
智能制造生产线MES系统的设计与开发
2020-08-13 05:44张祖军赖思琦
制造业自动化 2020年8期
张祖军,赖思琦
(西南科技大学 工程技术中心,绵阳 621010)
0 引言
近年来随着中国制造2025规划的逐步实施,制造业开始探索建设智能制造,实现制造业的提档升级。智能制造生产线是实现智能制造的载体,生产线包括了各类加工制造设备、监控与数据采集、现场管理软件、ERP软件以及因素有机结合的集成技术,如图1所示[1]。生产线的各台加工设备与服务器总控端通过工业以太网连接,形成网络化生产体系,各类传感设备实时采集生产现场上的各种数据,通过通信网络将数据传送至工业服务器,由现场管理软件进行数据处理分析,并与ERP企业资源管理软件相结合,提供最优化的生产方案或者定制化生产,最终实现生产过程的信息集成化、执行智能化[2]。
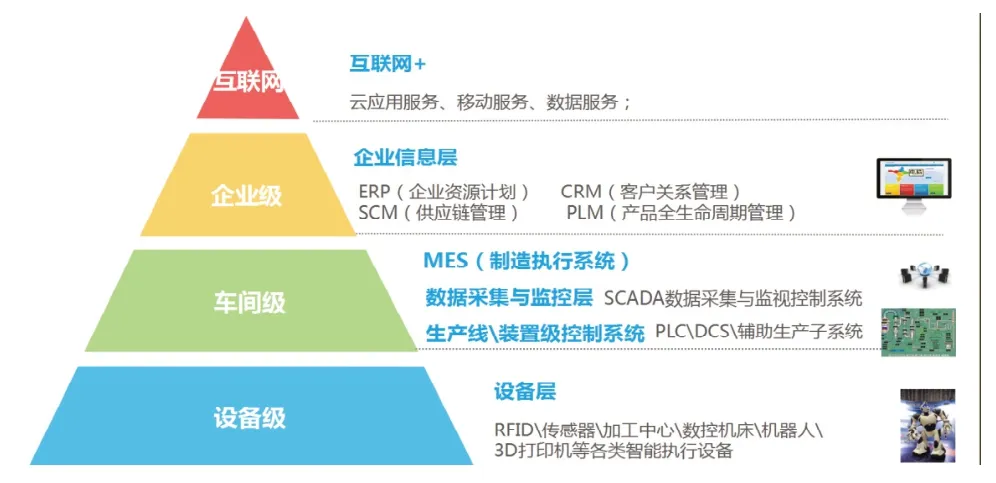
图1 智能生产线组成
在智能制造中制造执行系统(MES)面向生产线执行层,具备现场生产计划管理、设备管理、实时监控、库存物料管理等功能,是信息化管理系统的核心组成。本文面对某电视插件的智能制造生产线构建MES系统,该MES系统基于B/S架构,使用Web前端可以很方便地进行数据的录入和读取,通过OPC中间件的方式进行现场设备的实时数据采集,形成设备监控或管理的数据基础,采用Websocket传输协议来进行数据的传输,数据库采用PostgreSQL。系统实现了在智能制造生产线环境下的基础数据管理、工单管理、工艺管理、数据查询的功能,将人、设备、产品信息等生产要素相结合,为现场管理者提供了设备状态监控、工单跟踪、物料管理、数据查询等功能[3,4]。
1 MES系统构建
1.1 总体设计
如图1所示,智能制造生产线管理分为三层,ERP管理层位于上层,MES系统位于ERP和现场设备层之间。
MES系统配置两台服务器,一台与生产线的传感和监控设备连接,负责各类数据采集,一台用于数据存储和查询,各个工位配置PC机。MES系统采用主流的SSH框架,从下到上分为数据存取层、业务逻辑层与表现层。数据存取层采用了Hibernate作为ORM工具,业务逻辑层主要采用Spring框架并集成SOA模式,通过WebService接口对接其他系统,并可扩展为简单的企业服务总线(ESB)。表现层采用常见的MVC架构,实现前端与后端业务逻辑的分离。系统采用PostgreSQL数据库,实现了原材料ERP管理及MES的数据同源,便于数据的集中管理与数据的安全,避免了信息孤岛状态[5]。
1.2 系统功能模块
MES系统分为系统管理、实时监控、生产计划、仓储管理等功能模块。
1)系统管理。该模块主要是设置使用人员的权限,同时可以查看登陆系统的人员和时间的日志功能,由日志查询、负责人管理、现场人员管理三个模块界面构成。
2)实时监控。该模块主要是实时监控生产线设备的状态和生产运行情况,分为联机和单机两个子单元,联机状态界面显示生产线整体运行情况,单机状态界面通过各个热点的不同颜色来显示单个设备运行的状态。
3)生产计划。用来管理工单和工序流量,能够显示计划量、完成量和尚欠量等内容。由整机产量、生产计划量、直通率量和不良明细分析四个模块界面构成。
4)设备管理。用来管理设备,能够显示设备运行的工作时长、故障信息和维修安排等内容。由设备台账、报警记录、设备统计和维修保养计划四个模块界面构成。
5)仓储管理。用来对仓库中的原料和产品进行统计和管理,并记录管理部分的操作明细,实时仓库动态显示各个库位存放的产品信息。由原料管理、成品管理、实时仓库、统计图等模块界面构成。
1.3 关键技术
1)采用Web前后端分离开发模式,避免了传统Web模式带来的各种问题。MES系统通过采用Web前后端分离来进行设计,很大部分的数据都可以在前端进行处理,减少了服务器的工作压力;同时,后台错误不会直接反映到前台,给管理人员的工作带来了便利;前后台分离工作极大降低了开发难度。
2)系统前端采用AngularJS代码编写,架构清晰,分工明确,扩展性良好,让程序设计人员能够专注于业务逻辑,而且因为对html影响较小,能够与designer形成良好的协作。
3)系统后端采用SSH(Struts+Spring+Hibernate)框架,分析所要面对的对象的需求,提出模型,将这些模型实现为基本的Java对象,然后编写DAO接口,并给出Hibernate的DAO,用Hibernate架构的DAO类来实现Java类与数据库之间的转换和访问,最后由Spring管理struts和Hibernate。
4)系统的现场实时数据采用Websocket传输协议来进行数据的传输,大大缩短了设备端实时数据展示到网页的时间,保证了数据的实时传输和稳定可靠。同时,在后台直接存入数据库作为历史记录保存。这样就避开了常规方法先将实时数据先存入数据库,再从数据库提取,最后传输到网页上显示等一系列的操作[6]。
5)采用OPC中间件的方式进行生产线设备数据采集,得到设备监控或管理的数据基础;生产数据的采集方式有两种,如图2所示:工序位置采用RFID方式,上料工序的工装板和工件ID绑定(存入数据库),在其它工序位置上,工装板RFID通过固定读码器获取信息,并与生产线上进行加工的工件ID信息相关联;仓储出入库采用PDA扫码方式,仓库出入库,采取加工件ID条码,人工扫码方式通过无线AP直连进行数据采集。

图2 生产数据采集
2 MES系统应用
2.1 实时监控
现场设备实时数据的监控是基于Websocket实时多源数据传输技术,取代了传统的轮询方式,使现场PC端具备B/S架构下的实时通讯能力,通过向服务器发出连接请求,实现PC端和服务器端直接交换数据并实时显示在页面上的功能,有效地降低了编程实现的难度和服务器端的负载压力,增强了应用系统的扩展性[7]。服务器端与连接在现场总线上的设备层对象进行通信,进行生产现场的实时监控,并将需要的各类数据显示在页面上,同时与数据库进行交互处理。生产线现场的设备数据监控电子看板如图3所示,设备图标显示为绿色表示正常运行中,黄色表示待机状态,红色表示设备故障,白色表示设备停机维保,通过电子看板,能够对当前设备所处于的情况一目了然,让现场管理人员及时掌握生产线状态,有利于生产任务安排和设备管理。
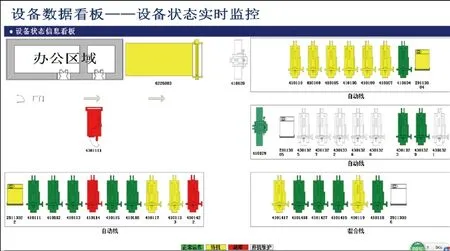
图3 电子看板
2.2 生产计划
智能制造生产线的工单及工序流量管理是生产管理的核心内容。在生产计划中,通过对比整机产量、生产计划量、直通率量和不良明细分析,能够让生产管理人员清晰地掌握生产节拍、产量和质量状况,如图4所示。

图4 生产计划
2.3 仓储管理
仓储管理的关键是针对不同的物料类型,对需要进行条码管控的物料进行分类,并设置该关键物料类型对应的条码规则类型,系统可通过关键物料类型最终找到其对应条码规则。仓储管理界面如图5所示。

图5 仓储管理
3 结语
智能制造是当前制造业发展的重要方向,MES系统是生产现场执行层信息化管理的核心部分。面对智能制造生产线的发展需求,构建了基于B/S架构的MES系统,通过OPC中间件方式、RFID方式、PDA扫码方式进行现场设备和生产数据的实时采集,得到设备和生产管理的数据基础,并通过工业以太网传送至服务器端,数据库采用PostgreSQL,实现ERP和MES系统的数据同源。该系统实现了智能制造生产管理的可视化、标准化、数字化及信息的互联互通。
猜你喜欢
疯狂英语·新读写(2021年10期)2021-12-07
今日农业(2021年13期)2021-11-26
新世纪智能(英语备考)(2019年4期)2019-06-26
铁道通信信号(2019年11期)2019-05-21
财经(2017年2期)2017-03-10
财经(2016年15期)2016-06-03
财经(2016年3期)2016-03-07
财经(2016年6期)2016-02-24
汽车实用技术(2015年8期)2015-12-26
有色金属设计(2015年2期)2015-02-28
