地铁车体总成关键焊缝焊后变形量工艺研究
2021-01-11 06:11付宁宁经中涛
大连交通大学学报 2021年1期
付宁宁,经中涛
(中车南京浦镇车辆有限公司, 江苏 南京 210031)*
为了解决交通拥堵和汽车尾气造成的空气污染问题,并提高城市整体运转效率,城市轨道交通系统的建设正受到人们越来越多的关注.铝合金储量丰富、密度低、比强度高等特点,大大降低了地铁车体生产及运营成本,得到业主和广大消费者的普遍认可[1-4].在实际生产中,铝合金熔点低,焊后变形量大,给车体尺寸精度的控制带来巨大挑战[5-6].虽然车间使用的液压下拉机构、撑杆等工具对车体尺寸定位和预置反变形可以对车体尺寸控制起到一定作用,但预置反变形和工艺放量尺寸都是根据经验而来,缺少理论数据支撑,导致部分车体焊后需要重新矫正和调修,既影响了生产效率和生产进度,也增加了车间的工作量[7-8].因此研究地铁车体关键焊缝焊后变形量对生产工艺改进具有重要意义.
1 地铁车体及试验材料和方法介绍
1.1 地铁车体总成概述
铝合金地铁车体由底架、车顶、侧墙*2、端墙*2(或端墙+司机室)六大部件组成,侧墙由模块1-5五个子模块组成,如图1.部件在各自台位成产,交检合格后运至总成台位;预组装过程使用液压下拉机构对底架进行起挠,车体挠度工艺见图2.
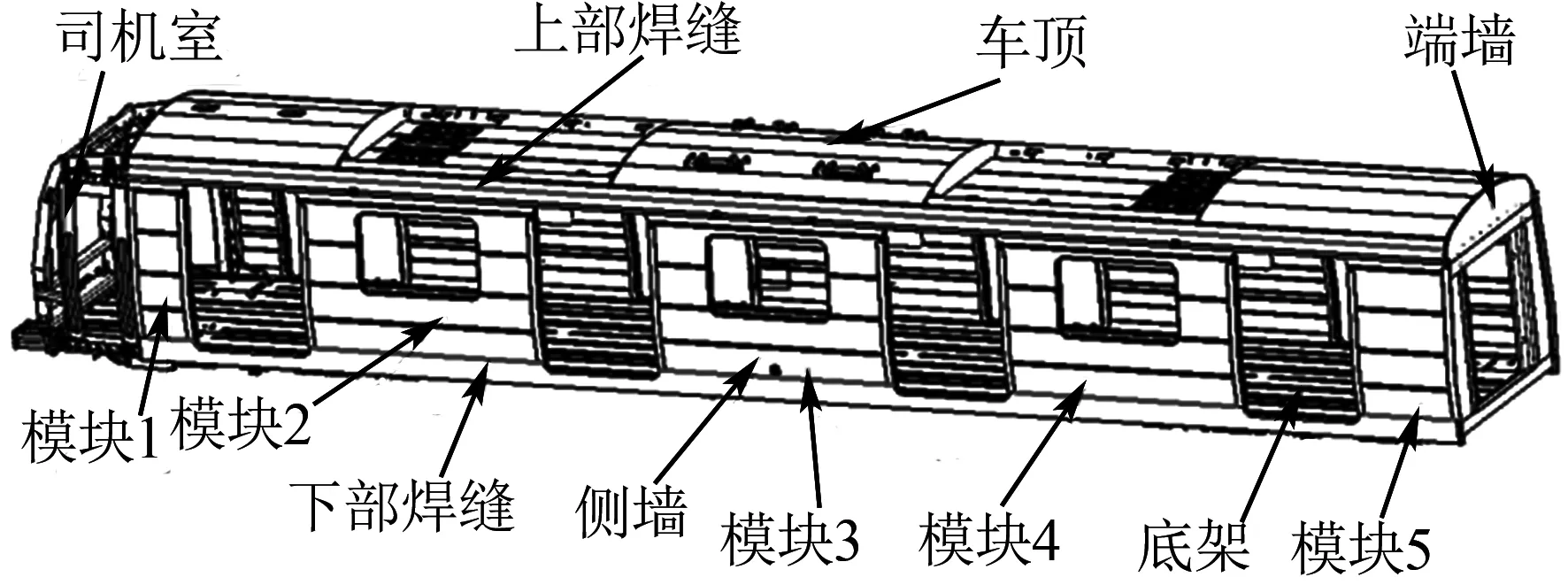
图1 地铁车体结构
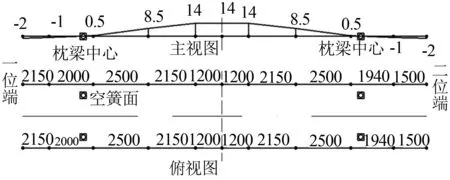
图2 底架向上起挠工艺图
使用撑杆对车体部件进行尺寸约束和预变形,见图3,并在关键部位如门脚处打上定位焊,见图4.根据工艺文件要求先内部手工焊后外部自动焊,焊缝质量检查合格后将车体运至打磨交检台位,对焊缝进行打磨和小零件焊接并再次检查质量;最后进行车体司机室安装并交检(仅Tc车).

图3 车体尺寸约束 图4 门立柱定位焊
1.2 试验材料
车体铝合金型材为6005A-T6;铝合金MIG焊丝为ER5356[AlMg5],直径为1.2 mm;铝合金型材及焊丝的力学性能见表1, 化学成分见表2.其中,上部焊缝的焊接电压为20 V,电流为180A,焊接速度为10 mm/s;下部焊缝的焊接电压为22 V,电流为200 A,焊接速度为10 mm/s;保护气体为Ar 99.999%.焊缝接头形式见图5.
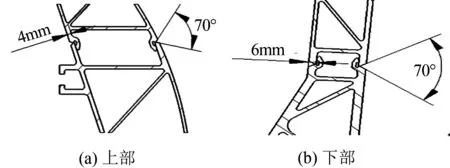
图5 焊缝接头示意图
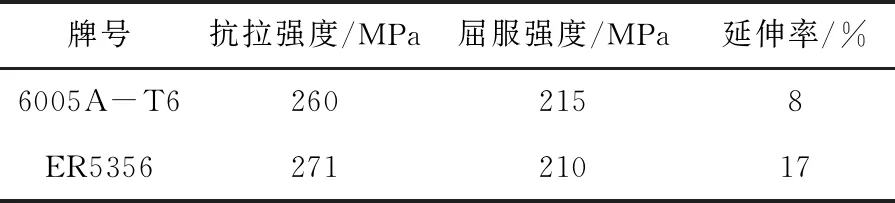
表1 铝合金型材和焊丝的力学性能

表2 铝合金型材和焊丝的化学成分 %
1.3 测量方法
车体预组装完成后以焊缝为中线使用精度为0.01 mm的游标卡尺在焊缝两侧做70 mm的标记,见图6.上部焊缝、下部焊缝的标记间距分别为1 m和0.5 m,标记从每段自动焊起始位置开始;为了减少划线标记间距与实际测量间距的误差,需适当放大标记间距,多次测量发现标记间距设为70.60 mm时,实际测量值为70.00 mm误差小于±0.10 mm.

图6 焊缝标记图
2 数据分析
2.1 下部焊缝变形量分析
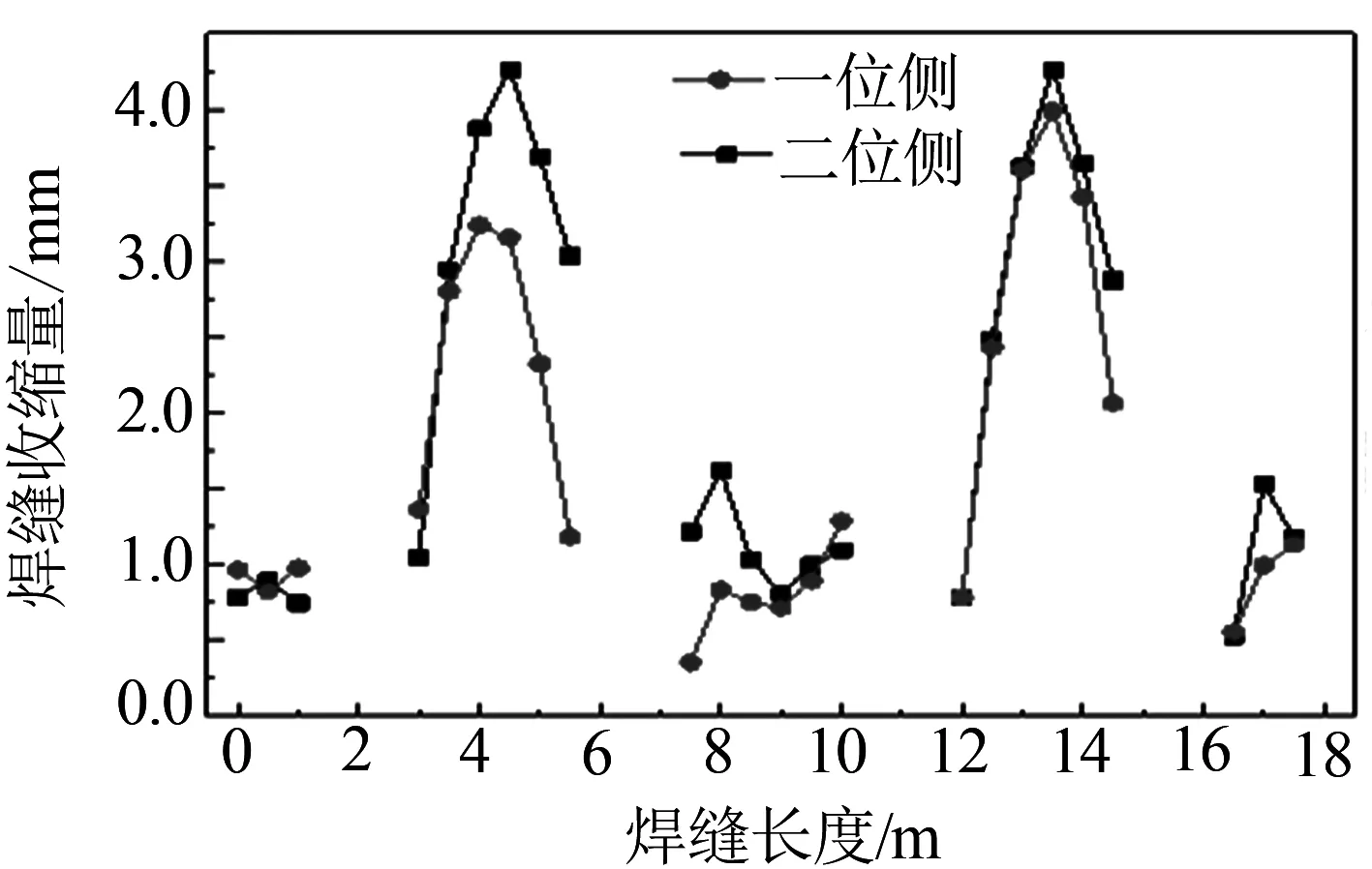
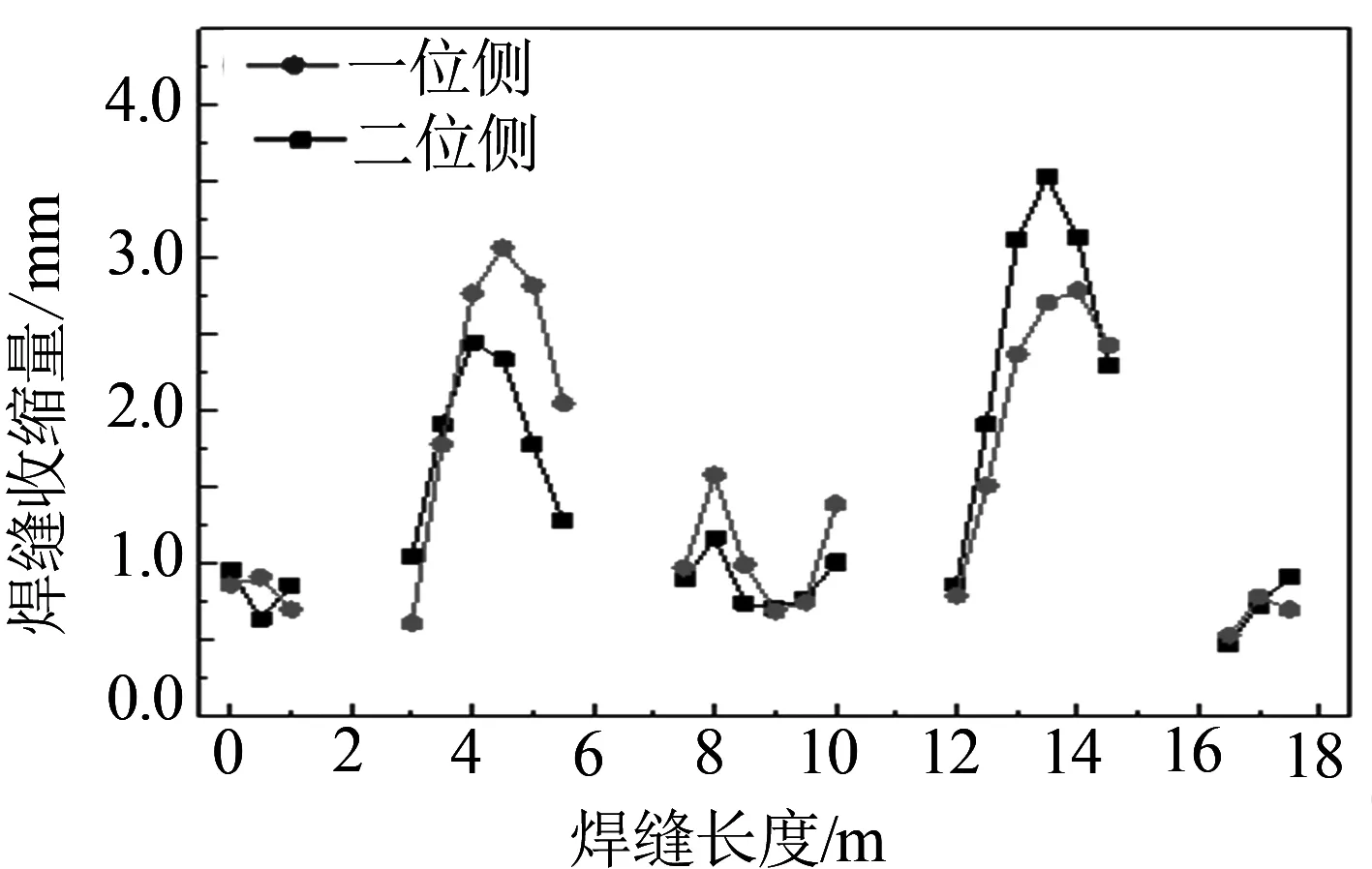
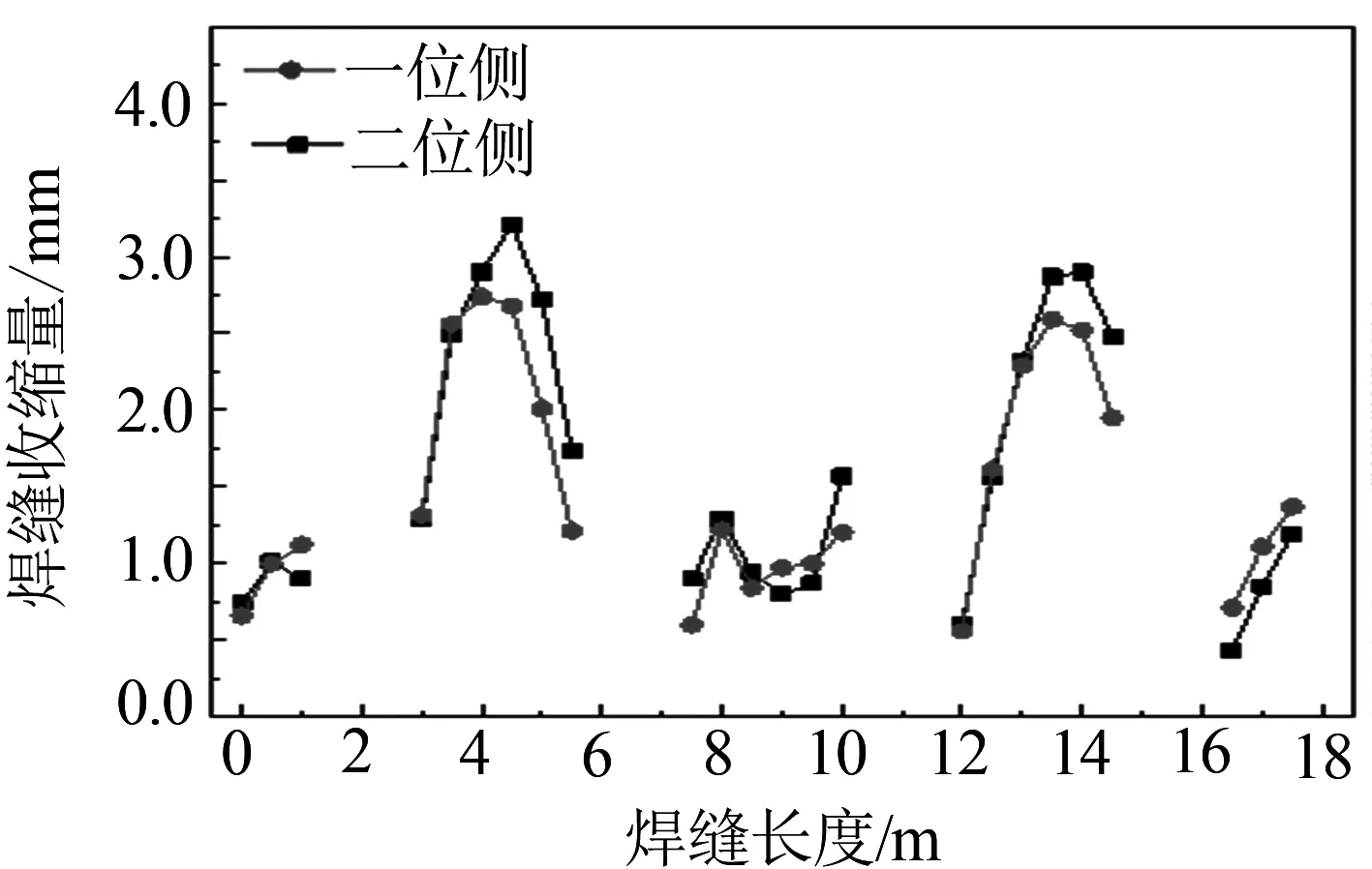
图7(a)(b)(c)是同一列车中三种车型(Tc、M1、M2)的一位侧、二位侧下部焊缝变形量曲线图,7(d)是由(a)(b)(c)的平均值并且根据门角收缩量小的规律适当延伸而得.
(a) Tc
(b) Ml
(c) M2
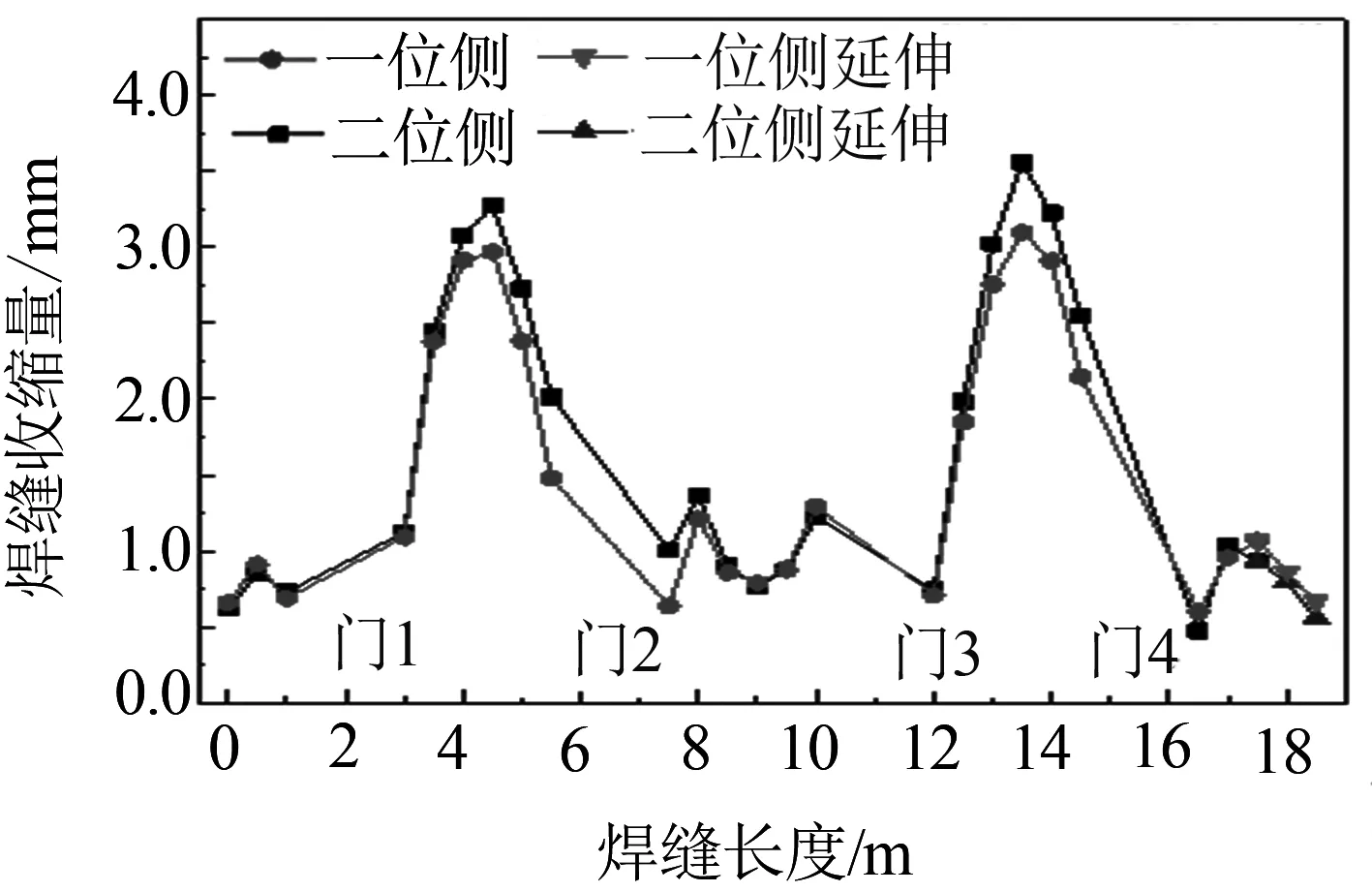
(d) 一、二位侧延伸
门角处焊缝组焊后变形量小于1 mm,这是因为在预组装时门角处打了定位焊,因此门对角尺寸方差组焊后变化不大.在门角定位焊约束和焊缝收缩力的综合作用下,焊缝收缩量焊缝整体呈现起伏;又由于车体底架、侧墙、车顶整体结构前后对称,因此焊后收缩量呈前后对称.
侧墙模块1、3、5变形量较小且均匀,模块2、4变形量则呈现明显增大.分析认为:底架边梁在门2、门3处由于高度小,因此预组装起挠后,侧门下边宽度大于上边宽度.这导致安装侧墙时,侧门模块2、模块4在门角位置存在错边,见图8(a).
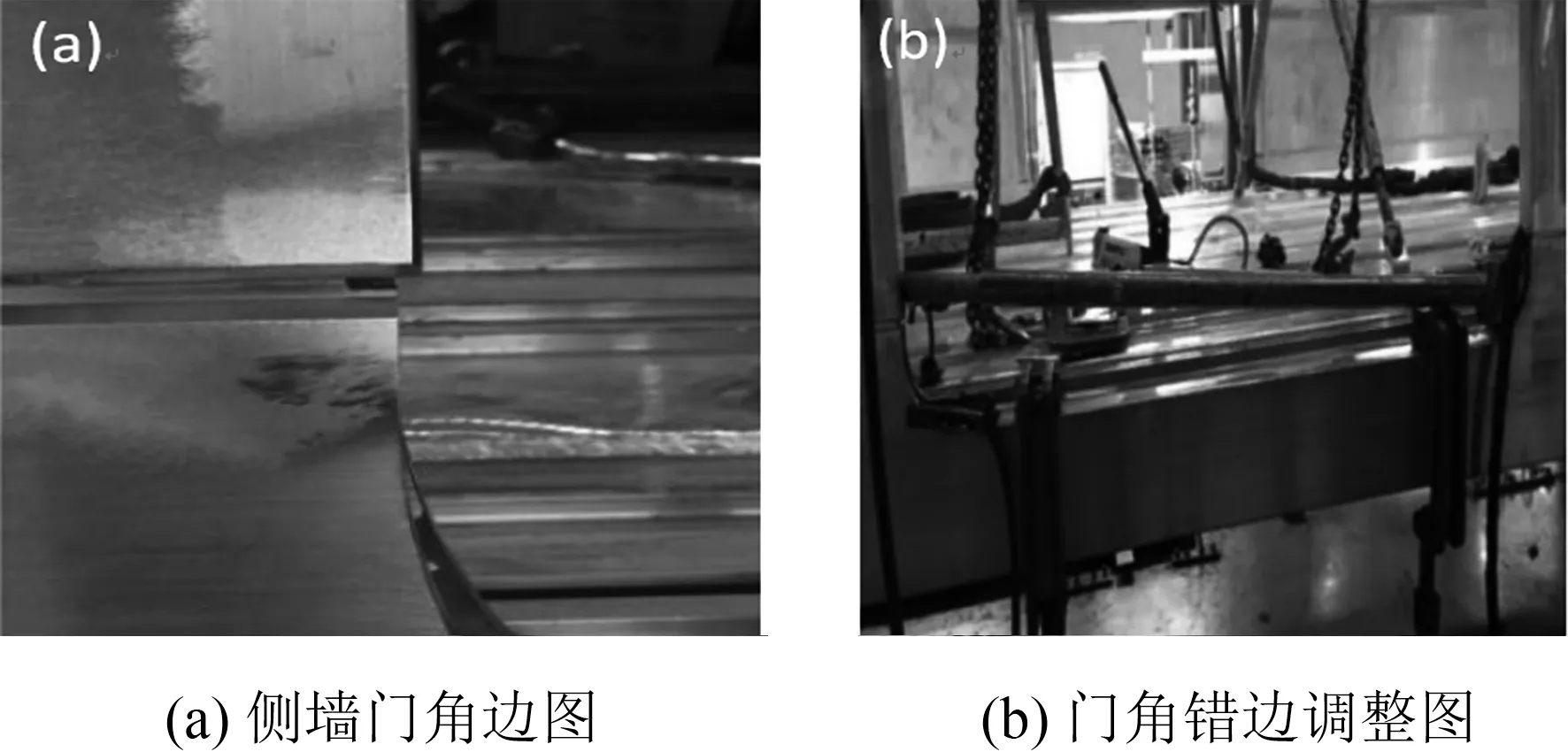
图8 液压撑杆工作图
生产过程中,工人使用液压撑杆从中间向两侧调整侧墙模块,使侧墙门立柱与底架门角位置一致,见图8(b).这又导致侧墙存在一定的下凹弧度,操作工使用液压机构等强约束使侧墙变形以适应底架的挠度,并在门角处打上定位焊.这导致在侧墙模块2、3中间相对于其他侧墙模块存在很大的扭曲应力.在焊接过程中,焊缝金属熔化、收缩并释放扭曲应力,因此产生很大的焊接变形量.
2.2 上部焊缝变形量分析
图9是同一列车中三种车型(Tc、M1、M2)及相对应的一位侧、二位侧上部焊缝变形量曲线图.从图中可以看出上部焊缝是一条完整的曲线,一位侧、二位侧焊接变形量在相同位置呈现出同大同小的趋势,在对应于门角的位置焊缝变形量小,在侧墙模块2、4中间焊缝变形量较大,这和下部焊缝变形量趋势几乎一致.分析认为:一方面车体一位侧、二位侧整体几何尺寸对称,同时生产过程中,各工步对称施工;另一方面车体组装过程中,侧墙和车顶发生扭曲变形以适应底架的下挠.其中主要的扭曲变形集中在侧墙上,这导致相同位置的上部焊缝和下部焊缝变形量整体趋势一致.
(a) Tc

(b) Ml
(c) M2
2.3 焊缝变形量平均值及拟合曲线图分析
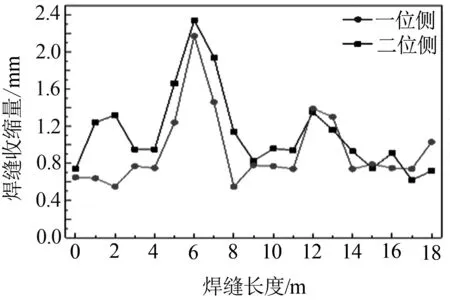
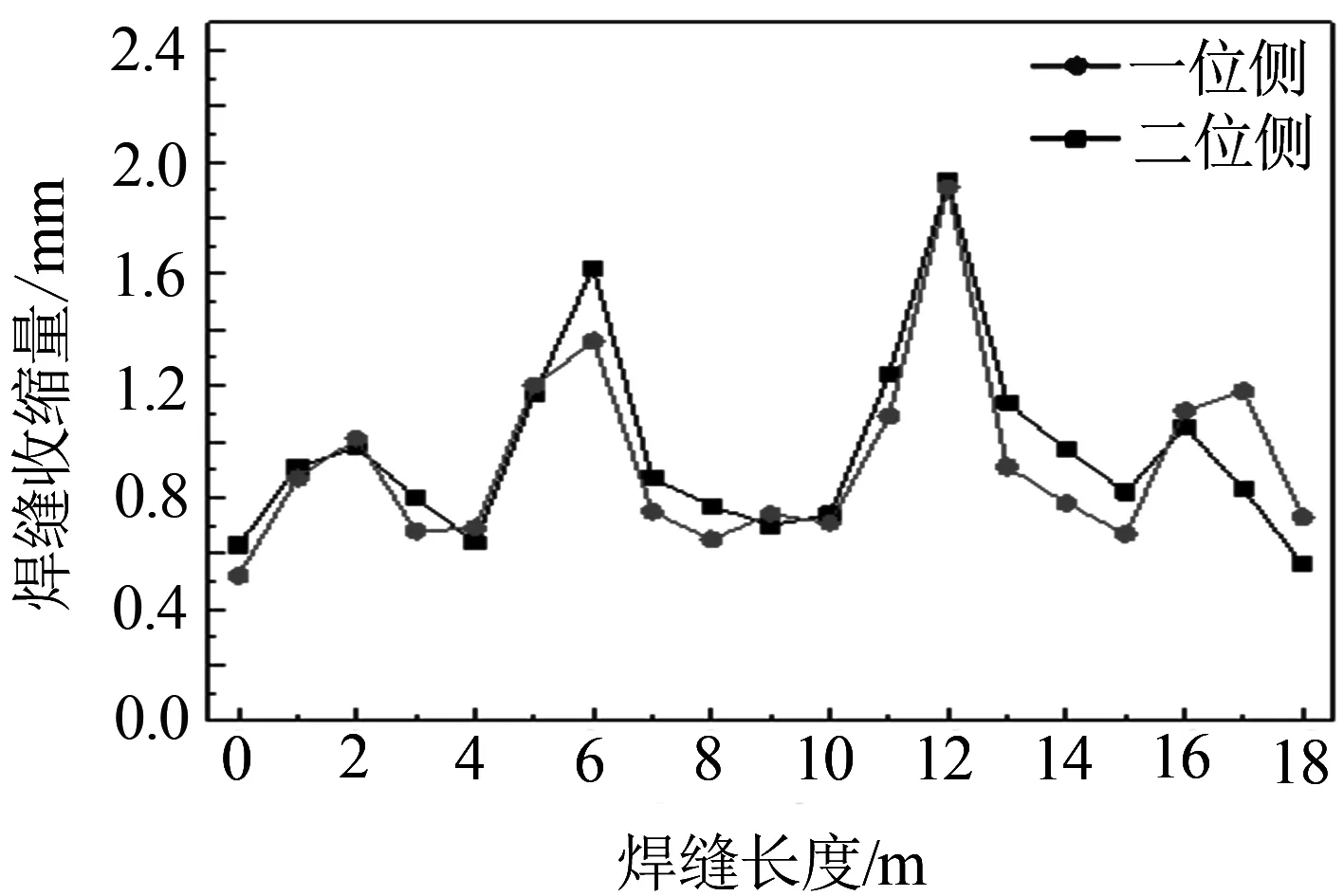
图10是一列车(6辆)上部焊缝和下部焊缝焊后变形量平均值.可以看出,门角位置平均收缩量为0.55 mm;上部焊缝收缩量平均值为1.05 mm且变化很小;下部焊缝收缩量为1.67 mm,如果不计算门角处变形量较小的数据,则上部焊缝收缩量平均值约为1.89 mm.上下部焊缝收缩量平均值差值为0.63 mm,分析认为:这是由于下部焊缝相对于上部焊缝厚度更大,焊接电流也更大造成的.
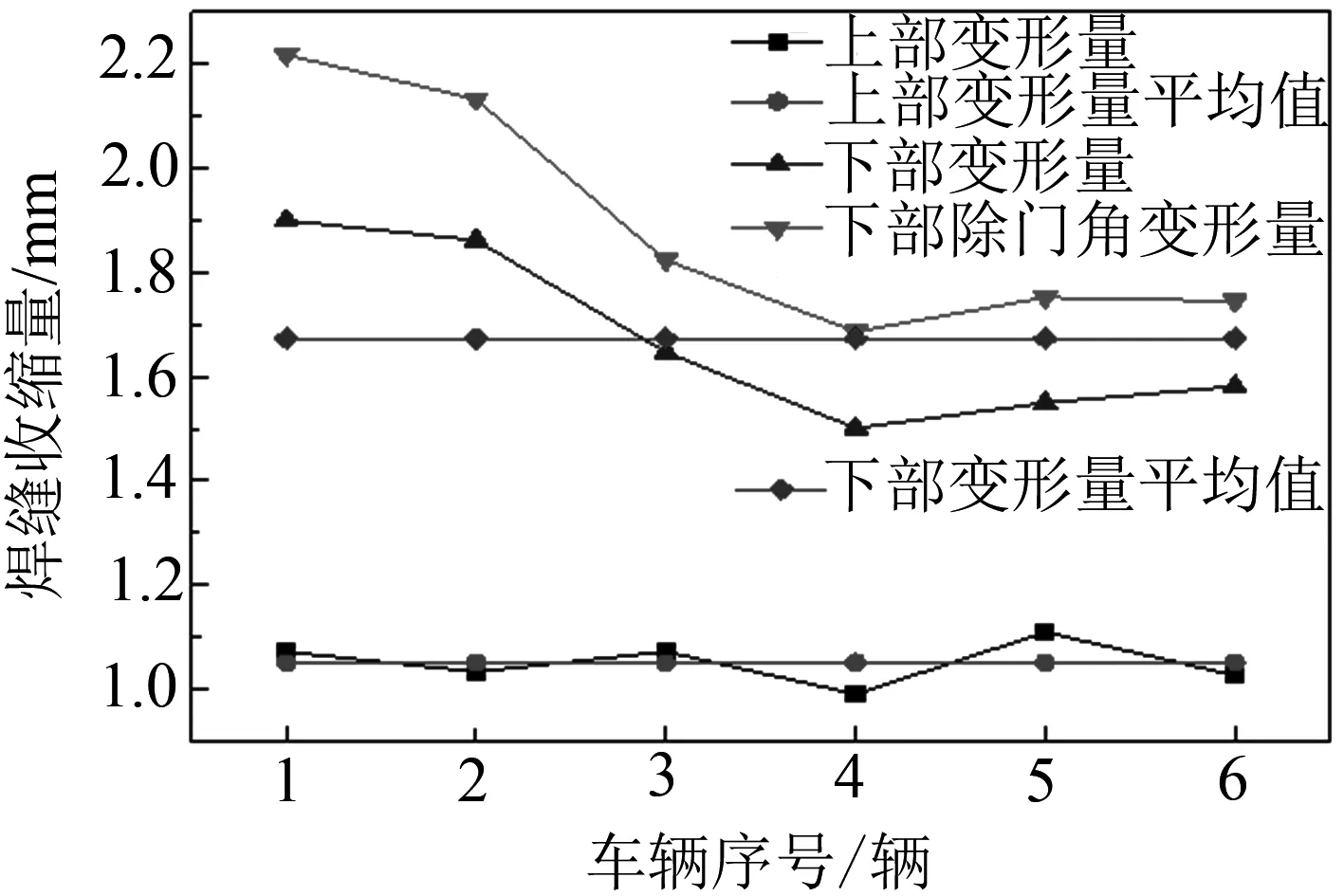
图10 变形量平均值及拟合曲线图
3 结论
(1)受底架挠度影响,侧墙模块2、4中间位置存在很大的扭曲应力,焊后横向收缩较大;实际生产中,应适当加大侧墙模块2、4对应位置侧墙高度放量,同时对侧墙模块3两端的门立柱长度适当减小,以匹配底架挠度;
(2)车体一、二位侧焊缝焊接变形量在相同位置呈现相同的趋势;在相同位置的上部焊缝和下部焊缝变形量整体趋势一致;实际车体预组装生产中,应在车体一二位侧对称位置上设置相同的尺寸放量;
(3)门角位置平均收缩量约0.55 mm,上下部焊缝平均焊后收缩量为1.05 mm和1.67mm, 上下部焊缝收缩量平均值差值约为0.63 mm,应针对门脚及上下部焊缝收缩不同特点,预组装时在车体高度方向上设置至少2 mm的尺寸放量.
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
福建工程学院学报(2022年4期)2022-09-09
北方交通(2022年8期)2022-08-15
科学与生活(2021年24期)2021-12-06
科学生活(2020年1期)2020-04-13
新课程·下旬(2018年7期)2018-01-19
文理导航(2015年14期)2015-05-22
中学数学杂志(高中版)(2014年2期)2014-05-26
计算机辅助工程(2012年5期)2012-11-21
中国纤检(2009年3期)2009-03-25