
基于ProCAST模流技术CAC702铝青铜接触网线夹套环压铸成型工艺研究
2020-11-10 07:01储文平
中国设备工程 2020年21期
储文平
(中铁建电气化局集团轨道交通器材有限公司,江苏 常州 213179)
压铸成型是铝青铜产品成型的重要方法,具有充型快速、尺寸稳定等优点。本文以高铁接触网线夹套环为研究对象,通过对其铸造成型过程的模拟分析,从而针对性地进行工艺优化,所得产品性能在使用过程中得以验证。
1 零件结构及性能指标
1.1 结构分析
线夹套环为对称结构的复杂零件,左端为实心圆柱,最大直径为φ18mm,右端为不规则柱体,外径为φ40mm,内径为φ28mm,中部为L型凸型平台,厚度为5mm。零件最大壁厚为20mm,最小壁厚为5mm,三维造型如图1所示。

图1 线夹套环三维图
CAC702铝青铜具有良好的铸造性能,充型和流动性较强,适合铸造形状复杂的铸件,主要化学成分如表1所示。

表1 CAC702铸造铝青铜主要化学成分
1.2 性能指标
线夹套环要求产品表面光洁,不应有凹凸、裂纹、缩松等缺陷。
2 压铸方案设计
2.1 工艺分析
采用一模一腔的压铸模具生产。压铸机锁模力按下式计算:


式中,Fs为所需压铸机锁模力(N);K为系数,一般取1~1.3,壁薄复杂件取大值;Ff为压铸时的反压力(N);Ffa为有横抽芯时作用于滑块禊紧面上的法向反压力(N);p为压铸机压射比压;∑A为铸件、浇注系统、余料、溢流槽在分型面上投影面积的总和;Fy为压铸机压射力(N);D2y为压室直径(mm);∑A1为活动型芯成型端投影总面积;A为楔形块的楔紧角。
结合实际,选取锁模力为4000kN的卧式压铸机,压室直径为80mm,偏心距离为100mm。
2.2 浇注系统设计
本铸件壁厚差距较大,冷却凝固不确定性因素较多,因此将浇口选在靠近中部的位置,结合铸件大小,根据经验公式,初步设定浇口截面积为84.2mm2,浇注方式设定了两种方案,如图2所示。通过模流分析对两种方案进行比较,择优选取。

图2 浇注系统设计
2.3 工艺参数设计
根据材料属性,初步设置压射比压为32MPa,增压比压为45MPa,最快压射速度为1.3m/s,最慢压射速度为0.1m/s,浇注温度1050~1100℃,并保持模具温度280~320℃,填充时间0.2s,保压时间5.5s。
3 模拟分析及优化设计
设置铸件网格尺寸为2mm,模具最大网格尺寸为6mm,如图3所示。
3.1 充型过程分析
两方案的充型过程如图4和图5所示,方案1刚开始填充时流体比较紊乱,随着填充的进行,流体逐渐趋于稳定,方案2在开始阶段流体比较平稳,但在填充快结束时,尚有一部分未能填充完成。在时间t=0.08s时,方案1基本完成填充并开始保压冷却,而方案2尚未完成填充。
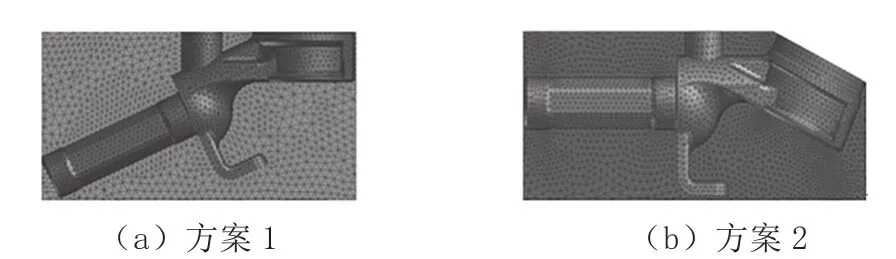
图3 离散化网格划分
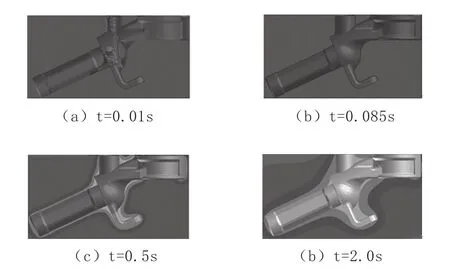
图4 方案1填充过程

图5 方案2填充过程
从金属液流动图可以看出,方案1在0.02s之后具有更加稳定的状态,铸件产生裂纹与缩孔的概率较小,而方案2在填充后期金属液流动较困难,存在缩孔缩松的风险。从冷却曲线可以看出,方案1冷却过程比较均匀且连续,方案2冷却时铸件和模具不同位置的冷却速度相差较大,存在变形开裂与应力集中倾向。总体比较,方案2更加科学合理。
3.2 缩孔缩松倾向分析
分析两种方案,由图6可以看出,方案1最大缩孔缩松为4.005%,而方案2的最大缩孔缩松为5.269%,而方案2存在两处潜在的缩孔缩松区域,综合比较,方案1更具有合理性。
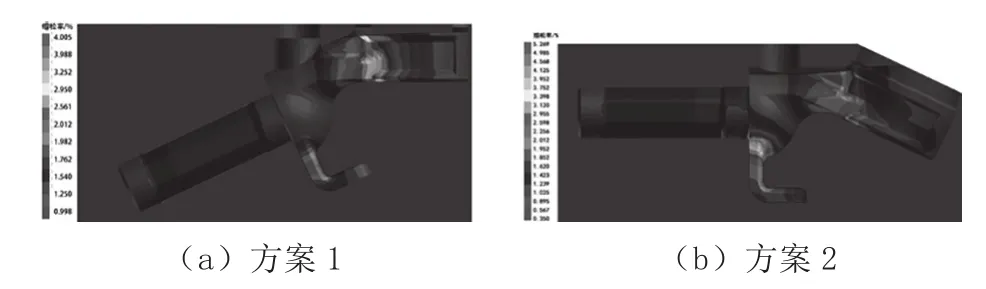
图6 缩孔缩松分析
3.3 优化设计
在选择方案1之后,进一步对工艺参数进行优化设计,故将填充时间改为0.1s,将保压时间改为3.5s,压射比压调整为45MPa,增压比压调整为70MPa,浇注温度与模具温度保持不变,参数设置完成后,再次进行模流分析,结果如图7所示。与优化前相比,优化后的铸件填充时间更快,液流更加稳定,铸件冷却曲线更加平稳。

图7 优化后的铸件模拟结果
4 方案验证
方案优化后,以方案中参数为基本参照,生产了批量的线夹套环,成品如图8所示。该产品现已用于高铁接触网智能化在线监测项目,在使用过程中,充分验证了铸造工艺及产品强度的可靠性。
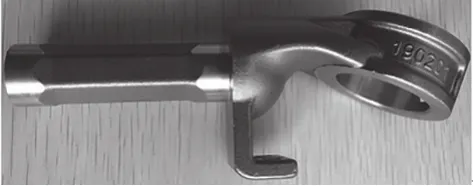
图8 线夹套环铸件成品
5 结语
铝青铜CAC702材质的线夹套环通过ProCAST技术模流分析并优化工艺参数,铸件在浇注温度1050~1100℃,模具温度280~320℃环境中,设置填充时间为0.1s,保压时间为3.5s,压射比压为45MPa,增压比压为70MPa的参数时,具有优良的工艺性能与使用性能,满足高铁接触网的使用要求。

猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
模具制造(2021年10期)2021-11-20
铸造设备与工艺(2021年2期)2021-06-08
模具制造(2020年12期)2020-02-06
模具制造(2019年10期)2020-01-06
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
模具制造(2019年4期)2019-06-24
凿岩机械气动工具(2017年2期)2017-07-19
汽车实用技术(2017年11期)2017-07-18
