
MES系统在客车涂装中的应用研究
2020-11-23 01:58吉学刚申子正
汽车实用技术 2020年20期
吉学刚 申子正


摘 要:实施智能制造是驱动企业未来健康发展和满足产品定制化、个性化、柔性化需求的重要举措,自动化与信息化的深入融合将促进人员、设备、物料间的互联互通、高效协作,发挥各生产单元间的快速响应与联动能力。文章以客车涂装生产线的智能化升级(MES系统导入)为主要阐述内容,突出生产线的数字化与智能化,进而展示MES在涂装车间的主要功能。
关键词:智能制造;工业4.0;MES;客车涂装
中图分类号:U445 文献标识码:B 文章编号:1671-7988(2020)20-141-04
Abstract: The implementation of intelligent manufacturing is an important measure to drive the healthy development of enterprises in the future and meet the needs of customization, personalization and flexibility of products. The in-depth integration of automation and informatization will promote the interconnection and efficient cooperation among personnel, equipment and materials, and give full play to the rapid response and linkage ability of each production unit. In this paper, the intelligent upgrade of bus painting production line (MES system introduction) is the main content, highlighting the digitalization and intelligence of production line, and then showing the main functions of MES in the painting workshop.
Keywords: Intelligent manufacturing; Industry 4.0; MES; Bus coating
CLC NO.: U445 Document Code: B Article ID: 1671-7988(2020)20-141-04
前言
客车产品已经成为当今问之无愧的民族品牌与中国名片,全球产销规模与市场占有率有目共睹。客车属于多品种、小批量的定制化产品,產品制作受人工依赖程度高,是典型的劳动力密集型企业。中国人口红利目前消失殆尽,社会普遍面临人工老龄化,制造企业存在用工不足且熟练技能工短缺,同时产品质量提升后劲不足,因此推行智能化生产成为驱动企业创新与发展的必由之路。
MES制造执行系统是数字化工厂的重要组成部分,是现代企业竞相导入的重点核心工程,尤其在工业4.0、互联网+、中国制造2025政策的大力引导和强劲驱动下,目前MES系统的需求也几乎呈全面爆发之势。
1 MES工程系统介绍
1.1 MES系统主要功用
在实现基础数据与业务数据在多系统中实时交互传递的同时,采用一定的技术手段通过对海量数据的实时调用/采集与分析/评判,生成有指导和追溯价值的电子报表或信息,并将相关内容及时、精准推送至电子看板、工位电脑、移动APP等终端,促进过程透视化、流程标准化、管理精细化、决策智能化,进而提高信息传递效率及发挥数据流的最大功效,确保作业协同性和目标一致性,使生产效率与资源利用率得到有效提高,同时大幅降低生产运营成本和产品不良率。
1.2 MES系统实施现状
MES起源于上世纪90年代,美国的CAMSTAR公司是最早从事MES开发的技术领先型企业,但于2014年被德国西门子公司收购。全球涉足较早且性能相对较稳定的MES平台主要包括西门子SIEMENS、通用GE、霍尼韦尔HONE -YWELL、罗克韦尔ROCKWELL等品牌,国内从事MES开发的公司多具有自动化、传感识别、电子信息、计算机与软件开发等业绩背景。国外的MES平台一般应用于管理相对规范、标准化程度相对较高的流程型制造企业,若嫁接于国内企业尤其应用于离散型行业可能会出现“水土不服”、“英雄无用武之地”的局面,导致项目实施效果欠佳或二次开发工作量过大,最终可能落得个项目流产或面目全非的“挂羊头卖狗肉”怪像。然而,为数众多的国内开发商在国家政策利好的诱导下,近年来对MES项目趋之若鹜,当然不排除盲目跟风和概念炒作的嫌疑,因此也就难免不存在鱼目混珠、良莠不齐的现象,况且目前国内也尚未形成具有霸主地位的MES开发企业,多数企业业绩零星、分散。不同行业和处于同一行业的不同企业受产品特点、生产组织方式、管理水平、甚至企业文化的差异影响而对MES的功能需求存在较大的个性化,即使采用成熟稳定的平台也需进行较多的二次开发,因此MES系统必须根据企业实际情况量身定做,做到有所为而有所不为,适合的才是最好的。
1.3 MES项目推进整体要求
MES工程涉及设备升级联网、软件开发与集成、数据调用与采集、信息加工与推送终端布置等内容,以确保信息的互联互通、共享共用,全面提高人、机、料、法、环的高度协同性,其中MES软件开发必须根据公司情况及业务部门实际需求进行有的放矢的针对性开发,必须要强调项目“落地”执行。MES是智能制造项目中系统性、关联性、科学性强的核心重点工程,不仅高层领导要亲自抓办,而且要汇聚工艺、生产、设备、IT等多部门精锐力量进行联合攻关和一体化推进,同时要做到分工明确、权责清晰、计划严谨,任何部门的“单打独斗”都不会使项目最终落地开花,如图1。
2 公司级MES主要功能模块
2.1 计划管理模块
融合APS高级计划与排程系统,平衡物料、设备、工位、人员、节拍等制约资源,合理规划投入时间与顺序,并且根据系统中的实时生产数据变化和事件做出响应,对生产计划进行实时动态调整,减少因资源匹配性差而出现呆工、堵线等生产异常,进而提高生产执行效率。
2.2 物料管理模块
融合WMS、MDS等系统,根据订单排产计划和产品各阶段制作周期,及时制定物料采购及配送计划,并将信息自动发送至供应商或配送中心的网络客户端和移动APP,做到信息覆盖无死角、传递无纰漏;同时对物料进行条码识别与追踪,做到物料可分揀、可追溯、可纠错,并且配合应用AGV输送系统,实现部分物料的精准、智能配送。
2.3 设备管理模块
建立设备与信息管理系统的高速连接,对设备运行数据(状态、时间、能耗、产量等)进行实时采集与监控,同时可实现工艺参数直接下发至自动化设备,减少人为介入的不确定性,为智能决策提供基础保障。同时引入设备的全生命周期管理,对设备的购置、运行、维护、报废等环节进行全程跟踪与指导,提高设备使用寿命与综合利用率。
2.4 过程管理模块
融合条码、RFID等技术手段,对车辆生产进度进行准确跟踪,同时综合物料、工艺、设备、质量、人员等信息,形成涵盖物料、工艺路线、设备数据、质量数据等信息在内的整车生产档案,并且相关信息可在具有二维或三维产线布置图的电子看板中进行同步映射,以提高信息传递效率和异常问题的快速响应能力,促进生产过程的透明化、可视化。
2.5 工艺管理模块
融合基于CAD/CAE/CAM/CAPP/PDM的模块化产品设计,推行产品虚拟仿真装配技术,提高产品数字化设计水平,并且有利于提高同步工程中工艺审查的全面性和提前发现并规避产品存在的潜在问题,同时可以制作标准化、可视化强的工艺指导性文件并发布到生产现场。另外,通过采集影响产品质量的关键工艺过程控制参数,并对变化趋势进行不间断监控和多维度分析,及时提供指标偏离预警信息,全面提升工艺管理水平。
2.6 质量管理模块
以自动采集或人工简洁方式录入为主导,实现整车在生产过程中的质量溯源和问题统计报告等功能。并且配合Andon安东系统和电子看板,将质量问题直接推送至责任方,促进质量问题的闭环、快速解决。
2.7 人员管理模块
精细化管控人员技能,实现技能与岗位的一致性绑定,并且可实现质量问题的责任判定与追溯。
3 公司级MES整体推进思路
MES项目涉及组织架构、管理水平、制造能力、企业文化等诸多环节,其构成复杂、系统性强、风险性高、协调难度大,本着稳妥审慎的推进原则,要由点及面、分步推进。MES项目应根据不同公司的实际发展情况,应把握“着眼整体、推行试点、先易后难、稳步推进“的实施方针,待具备一定阶段效果后再扩展至其它车间,公司级MES整体推进思路如下(图2):
选择涂装车间为MES试点主要基于以下理由:设备自动化和集成度相对较高,具备现场数据采集的基本条件;工艺流程及物料通用化程度高,实施难度小;对现有信息管理系统的依赖程度较弱,可以快速推行。
4 涂装车间MES实施主要内容
涂装车间以制造过程的“透明化、可视化、可追溯”为导入原则,突出问题牵引导向,通过信息采集、数据分析、看板展示等技术手段,及时暴露生产管理过程中存在的短板、不足和浪费,从而达到提质增效、节能降耗的最终目的。基于以上需求,涂装车间MES需具备如下功能:
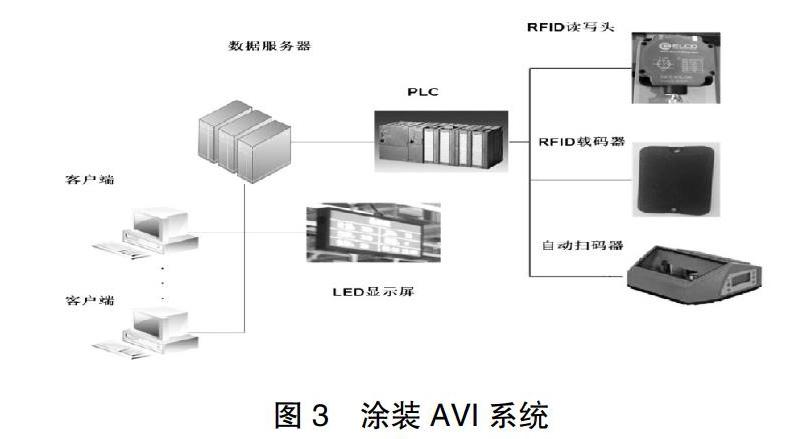
4.1 采集车体定位信息(AVI)
将RFID载码体与大循环撬、电泳撬相连接,设置部位应确保涂装过程中不易遭受污染且信息读写方便,其中电泳撬载码体应耐200℃以上高温和能够承受电泳线酸碱液侵蚀。数据与ERP、PLM系统自动关联;同时在换撬工位设置2个载码体信息(清除/写入)切换点,平移车位置设RFID读写头。可以依据车辆的流向、队列、占位等信息判定车辆的具体位置信息,如图3。
(1)车体占位信息(含订单号)、设备运行状态在车间布局图中应同步映射,但当车体占位异常超时(时间可设置),应突出显示,以便引导及时处理相关异常。
(2)车辆跨平移车转序可实现完工自动呼叫与调度,并且可依据设定条件自动流转。
4.2 采集工艺信息
(1)对工艺参数的变化趋势进行直观分析,当接近极限值或超出工艺控制范围时,提供警报信息并自动推送至相关责任人邮箱或手机终端。
(2)支持工艺方案及作业指导书下发和更新,自动读取PLM中订单技术/工艺通知和ERP中的BOM物料信息,支持工位级电脑便捷检索与查询等功能。
(3)订单技术/工艺通知在车辆抵达相应工位时在工位级电子看板中自动推送并切屏循环播放,如图4。
4.3 采集质量信息
(1)可形成集订单号、车型、车号、各工序开/完工时间、工位号、操作者、原材料(名称/品牌/批号)等信息在内的整车涂装生产档案,其中操作者、原材料可通过扫码方式自动获取,并与其它信息直接绑定。
(2)在质量转序点设置检验典型问题录入工作站,问题点以选择为主,视不同问题可选择本工序处理、下工序处理和让步接收等选项,但问题处理完毕,必须由操作者进行封闭,并且信息的录入和读取必须简单、便捷。
(3)膜厚、光泽、DOI等涂膜数据按一定规则测量后可支持无线自动上传和手工导入两种方式与MES系统相连接,并且具备不同门类油漆涂膜数据的统计分析、对比评判等功能。
(4)在钣金车进口、涂装车出口位置安装摄像头,以450角位置采集整车外形状态图(侧面+前围),以便追溯车辆的原始状态。
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
汽车实用技术(2020年15期)2020-10-20
当代工人(2020年13期)2020-09-27
意林(2020年10期)2020-06-01
汉语世界(The World of Chinese)(2019年2期)2019-04-19
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
企业导报(2015年6期)2015-04-27
娃娃画报(2009年9期)2009-09-14
