某型教练机进气道内壁口盖螺钉缺失故障分析及改进措施
2020-12-29 02:28左晓娟李灿山王智珠
教练机 2020年4期
王 斌,左晓娟,李灿山,王智珠
(航空工业洪都,江西 南昌,330024)
0 引言
飞机进气道是将外部大气经过整流后向发动机提供均匀稳定气流的通道,同时起到对气流进行减速增压的作用。在飞机飞行过程中,由于受气流扰动和发动机噪声影响,进气道内会产生强烈的振动,若振动引起进气道内零部件或者连接件的掉落,则可能打伤发动机涡轮叶片,损伤发动机,严重时可造成发动机停车。
某型教练机在使用过程中发现进气道内壁口盖一只螺钉缺失,现场通过查找未找到掉落螺钉,检查发动机亦未发现有损伤,通过对螺钉孔进行检查,孔内及边缘未发现有变形及损伤等缺陷,无法查清故障原因。为了避免类似问题重复出现,保障飞机的使用安全,需对有可能产生的原因进行一一排查分析,并对过程中发现的不合理处提出改进措施。
1 故障部位介绍
此故障部位口盖位于飞机进气道前段,靠近进气道唇口,口盖、口框及周围零部件均采用LY12铝合金材料,在口盖内侧支撑口框上布置有GB930M5托板螺母,口盖与口框之间通过HB1-211十字槽120°半沉头螺钉连接,结构强度设计口盖参与机体结构整体传力,结构形式及位置如图1所示。
进气道受气流扰动及发动机噪音影响,所处环境为典型的振动环境。口盖内部壁板为飞机整体油箱壁板,在油箱装配和试验时,需通过此口盖提供装配通路,并对油箱壁板进行渗油检查和维护。口盖主要用于飞机生产装配过程中,在油箱装配完成后,该口盖装配通路不会再用,油箱密封后几乎不会再开启此口盖(除大修外)。

图1 故障部位
2 故障原因分析
因现场未找到丢失螺钉,无法确认螺钉缺失前状态,故从设计、生产及使用的整个生命周期对故障原因进行分析,故障树分析如图2所示。
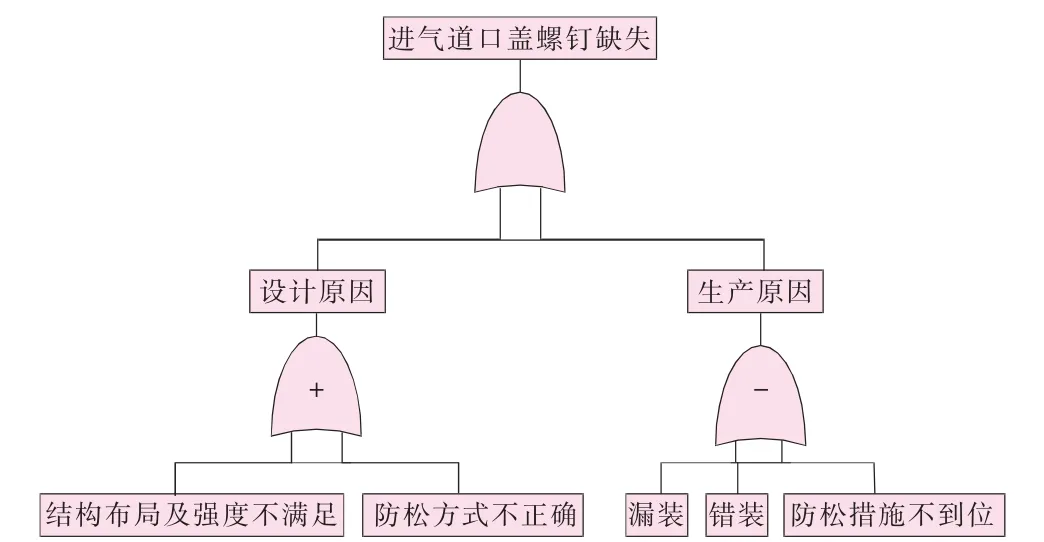
图2 故障树分析
2.1 设计原因分析
1)结构布局及强度分析
故障区域口盖参与整体传力,口盖为LY12铝合金化铣口盖,连接区厚度2mm,非连接区厚度1.5mm,口框为1.2mm的LY12铝合金钣弯件,口盖与口框之间采用航空橡胶板进行密封,托板螺母预埋在口框上。进气道除了参与总体受载,还承受进气道吸力、压力载荷,口盖主要承受进气道吸力。在有框处,框板给口盖提供支持,为保持口盖径向刚度,在口盖内部没有框板支撑处布置了环向箍[1],如图3所示。
此种口盖结构形式为一般的飞机口盖结构形式,在飞机结构上普遍采用,且进气道经过强度计算及实验,满足飞机载荷设计要求。
2)防松方式可靠性分析
(1)口盖连接选用的托板螺母为GB930 M5双耳托板自锁螺母,螺母本身具有自锁功能;
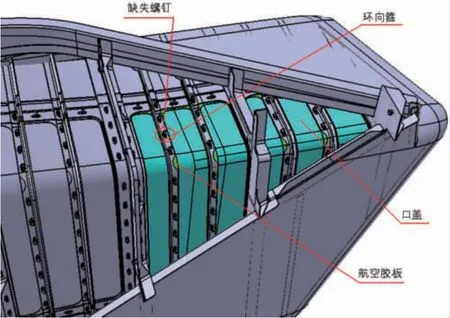
图3 结构形式
(2)为防止螺钉从托板螺母中松脱掉落,要求螺钉螺纹出牙长度大于2个螺距[2]。经过对连接区夹层厚度进行检查,所有螺钉均满足要求;
(3)为防止螺钉错装,口盖连接螺钉采用了防差错设计,单个口盖上所有螺钉均为同一牌号[3];
(4)为了进一步提高进气道口盖螺钉的防松可靠性,进气道内壁口盖安装时要求对螺钉涂环氧树脂胶保险,通过螺钉和托板螺母间的环氧树脂胶固化,将螺钉和托板螺母胶接为一个整体,作为备份防松方法,可提高进气道口盖螺钉的防松可靠性。
2.2 生产原因分析
通过对生产过程分析,造成螺钉缺失的可能原因有:
1)漏装
螺钉在初始生产装配阶段未安装,或因排故等原因打开口盖,对螺钉拆除后,螺钉未按要求复原。
2)错装
螺钉直径不满足设计要求,如螺钉直径小,由于螺钉安装时螺钉均涂环氧胶,安装时靠胶的挤压拧紧,错装不易发现;
螺钉长度不满足设计要求,若螺钉长度偏短,装配时是否出牙不易发现,螺母无法起到自动锁紧功能。
3)防松措施实施不到位
螺母自锁能力不满足要求:GB930托板螺母通过挤压螺纹部分变形起到自锁功能,多次拆装后螺母的挤压变形恢复,自锁能力下降。
漏涂胶或涂胶量过少:未按设计要求涂环氧树脂胶防松或涂胶量过少,导致螺钉在振动环境下的防松可靠性降低。
涂胶不规范:在涂胶前未按要求对托板螺母、螺钉及相关零件进行清洗。
3 可能故障原因分析
通过对故障部位装配流程及要求进行分析检查,未发现漏装、错装问题,通过对检验报告检查,亦未发现有漏装、错装的故障出现。对现有已装配好的飞机进行排查,未发现螺钉漏装、错装及漏涂胶问题。同时,对故障螺钉孔进行检查发现,故障螺钉划窝处还残存部分环氧树脂胶,也进一步排除了螺钉漏装、漏涂胶情况。
通过对设计要求及工艺操作要求进行分析检查,设计及操作要求中均未明确螺钉安装涂胶量,相关螺钉安装工艺说明书及涂胶作业指导书中,也没有明确的涂胶量要求,所以在螺钉安装过程中,不可避免会出现涂胶量较少的问题,导致螺钉防松能力降低。
因故障部位所需安装螺钉数量较多,且每只螺钉、托板螺母及相关区域在安装前均需进行严格清洗,要求较高,可能出现涂胶前涂胶部位清洗不干净的情况,从而导致胶液粘附能力下降、涂胶防松能力降低。
自锁托板螺母是通过挤压螺纹部分至变形达到自锁的目的,故随着拆卸次数的增加,螺纹部分原挤压变形逐步恢复,其自锁能力也就逐步下降。设计、工艺均未规定螺钉拆卸次数或要求尽量少拆,因此,实际装配过程中可能因多次拆卸引起托板螺母自锁能力下降。
4 试验验证
为了验证涂胶量与螺钉防松效果的关系,进行如下验证试验。
制作了3组试片,3组试片的连接件、材料厚度、所涂环氧树脂胶均与进气道内口盖要求一致,仅螺钉涂胶量不同,具体如下:
第1组螺钉未涂环氧树脂胶;
第2组螺钉仅蘸少量环氧树脂胶,胶量仅覆盖螺钉螺纹的一半;
第3组螺钉螺纹部分全部蘸满环氧树脂胶,螺钉拧入后胶液溢出,并擦干溢出的胶液。
装配完成后,待环氧树脂胶干燥以后拆除螺钉。其中,第1组未涂胶的螺钉可手动拆除;第2组涂胶少的手动拆除困难,需用普通风扳机拆除;第3组涂胶多的手动无法拆除,需用强力风扳机拆除。
根据拆除螺钉的困难程度,通过此试验能够看出同等条件下,涂胶量大小直接影响螺钉的防松能力。
5 改进措施
加强质量控制,防止螺钉牌号、直径或长度装错,防止螺钉漏装;
完善涂胶要求,装配过程中明确要求涂胶量应保证螺钉拧紧后,应有环氧树脂胶溢出,并清除溢出的多余胶液。涂胶装配放在飞机交付之前即口盖不会再开启时进行,减少对托板螺母自锁能力的破坏;
规范涂胶过程,涂胶前保证托板螺母、螺钉及相关零件的清洁,施工时应保证在胶的活性期内进行;
调整口盖装配顺序,减少口盖装配次数,减少对托板螺母自锁能力的破坏;
装配完成后,交付飞机前,对进气道内口盖螺钉喷涂初始位置标识,在飞机维护规程中要求,飞行前后需对进气道内壁螺钉进行目视检查,螺钉是否有松动情况,若有松动需按要求进行排故。
6 结论
某型教练机前进气道口盖采用自锁托板螺母+涂环氧树脂胶的防松方式可行,可满足飞机使用要求。但在螺钉安装时,存在环氧树脂涂胶量不足、过程控制不规范及托板螺母多次使用等因素,极大的影响螺钉的防松效果,导致飞机在使用过程中螺钉松动,甚至脱落。为了避免故障再次出现,故在完善设计要求的同时,应加强工艺过程管控。
猜你喜欢
粘接(2022年8期)2022-08-19
北京航空航天大学学报(2021年9期)2021-11-02
北京航空航天大学学报(2021年7期)2021-08-13
粘接(2021年1期)2021-06-10
舰船科学技术(2021年12期)2021-03-29
汽车实用技术(2020年3期)2020-03-07
学苑创造·B版(2019年2期)2019-02-19
中国高新技术企业(2015年12期)2015-03-31
城市建设理论研究(2012年22期)2012-09-06
西安交通大学学报(2009年3期)2009-04-20