自动定长剪板机控制系统
2020-09-02 06:27熊惠敏闵莉琼
江西电力 2020年8期
熊惠敏,闵莉琼
(1.南昌工程学院,江西 南昌 330099;2.国网江西省电力物资有限公司,江西 南昌 330000)
0 引言
现代工业化发展的趋势就是在减少生产力降低生产成本的同时提高成产率。根据工业生产的需要,送板机需要能够对加工的板材实现各种不同长度的剪切,并且能够通过组态软件来对整个控制系统进行监控,并对设备运行过程中产生的故障进行报警处理,还需要添加手动操作功能。因此原有的送板机越来越不能够满足现代工业加工的要求。现如今的送板机行业迫切需要另外一种全新的方式来对整个送板机系统进行控制[1,2]。
在塑钢板剪切加工的过程中,系统对塑钢板长度的检测,和送料系统的随动、固定及剪切后运出等过程按照一定的工序流程控制进行。在裁剪过程中,要对每一道工序进行精确的控制。本系统是根据工厂车间的生产需要,在原有的设备基础上开发的能比较普遍的适用于板材加工的控制系统中。本系统板材的恒速送板,板材随动动态固定,板材剪切,自动定长计数等功能。该系统采用伺服驱动整个随动系统[3-5],可以对塑钢板长度进行高精度动态裁剪。
1 系统工作原理
1.1 自动定长剪板板机控制系统组成及工作原理
自动定长剪板机控制系统所加工出的板材尺寸是通过触摸屏或者组态软件进行设定。通过PLC控制系统对板材的设定尺寸进行锯板。由于在随动机构中用到了伺服驱动系统,所以加工出的塑钢板材长度精度比较高。该系统由送料机构、随动伺服同步控制系统、锯板机构、固定塑钢板材机构组成,如图1所示。该系统的定长控制采用光电编码器对塑钢板的长度进行测量。该系统的测量精度与计长辊的直径、随动同步跟踪伺服系统同步程度、光电编码的精度有关。
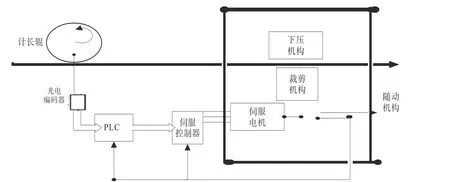
图1 自动定长剪板板机控制系统组成
在系统运行过程中,由计长辊上装的光电编码器来检测送板系统送板速度和长度。当送板系统送板达到设定长度后,由伺服系统带动随动机构和送板系统同步,固定塑钢板,启动裁剪动作,从而剪断塑钢板。该系统中核心是PLC控制。
1.2 自动定长剪板板机控制系统工作流程
自动定长剪板板机控制系统其工作过程如下所述:
1)按下启动按钮开机后,系统根据输入板料加工尺寸,加工数量,随动系统的系统回原点。送料电机开始送料且在系统运行时一直送板,随动机构的压板机构下方安装有光电开关,当送板机构的塑钢板材送板到位时,PLC开始对同步编码器的脉冲计数;
2)当编码器的脉冲数量达到塑钢板长度设定值后,PLC伺服同步机构发送脉冲,使同步机构的速度和送板系统同速运转,带动随动系统和送板系统同速,随动系统开始锯板动作流程,同时,PLC脉冲计数器清零,开始下一张板材长度计数;
3)当随动机构和送板系统同速后,压板机构立即下压,可以防止在锯板过程中由于板材松动而产生比较大的误差;
4)压板机下压到位后,锯板电机启动。锯刀先抬起到达抬起上限位,完成纵向切割,然后开始横向对板材进行切割。锯刀到达横向限位后,锯刀下降并返回到原点,锯板完成切割动作,加工数量计数自动加1;
5)当锯板到位时,板材会落入到运料小车中并开始自动计数。当板料计数达到程序中设定的值,整个系统会停止,小车开始右行送料。到达右行限位后开始卸料,在卸料完成后左行到达左行限位,计数器清零,系统重新开始运转。
2 硬件配置
自动定长剪板板机控制系统硬件配置如图2所示。本系统选用三菱公司的FX3U系列PLC做为该系统的控制核心,实现对整个系统的检测,控制以及安全保护。通过和送板系统同轴的光电编码器可以实现送板系统所送板材长度。本系统的控制难点是PLC控制伺服同步系统要实现和供给装置同步速度。伺服系统当锯板结束后,快速返回原点。
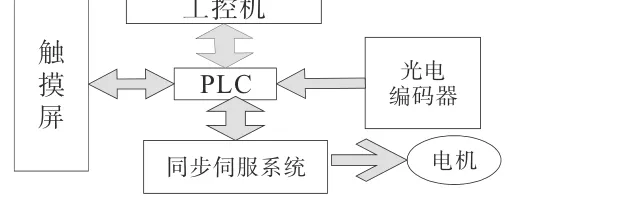
图2 自动定长剪板板机控制系统系统硬件配置图
本系统的送料电机M1由变频器进行速度控制,随动机构驱动电机M2选用伺服电机,由三菱交流伺服驱动器驱动。实现随动机构和送板机构的同步。电锯的抬起和下降以及固定机构采用液压控制。电动机M3选用液压电机。电锯横移电机M4选用三相异步电机。电气控制系统的主电路设计如图3所示。
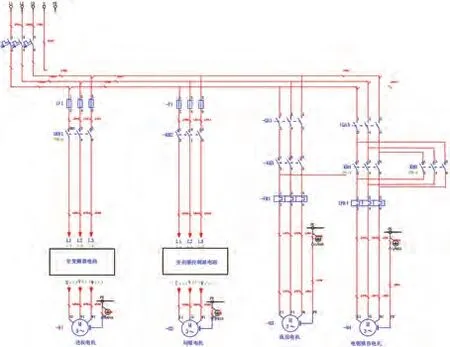
图3 电气控制系统的主电路
3 软件程序设计
自动定长剪板板机控制系统的软件流程图如图4所示。
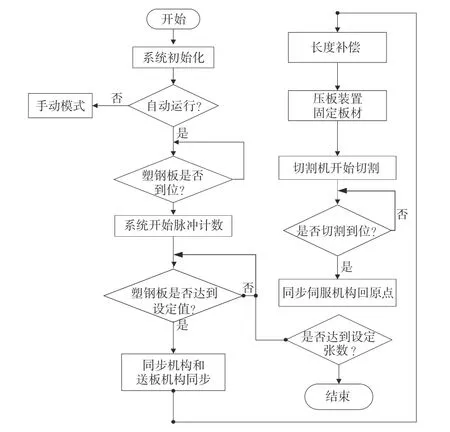
图4 系统软件流程图
本系统根据流程图在设计梯形图程序时本文主要解决三个难点即长度的设定值转换为脉冲当量,塑钢板进给长度的实时显示和同步随动系统和塑钢板进给速度同步问题。
在本系统中,编码器的精度为2 500脉冲/转,进给板的计长辊的直径为154mm。脉冲当量,设定长度值。为了提高精度,在计算过程中采用32位数据处理。该系统误差差完全可以控制在一个当量左右,满足该系统的设计需要。
随动系统使用伺服驱动随动机构和送板进给速度同步。伺服驱动系统都有一个减速箱,可以通过改变电子齿轮的比例来改变减速箱的减速比例。伺服驱动系统的电子齿轮比例范围是1/50~500。所调的电子齿轮比只能在这个比例范围内。当接收到从外部编码器发送过来的脉冲时,比如外部编码器转一圈会发送2500个脉冲,而伺服转一圈需要10 000个脉冲。如果编码器所连接的电机轴转动一圈与伺服电机转动一圈所前进的距离是相同的,此时就需要将电子齿轮比设置为10.意味着将编码器发送的脉冲数乘以10,也就是说编码器发送1000个脉冲,而伺服接收到的脉冲为10 000个。
上位机监控系统
自动定长剪板板机控制系统系统有手动操作运行和自动运行两种工作模式。通过SA转换开关选择是手动模式还是自动模式。进入监控系统首页,左侧是建立的人机界面,右侧指示灯显示系统各个部位的运行状态,具体画面如图5所示。在上位机上实现各工艺的显示和记录。
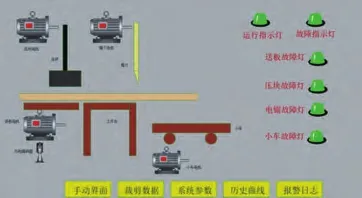
图5 系统运行监控画面
4 结语
运用三菱PLC设计的自动剪板机控制系统,用组态王做上位机人机界面。可以很方便的对设备操作参数进行修改。通过伺服控制系统实现随动机构和送板速度的同步,可以实现小误差动态切割,为了防止抖动,该设备在随动的过程中,使用压板机构对板材进行动态固定。经过在实际生产中的应用,基本实现了设计目标,长度误差不超过5 mm。当送板长度到达设定值后,随动系统能快速的实现和送板系统的同步。在随动机构同步运行过程中,裁切机构能够按照预先设定的动作执行。
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
数学物理学报(2022年3期)2022-05-25
石材(2022年1期)2022-05-23
中国有色金属学报(2018年2期)2018-03-26
制造技术与机床(2017年7期)2018-01-19
中成药(2017年12期)2018-01-19
印制电路信息(2015年6期)2015-12-30
探测与控制学报(2015年4期)2015-12-15
中国光学(2015年5期)2015-12-09
弹箭与制导学报(2015年1期)2015-03-11