浅谈无机头料饲料生产
2021-01-19 12:21沈政委
饲料博览 2020年8期
沈政委
(布勒(常州)机械有限公司,江苏 溧阳 213300)
在“安全饲料”这个大政方针的指导下,各饲料生产企业为了追求清洁的饲料,在调质系统中增加了保持器,大大增加了机头料的产生。而目前中国猪料的某龙头企业要求进入制粒机压制室的物料温度必须达到90 ℃以上。在这个背景下,各大型饲料设备生产企业开启了研发无机头料生产模式。
据笔者总结,目前在市场上做的比较好的几家企业对于无机头的处理原理都是一样的,即采用调质器内部来回倒料的原理。但是在设备上,如功率配置,桨叶轴的配置,桨叶的角度,驱动方式等还是有很大的区别。
无机头料原理:
1 硬件及软件配置
在喂料开机前将整个调质系统预热,即调质保持系统需要附带夹套保温或者热甲保温(见图1)。
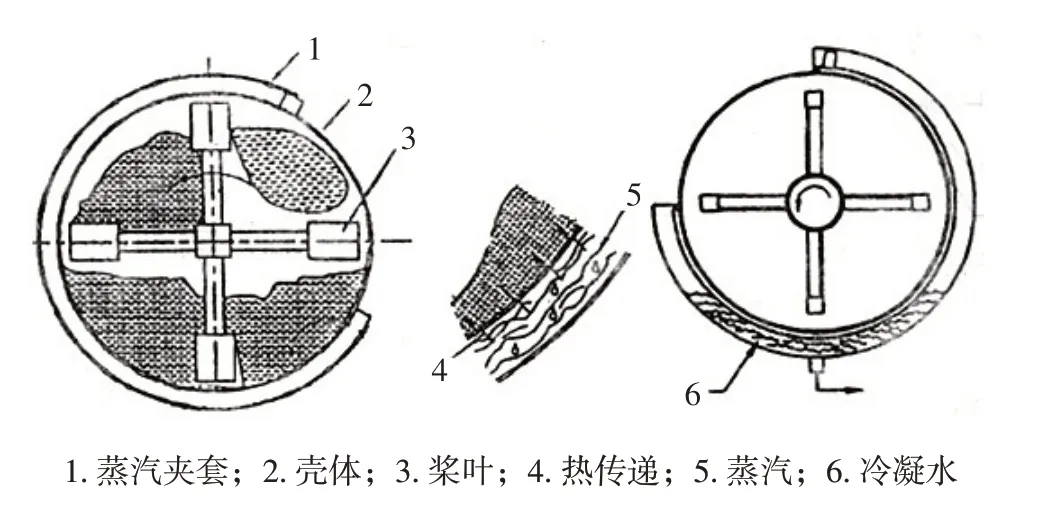
图1 蒸汽夹套调质器剖面
器配置上需要增加前后两个温度传感器,用于测量内部物料的真实温度,并反馈给控制系统(见图2)。

图2 热甲系统
各家企业都需要配置一套与自己设备性能参数相配套的自动控制系统。
2 流程设计
各产家在无机头料流程设计大致相同(见图3)。

图3 无机头设计流程
某公司无机头设计流程(见图4)。
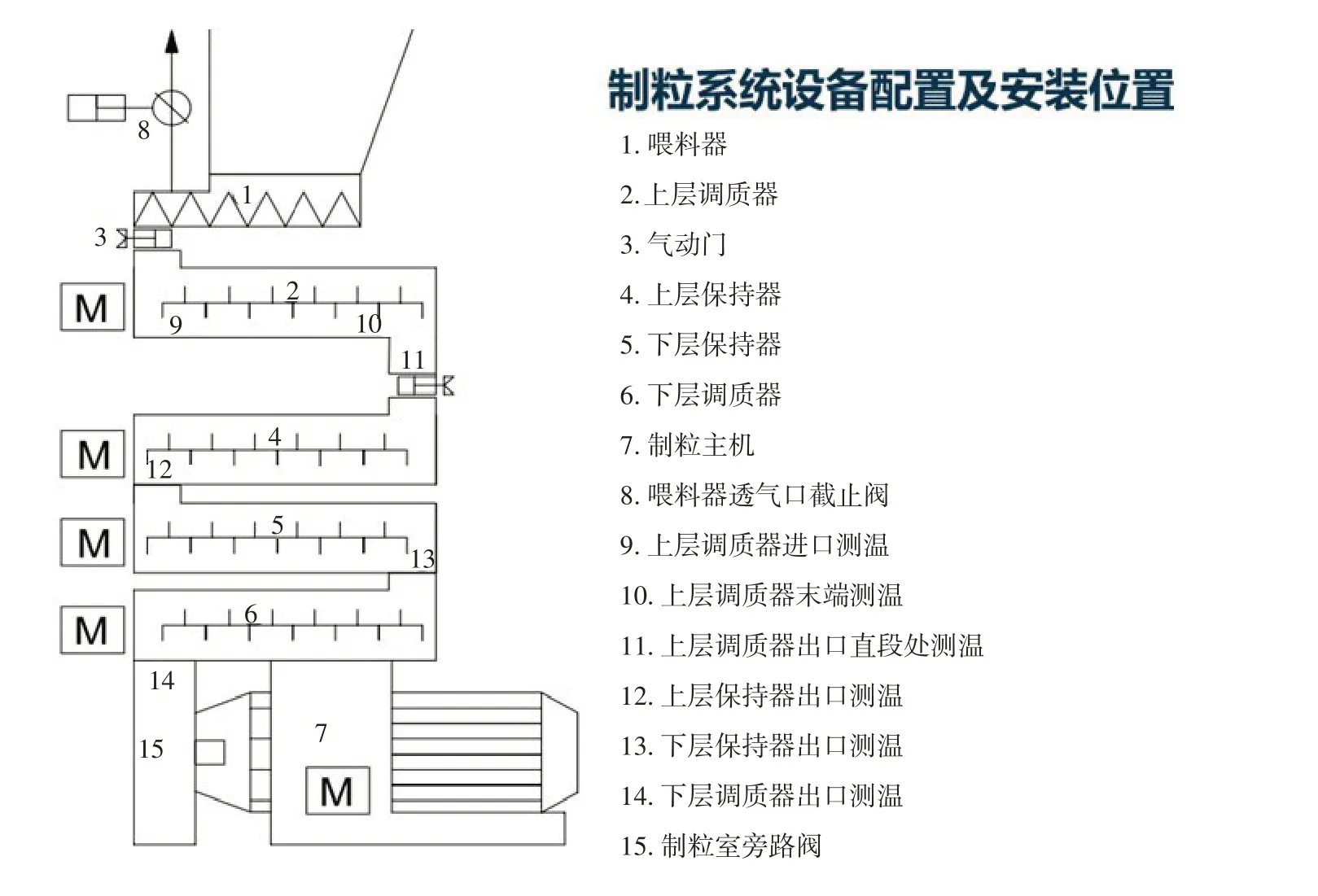
图4 某公司无机头设计流程
夹套加热保温:
3 无机头料的生产过程
3.1 开机后先喂入少量的物料
各生产企业对于不同型号的喂料器的喂料产能都做了标定,
一般以喂料器电机从“零”赫兹开启后,喂料10~15 s的物料在调质器内来回倒料加热。
3.2 关闭调质器进料口和出料口闸门
调质器开始进入正反转切换过程,同时关闭喂料器出口透气蒸汽阀,开启蒸汽管路截止阀。
物料在调质器内部来回翻倒,直到物料到达所需的调质温度后,再打开闸门放入保持器,同时喂料器开始缓慢喂料。
通过这个过程及可以实现减少机头排料,快速进入正常生产。
这种生产模式只是适用于单一品种或者品种更换不频繁的饲料生产企业。
因各产家在调质器大小,桨叶数量,桨叶排布和角度上都有差异,所以整个加热过程时间不能统一。
4 调质器自身设计对无机头的料的影响
4.1 驱动方式的影响
目前市场上调质器驱动方式有:
电机+皮带传动
减速机+联轴器直连传动
调质器要完成无机头料生产,调质器要在5~10 min 内完成连续的正反转,正反转周期为3~6 s。
两种驱动方式的共同点:都需要电机带变频器控制,需要在启停瞬间设置缓冲时间。
电机+皮带传动:结构简单,成本低。皮带的传动的延迟性,会导致调质器桨叶轴转速不精确,影响正反转周期。
皮带的频繁启停,缩短了皮带的使用寿命。
减速机+联轴器直连传动:减速机价格昂贵,但输出转速精确。与之相连的联轴器选型时,建议增大一个型号。
4.2 中间温度传感器的选择
目前市场用的最多是固定式温度传感器,将传感器探头与筒体齐平或者略微伸出一点,并用金属套管保护(见图5)。
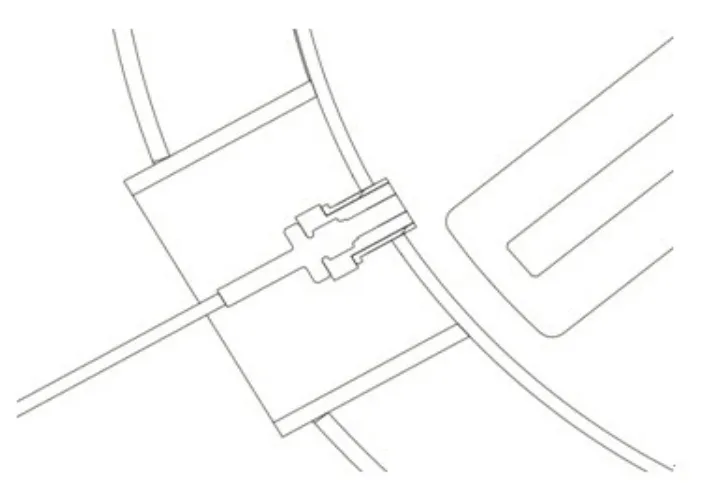
图5 中间测温传感器
笔者认为不管哪种固定的温度传感器都会面临的问题:
要快速获得准确的料温,必须将传感器尽可能的伸进筒体,与物料接触。
伸入筒体的测温探头长时间与物料摩擦,很容易磨损,传感器寿命短。
温度传感器探头会沾满物料,每次开机前都需要清理,不然会导致传感器温度反馈不准确,增加无机头料开机时间。
笔者推荐的温度传感器的结构与安装如下:
温度传感器安装在两片桨叶之间,尽可能多伸入筒体。
不建议采用固定式的温度传感器。
事实上,中间温度传感器检测的物料温度仅参与无机头生产时的程序控制。仅会在生产前5~10 min 使用。在正常生产时,就不参与生产控制。
建议采用能够气动伸缩自动清理测温探头的温度传感器(见图6)。

图6 气动伸缩的温度传感器
4.3 调质器桨叶结构及配置对无机头料生产的影响
目前市场用的比较多的调质器主轴和桨叶配置:
A型:无缝圆管+螺栓锁紧桨叶片结构
该结构制作成本低,桨叶的角度可以调整。
对于高速运转的调质桨叶轴,无缝管刚性差,中心旋转扰度大,导致桨叶与筒壁之间间隙较大。
若间隙调整的小,中心桨叶容易撞击到筒体内壁,导致桨叶杆的断裂。
B型:方轴+焊接式桨叶排板结构(桨叶角度不可调整)
对比以上,方轴整体刚性较好,能很好的控制桨叶片与筒体内壁之间的间隙。缺点是制作成本较高,桨叶角度不可调整。
桨叶结构和角度对于无机头料生产时间和来回导料周期至关重要。
笔者推荐B型这种结构,作为无机头料调质器桨叶轴的配置结构:
该调质器推向市场之前,会在企业内部做了大量的实验,有数据支持其桨叶的方向及排布。
对于正向推料和反向返料的时间都从内部测试中得出,能很好的掌握物料在各时间点的堆积位置(桨叶片磨损之后会略有差异)。
3.A型桨叶片磨损后需要更换时,需要厂家的支持才可以回复到出厂配置。另外因为场地和环境的因素,还不一定与出厂完全一致。或多或少会影响无机头料生产。而B 桨叶片角度和位置固定,用户自行更换即可。
4.使用B型桨叶的调质器,在做完各项测试得出数据后,完全可以将出料口闸门取消。因为可以确保物料到不了出料口位置,不会让不合格的物料进入下道环节。
5 总 结
无机头生产开辟了一个全新的生产模式,给各饲料生产企业带来便利[1-5]。笔者对于近些年比LDH较热门的无机头料生产做的调研和自己的理解,希望对设备生产企业和饲料生产企业都有帮助。
猜你喜欢
化肥设计(2022年4期)2022-12-01
建材发展导向(2021年6期)2021-06-09
能源工程(2021年1期)2021-04-13
农村实用技术(2021年1期)2021-02-27
宝钢技术(2020年2期)2020-05-15
北广人物(2020年8期)2020-03-19
科技创新与应用(2020年8期)2020-03-13
旅游(2019年11期)2019-12-20
科学导报·学术(2018年13期)2018-10-21
作文通讯·初中版(2017年12期)2018-03-31