工艺条件对板坯结晶器流场的影响
2021-01-08 06:16田玉石李树奎
工程技术研究 2020年21期
田玉石,李树奎
(北京理工大学材料学院,北京 100081)
连铸坯的表面缺陷问题绝大多数产生于结晶器,因此结晶器内的合理流场对高效连铸和无缺陷铸坯的生产至关重要。浸入式水口直接影响结晶器内流动模式,尤其是液面波动和卷渣行为。基于此,文章展开了详细论述,希望能对相关研究有帮助。
1 非稳态浇铸
1.1 水口堵塞
钢中的夹杂物会黏附在水口内壁并不断聚集,使水口侧孔的形状发生明显改变,严重扰乱钢流[1]。水口堵塞除了会降低生产效率和水口使用寿命,所形成的堵塞物还会影响钢液在结晶器内的流动,容易造成水口两侧液面起伏大、钢液偏流,使钢液中的夹杂物粒子在侧孔堵塞一侧运行的路程变长,增大被坯壳捕获的概率[2]。侧孔堵塞对液面轮廓也有显著影响,当水口某一侧孔堵塞严重时,其有效面积减小,水口两侧液面高度差变大、不对称性增强[3]。这是因为左侧孔的堵塞造成右侧孔的质量通量增大,使流股在上回旋区的动量也增大[4]。因此,当水口堵塞时,应该及时停浇或更换水口。
1.2 水口不对中
浸入式水口的对中对结晶器内流场影响很大,当水口不对中时,容易在流速小的一侧产生旋涡,并使结晶器流场不对称[5-6]。水口向一侧偏移后,液面出现了相对流动,在流速较小的一侧,会形成旋涡[7]。由于流体本身脉动的作用,液面流场随时间呈周期性变化。在水口偏离中心所致的不对称流动和流体本身脉动作用的综合影响下,形成了偏流涡,其强度和停留时间超过湍动涡。因此,为了连铸坯的无缺陷生产,必须保证浸入式水口的对中操作。
2 水口浸入深度
为了防止水口渣线被过度侵蚀而造成浇铸中断,水口浸入深度在浇铸期间往往要随着连浇炉次的数量适当变化。浸入深度对结晶器的流场有重要影响,增大水口的浸入深度有利于结晶器形成双辊流型,降低自由液面的湍流强度并减小液面波动幅度。因此,增大水口的浸入深度利于减少剪切卷渣现象的发生,可以改善铸坯表面质量。
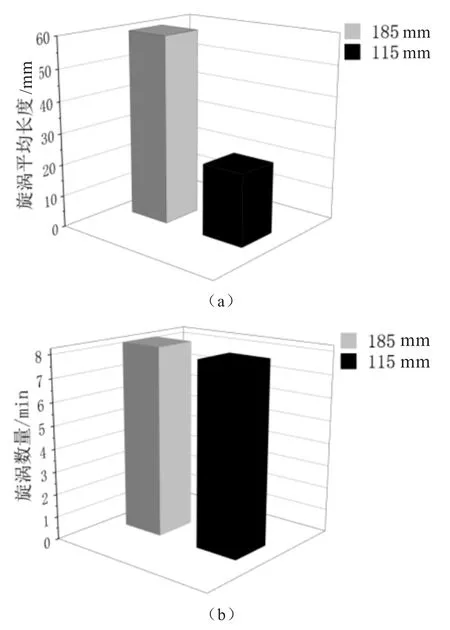
图1 浸入深度对液面旋涡的影响
但水口浸入过深也会使铸坯出现质量问题。不同浸入深度对液面旋涡的影响如图1所示。当浸入深度为185mm时,旋涡的平均长度约为60mm,频率为8.25次/min;当进入深度为115mm时,旋涡的平均长度约为23mm,频率为8次/min[6]。旋涡可以把液渣卷入钢液内部,尤其是当旋涡尺寸较大时,液渣更容易被卷入钢液深处,形成旋涡卷渣并造成铸坯夹渣缺陷。水口浸入过深还会使夹杂颗粒深入下回旋区中,造成大量的颗粒被坯壳捕捉。在连铸工艺中,结晶器是去除夹杂物的最后场所。水口浸入过深还会造成液面附近的钢液流速过慢从而导致液面过冷,使钢液间的热量混合不均且减少了传入液渣层的热量。这会导致出现液渣层过薄、渣量不足等问题,尤其在水口附近,还会使铸坯易产生表面缺陷。因此,当工况一定时,水口浸入深度应保持在最佳范围。
3 浇铸速度
在其他工艺参数不变的情况下,提高拉速会使结晶器流型发生显著变化,增大结晶器内瞬态湍流波动,进而冲击钢(渣)界面动量最大的位置,同时也会加剧流型的不对称性,而这种不对称又加剧了液面波动和局部湍动的程度。流型的振荡周期与流体质点在上回流区的停留时间相对应,通常约0.5min以内[8]。拉速瞬时变化的大小对结晶器的流型有很大影响,当拉速以0.3m/min逐渐增大时,结晶器流型的变化很小;当拉速突然大幅度变化时,流股会以较大的动量强烈冲击结晶器壁,导致结晶器内的流场剧烈变化,如图2所示。[9]。在典型的双辊流型中,提高拉速会增加窄侧钢液的界面高度,使保护渣流入渣道变得困难,波高会随着拉速的提高而增大。当液面流速超过波不稳定性的临界值时,液面波动可能会突然大幅度增加[10]。
4 断面尺寸
在通钢量不变的情况下,增大断面宽度或减小断面厚度会增大结晶器流型的瞬变趋势,液面波动、液面流速、冲击深度均有不同程度的下降,如图3所示[11]。增大断面宽度有利于在结晶器内形成单辊流型,流股随时间不对称的振荡严重。当拉速一定时,振荡速率随断面宽度的增加而增大[12]。对于宽板坯结晶器,由于窄侧到水口侧孔距离太远,难以有效地约束流股,因此脱落的旋涡会造成流股位置的不稳定。
当断面宽厚比超过某一临界值时,流股会先冲击结晶器宽面,当流股扩散角为12°时,此时断面宽厚比的临界值为10[13]。当宽厚比大于临界值时,流股先冲击宽面,然后上回旋形成两个窝心;当宽厚比小于临界值时,流股直接冲向窄面,形成上下两个回旋区。
5 结语

图2 结晶器宽度与表面流速的关系
结晶器的流场受工艺条件的影响,在给定的水口条件下,为了得到结晶器内合理的流场,必须综合考虑多重工艺因素的影响。只有掌握了各因素与流场之间的关系,才能有效进行工艺优化。当水口和断面确定后,通过匹配合理的拉速和浸入深度,可得到最佳的使用条件,提高铸坯质量和生产效率。
猜你喜欢
科学技术创新(2021年7期)2021-03-23
少儿美术(快乐历史地理)(2020年5期)2020-09-11
工业加热(2020年2期)2020-04-08
山西教育·幼教(2020年2期)2020-03-07
山东冶金(2019年6期)2020-01-06
作文小学中年级(2019年6期)2019-07-25
中国铸造装备与技术(2019年2期)2019-04-01
扬子江(2019年1期)2019-03-08
中国资源综合利用(2018年2期)2018-02-03
制冷学报(2016年2期)2016-11-24