
甲醇制烯烃反应过程的模拟策略及参数分析
2020-09-15 06:33范中宇周宇航朱博奇吴升元
石油化工 2020年8期
范中宇,周宇航,曹 琳,朱博奇,吴升元,雷 杨
(1. 武汉科技大学 化学与化工学院 煤转化与新型炭材料湖北省重点实验室,湖北 武汉 430081;2. 中国石化 广州工程有限公司,广东 广州 510600)
乙烯和丙烯主要由石油基原料裂解或催化裂化等过程生产。甲醇制烯烃(MTO)工艺相比于其他烯烃生产工艺,原料成本低廉,且我国甲醇产量大。因此,MTO工艺可满足我国对乙烯和丙烯的巨大需求,符合我国的能源现状。国内外学者对MTO的反应机理、动力学和工艺应用进展等进行了大量的报道[1-4]。Park 等[5-6]建立了 726 个基元反应的MTO反应动力学模型,并对模型参数进行求解。虽然单事件模型可详细描述反应历程,但MTO反应网络过于复杂。因此,很多研究者采用集总方法对MTO反应动力学进行了研究。Bos等[7]基于平行反应的烃池机理,提出包含积碳在内的8组分集总反应动力学;齐国祯等[8]基于烃池机理中的平行反应机理及催化剂平行失活机理,建立了集合C1、乙烯、丙烯、C4和烷烃的5集总反应动力学模型;胡浩等[9]建立了类似于齐国祯等建立的5集总反应动力学模型,不同之处在于将甲烷单独作为C1集总;Reza等[10]研究了SAPO-34催化剂上的MTO过程,并建立了涉及11个反应方程的动力学模型。
基于MTO反应动力学的计算机模拟研究也有很多。胡浩等[11]基于一维拟均相数学模型,建立了MTO多端间接换热式绝热固定床反应器的数学模拟,并分析了轴向温度和组分分布;俞路等[12]基于实际工业MTO过程,采用集总动力学模型、FLUENT软件中的多孔介质传递模型及S-A单方程湍流模型对反应过程进行稳态模拟,考察了操作条件对甲醇转化率、产物选择性和烯烃摩尔比的影响;蒲江龙等[13]利用Aspen Plus中的RGibbs反应器对MTO反应的热力学体系进行模拟,并从热力学角度研究了温度、压力和水含量对MTO反应平衡组成的影响。
本工作依据Reza的动力学方程[10],通过将Aspen Plus的热力学反应模块与动力学反应模块进行组合,实现了 MTO反应的严格模拟;并比较了不同模拟方案的模拟结果,研究了主要操作参数对MTO反应的影响。
1 反应动力学模型
Reza等[10]建立的反应动力学模型由13种反应物的11个反应方程式组成,见式(1)~(11),其中式(1)~(4)为主反应。MTO反应路径见图1。反应动力学参数见表1[10]。
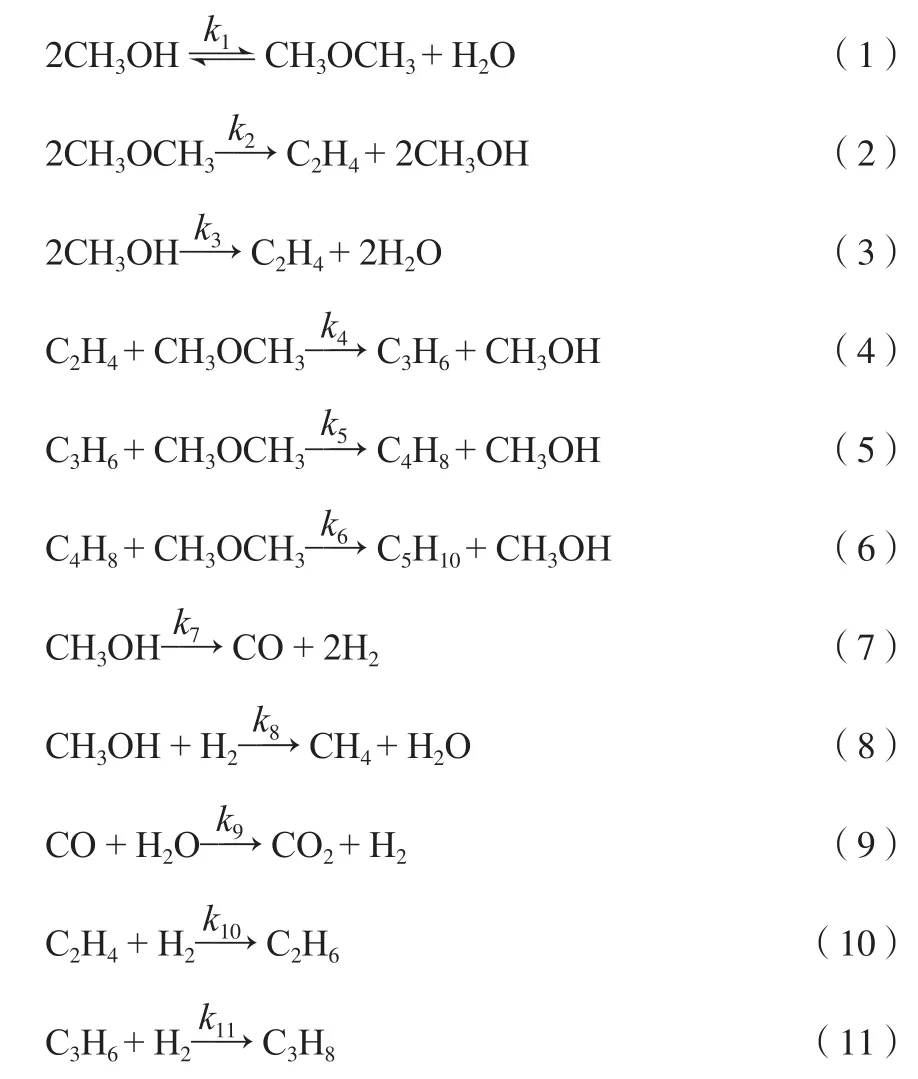
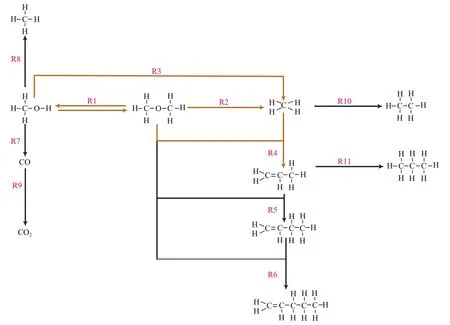
图1 MTO反应模型Fig.1 Methanol to olefin(MTO) reaction model.

表1 反应动力学参数[10]Table 1 Kinetic parameters[10]
2 甲醇制烯烃的反应过程模拟
2.1 模型的建立
目前工业化的MTO反应器以流化床反应器为主,但在实际生产中反应物与催化剂之间的相对运动十分复杂,且Aspen Plus中没有可直接调用的流化床反应器模块。本研究做出以下假设[14]:1)考虑大尺寸流化床反应器的壁面效应较小,反应气体流动近似为平推流;2)流化床中催化剂颗粒近似球形,忽略颗粒的团聚和破碎;3)反应(2)~(11)为不可逆反应。
以甲醇和水的混合气为原料,选用RK-SOAVE作为物性方法,操作参数见表2。
在使用Aspen Plus中的单一类型的反应器模块对MTO反应进行模拟时,模拟结果与文献数据相差较大。因此,考虑将Aspen Plus中的不同类型反应器模块进行串联组合,通过将反应网络中涉及的反应过程进行分配来模拟MTO反应,模拟策略见图2。将模拟结果与文献值[15]进行对比,若与文献值相差较大,则改进模拟方案,即重新分配反应网络涉及的反应过程。反应器模块组合模拟方案见表3。
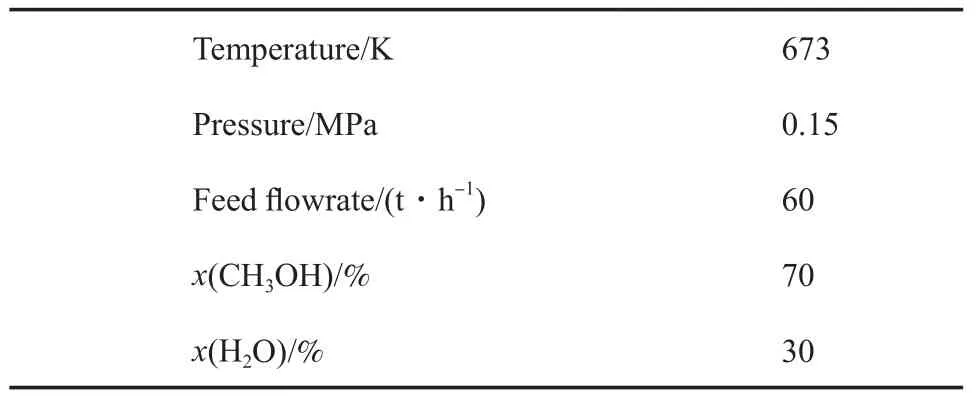
表2 操作参数Table 2 Operating parameters
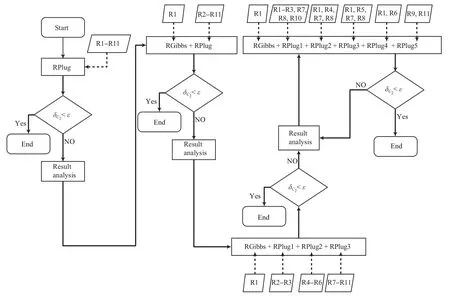
图2 模拟策略Fig.2 Simulation strategy.
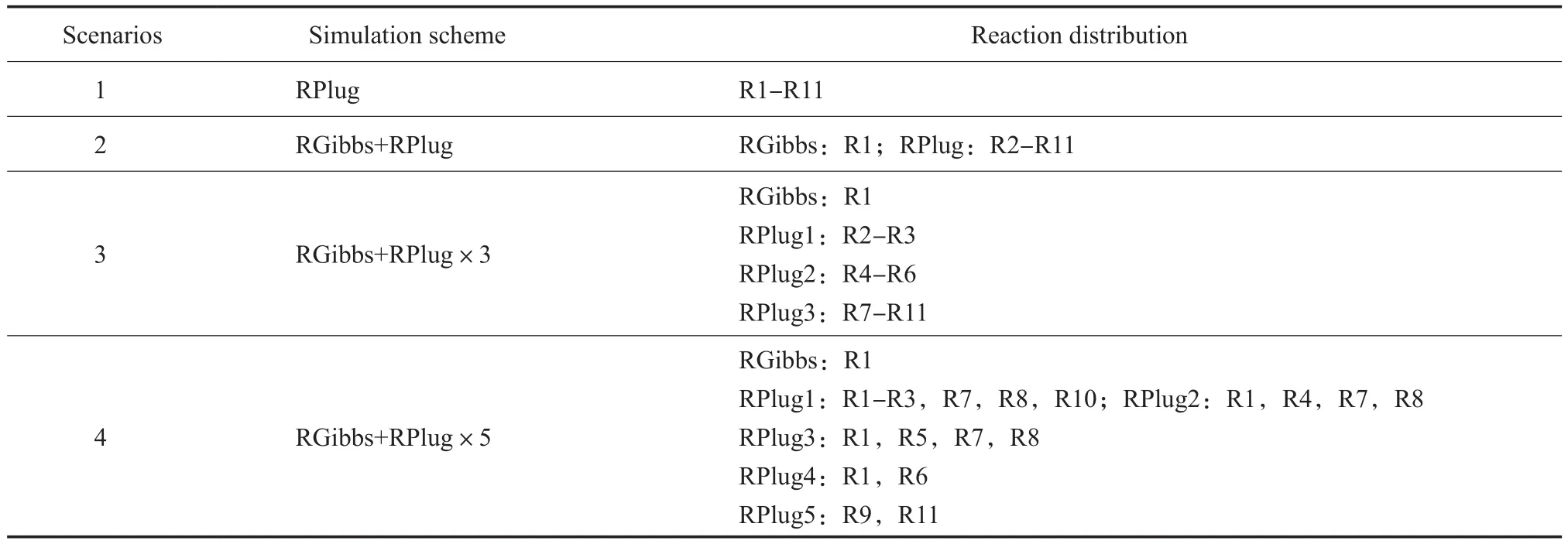
表3 反应器组合模拟方案Table 3 Reactors combined simulation scheme
2.2 模拟结果与分析
不同方案的模拟结果见表4。由表4可见,在组合1中,仅使用平推流反应器(RPlug)模拟MTO反应,模拟结果与文献值相差很大,并且甲醇会大量地转化为乙烯。反应刚开始时,先进行平行反应(1),(3),(7),由于k3>k1,所以甲醇转化为乙烯的量要明显多于二甲醚,导致二甲醚的分压较低。反应(4)~(6)的反应速率较低,最后导致模拟的丙烯、丁烯和戊烯含量与文献值偏差较多。
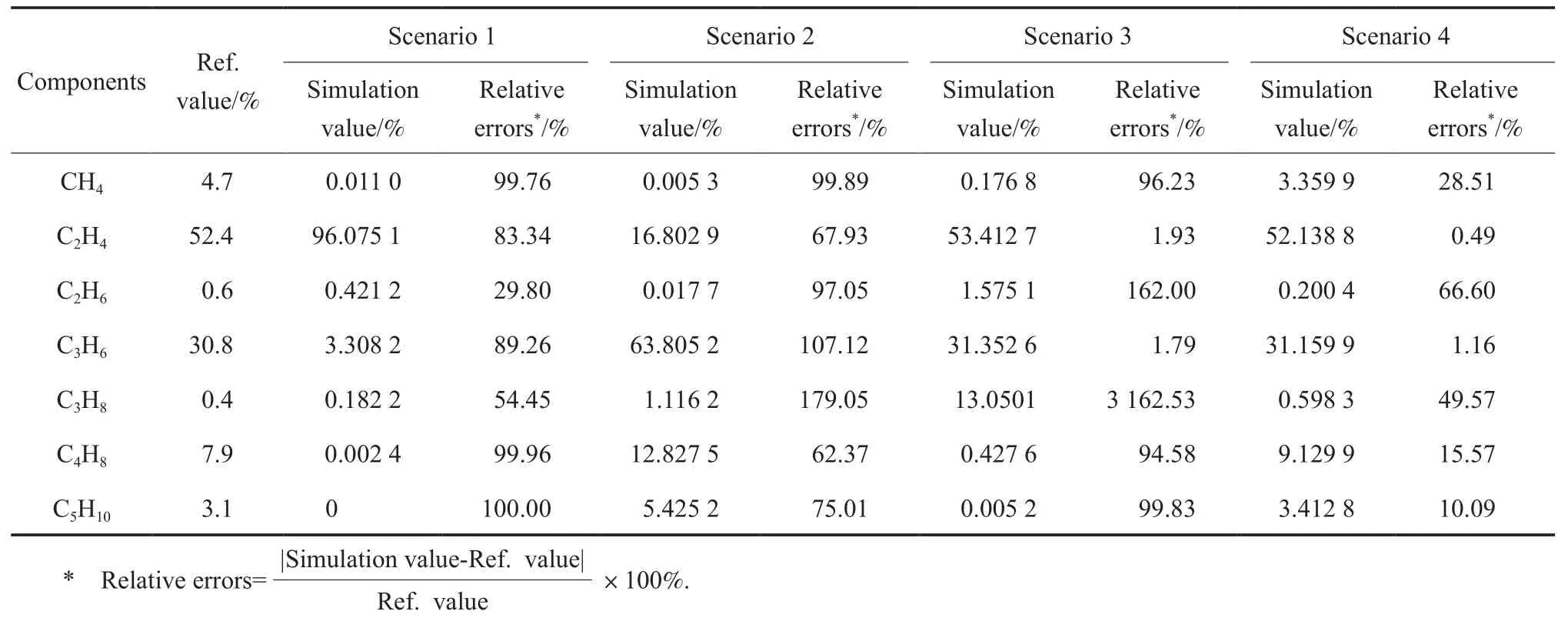
表4 不同方案的模拟结果Table 4 Simulation results of different scheme
在组合2中,使用吉布斯反应器(RGibbs)模拟反应(1),这样避免了平行反应竞争导致的大量甲醇转化为乙烯,同时让甲醇和二甲醚达到化学平衡和热平衡。在RPulg中,由于烯烃之间进行串联反应,且反应(2)~(6)的反应速率常数的关系为k4>k3>k6>k5>k2,所以丙烯的生成速率大于消耗速率以及乙烯的消耗速率大于生成速率,最后导致乙烯被消耗,生成丙烯,而丙烯在反应器中不断积累。因为丙烯的生成会不停地消耗二甲醚,导致没有充足的二甲醚让丁烯转化为戊烯。
在组合3中,采用RPlug1和RPlug2分别进行反应(2)~(3)和反应(4)~(6)的模拟。模拟结果中的乙烯和丙烯含量与文献值较为接近,但丁烯和戊烯的含量与文献值相差较大。因为在RPlug2只发生乙烯生成反应,使得甲醇和二甲醚大量被消耗。同时由于k4>k6>k5,所以丙烯会在RPlug3中积累,消耗大量二甲醚,从而导致没有充足的二甲醚参与反应(5)和(6),使得丁烯和戊烯的含量较文献值偏低很多。烷烃的含量大于文献值,是因为当反应(4)~(6)进行时,会产生甲醇,这部分甲醇进入到RPlug3中转变为氢气,进一步导致部分烯烃转变为烷烃。
在组合4中,烯烃的含量与文献值较为接近,但是甲烷的含量比文献值低。因为在实际过程中,生成甲烷的反应在流化床反应器中是连续进行的,而在模拟时,为了让甲醇和二甲醚达到化学平衡,RGibbs中没有进行甲烷的生成反应,忽略了反应刚开始时所产生的甲烷,从而导致甲烷的含量偏低。
以上组合方案中,组合4的模拟结果与文献值最为接近,乙烯与丙烯含量的相对误差分别为0.49%和1.16%。本研究在此组合方案基础上分析操作参数。
3 操作参数分析
3.1 温度
考察各组分出口含量与反应温度的关系,温度范围设定为673~753 K,保持其他操作参数不变,模拟结果见图3。从图3可见,随温度的升高,乙烯含量增大,丙烯含量降低。因为温度越高,催化剂积碳越多[16],从而导致催化剂的空隙变小,根据空间选择性效应,空隙变小更有利于小分子乙烯的生成,不利于丙烯的生成。但温度高于730 K时,温度对双烯没有明显的影响,且积碳量不断增多会影响催化剂的活性,导致甲醇转化率降低且副产物增多。因此,反应温度不易过高,适宜的反应温度为733 K。
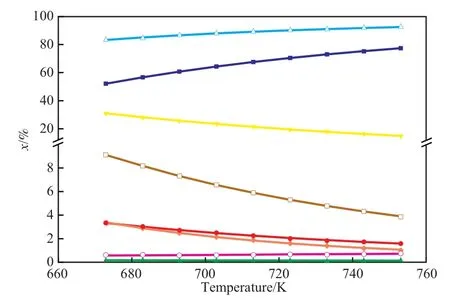
图3 组分出口含量与反应温度的关系Fig.3 Outlet stream composition(x) vs. reaction temperature.
3.2 压力
考察各组分出口含量与反应压力的关系,压力范围设定为0.10~0.26 MPa,保持其他操作条件不变,模拟结果见图4。由图4可见,压力的增长对乙烯的合成更加有利,双烯收率也逐渐增大。压力越大,甲醇的反应速率越快。压力小于0.16 MPa时,乙烯增长较快,但继续增加压力,增幅逐渐减缓。增加压力可以使反应达到更高的双烯收率,但压力超过0.22 MPa后,反应压力对双烯的增长没有明显影响,却对反应器却提出了更高的要求。因此,适宜的反应压力为0.22 MPa。
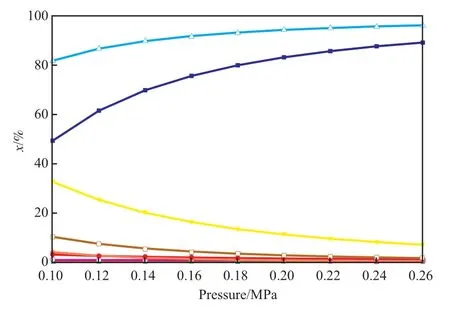
图4 组分出口含量与反应压力的关系Fig.4 Outlet stream composition vs. reaction pressure.
3.3 水醇比
考察各组分出口含量和水与甲醇的摩尔比(水醇比)的关系,水醇比设定在0~1.5的范围内,保持其他操作条件不变,模拟结果见图5。
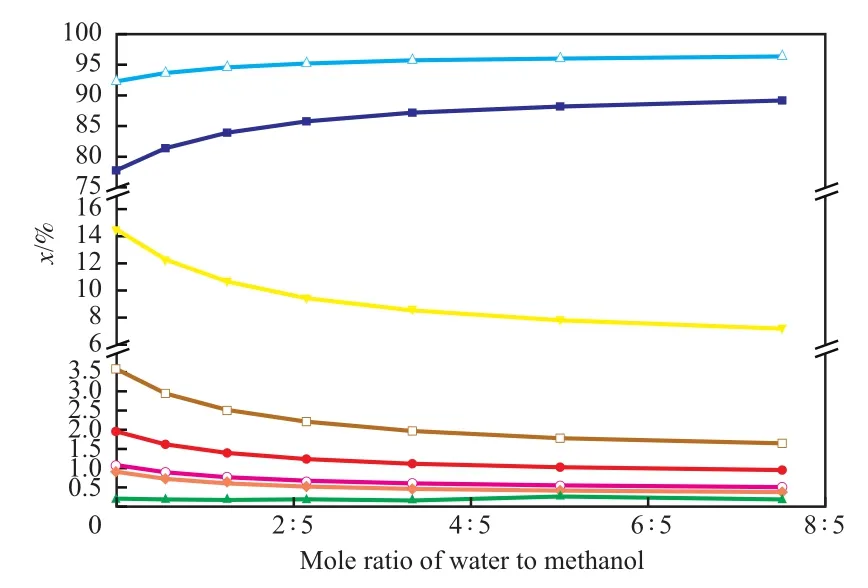
图5 组分出口含量与水醇比的关系Fig.5 Outlet stream composition vs. mole ratio of water to methanol.
由图5可见,水醇比增大可以提高乙烯的含量,抑制丙烯的生成。水醇比低于3∶7时,它对双烯收率有较为明显的影响。继续增大水醇比,曲线的斜率逐渐平缓,对反应的影响逐渐减弱。水含量的增加不仅会影响烯烃纯度,也不利于后续烯烃的分离,但原料中添加一定比例的水可稀释甲醇浓度,并有利于反应热的导出及提高烯烃选择性。同时一定的含水量可延缓积碳及提高甲醇转化率[16]。因此,进料中应含有一定量的水,合适的水醇比为3∶7。
4 结论
1)通过分析MTO的反应机理,提出了采用RGibbs和RPlug组合的模拟策略,验证了模拟方法的可行性。
2)将Aspen Plus中RGibbs和RPlug进行串联组合,同时把反应分配到不同反应器中进行模拟计算。单个RGibbs与5个RPlug串联组合的模拟结果与文献值较为接近,乙烯和丙烯含量的相对误差分别为0.49%和1.16%。
3)温度对反应有较大影响,随温度的升高,乙烯含量增大,较适宜的反应温度为733 K。压力对乙烯的生成有明显影响,当压力大于0.22 MPa时,压力对双烯收率的影响逐渐减弱,适宜的反应压力为0.22 MPa。进料中含一定量的水可降低焦炭生成,延长催化剂寿命,提高甲醇转化率,但水含量过大,会导致产物中烯烃纯度降低,也不利于丙烯的合成和后续烯烃分离,适宜的水醇比为 3∶7。
猜你喜欢
炼油与化工(2022年4期)2022-10-10
大众文艺(2022年16期)2022-09-07
科学家(2022年4期)2022-05-10
中国民族美术(2021年4期)2021-07-14
中国民族美术(2021年4期)2021-07-14
当代工人·精品C(2019年1期)2019-04-29
画刊(2018年2期)2018-03-06
儿童故事画报·发现号趣味百科(2014年1期)2014-03-31
科技传播(2012年2期)2012-07-05
绿色科技(2010年8期)2010-08-15
