 17:07李涛盛国福郭蕊妍
工程建设与设计 2020年14期
李涛,盛国福,郭蕊妍
(中广核铀业发展有限公司,广东 阳江529500)
1 引言
格架是核燃料组件的核心部件,具有夹持核燃料棒和维持核燃料棒间正常间距的作用,而对核燃料棒起夹持作用的是格架弹簧。在格架栅元中,燃料棒一边由弹簧施力,另一边顶住条带2个刚凸,使燃料棒保持在中心位置。格架弹簧由镍基合金带材冲制而成,跨夹在条带上夹紧定位,上下2个贴合面通过压力电阻焊点焊固定。核燃料组件工作在高温、高压、高辐射的循环水中,随着辐照时间的增加及强腐蚀作用,格架弹簧焊点极易失效,最终可能引起燃料组件的损坏。因此,格架弹簧的点焊质量将直接影响核燃料组件在反应堆中的运行质量。
2 格架弹簧的焊接要求及焊接难点
2.1 格架弹簧焊接要求
格架弹簧分2种,一种是单弹簧,另一种是双弹簧,如图1所示[1],每只格架共有双弹簧244个,单弹簧40个,分布在28片内条带上,另外4片内条带无弹簧。每个弹簧上下端各点焊1点,共有焊点568个。对弹簧点焊的要求是:撕裂试验后必须存在可见的穿孔;焊点直径的平均值≥0.70mm;焊点内部缺陷不超过设计规定。
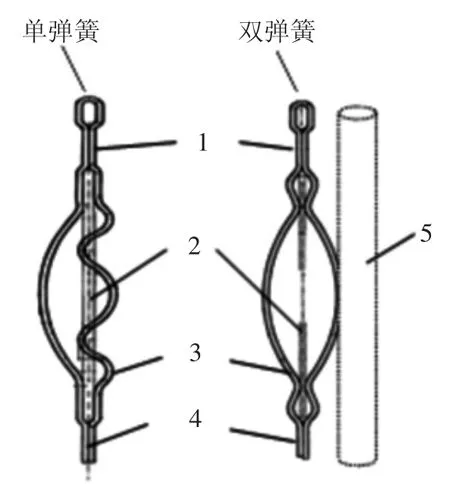
图1格架弹簧结构示意图
2.2 焊接难点
格架弹簧采用硬度高的镍基合金带材(国内牌号GH4169)冲压成型后经过适当的热处理。由于镍基合金的焊接流动性差,加上弹簧是在真空时效处理之后才进行点焊,时效处理后抗拉强度σb≥1240MPa,硬度Hv≥380,因此,焊接时容易产生裂纹、气孔、未熔合等缺陷。
3 焊接设备
核级镍基合金带材经过时效热处理后,强度和硬度急剧增大,宜选用功率较大的储能点焊机来焊接弹簧片。本次试验,采用半自动的格架弹簧点焊机进行弹簧焊接,焊接电源采用德国进口高频逆变式电阻点焊电源,逆变频率达到20kHz,控制周期为25μs,特别适用于精密点焊,焊接时人工将弹簧片放置到夹具上并夹紧,启动焊机自动完成焊接循环。
4 焊接工艺试验
4.1 确定常量参数和变量参数
参考压力电阻焊接的行业经验,电极压力和焊接电流对焊点的直径及焊接质量影响最大。本次试验,设定电极压力和焊接电流为变量参数,预压时间、预热时间、预热电流、焊接试验等参数为常量参数,如表1所示。

表1焊接常量参数和变量参数
4.2 焊接参数初选试验
第1轮试验,取初定的焊接电流中间值830A为定值,电极压力分别设定为380N、450N、520N,进行组合试验。每个参数组合焊接3个弹簧片,焊接后剪取6个样品,全部样品进行外观检测后,取2个样品进行金相检测(横向),剩余4个样品进行撕裂试验。经检测,所有样品外观和撕裂试验均合格,有4个样品的焊点直径小于0.7mm,电极压力为380N的样品压痕过浅。经过分析,判定为焊接电流偏小,380N的电极压力太小。
第2轮试验,取初定的电极压力中间值为450N,增大焊接电流至850A、900A、950A、1 000A、1050A,进行组合试验。每个参数焊接3个弹簧片,焊接后剪取6个样品,全部样品进行外观检测后,取2个样品进行金相检测(横向),剩余4个样品进行撕裂试验。经检测,所有样品外观和撕裂试验均合格,金相检测结果显示,当电流为850A时焊点直径接近于合格限值0.7mm,电流为1050A时焊点压痕过深。因此,通过本轮试验确定焊接电流范围为850~1 000A。
第3轮试验,将焊接电流设定第2轮试验确定的中间值950A,电极压力调整为400N、430N、460N、490N、520N,进行组合试验。焊接后剪取6个样品,全部样品进行外观检测后,取2个样品进行金相检测(横向),剩余4个样品进行撕裂试验。经检测所有样品外观、撕裂试验和金相检测均合格。因此,确定电极压力范围为400~520N。
4.3 焊接参数确定试验
缩小初选试验确定的电极压力参数范围为430~490N,缩小初选试验确定的焊接电流参数范围为900~1 000A。以最大参数组合(焊接电流:1 000A,电极压力:430N)和最小能量参数组合(焊接电流:900A,电极压力:490N),进行验证试验。最大能量参数组合和最小能量参数组合各剪取9个样品,全部样品进行外观检测后,取3个样品进行金相检测(横向),剩余6个样品进行撕裂试验。经过检测,所有样品的外观、撕裂试验和金相检测均合格。其中,焊点金相检测照片如图2所示,验证试验焊点直径统计结果如图3所示。
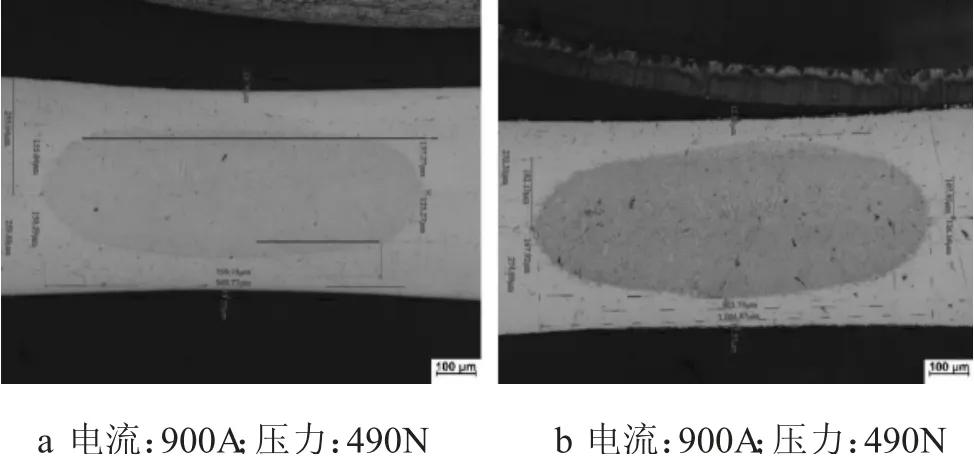
图2焊点样品金相照片

图3验证试验焊点直径测量结果
5 结论
焊接电流对格架弹簧点焊的焊点直径影响较大,电极压力对焊点直径影响较小,但对焊点深度有一定影响。通过试验得出最佳的焊接参数为:电极压力范围430~490N,焊接电流范围900~1 000A。
猜你喜欢
原子能科学技术(2022年12期)2022-12-16
原子能科学技术(2022年11期)2022-11-21
汽车实用技术(2022年5期)2022-04-02
北京工业大学学报(2021年9期)2021-09-14
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
航天制造技术(2020年1期)2020-03-28
汽车工程(2019年2期)2019-03-11
中国机械工程(2018年19期)2018-10-22
汽车文摘(2016年6期)2016-12-07
现代制造技术与装备(2015年4期)2015-12-23
