
编织袋折叠装置
2021-01-21 10:44王仁龙整理
塑料包装 2020年6期
王仁龙 整理
一、概述
编织袋在完成缝切工作后需要折叠成块进行装袋售卖,现有的折叠装置折叠速度较慢,容易出现故障,影响正常生产;且现有的折叠设备在折叠过程中编织袋内易有气体,在折叠时容易鼓起来,需要手动排气,影响了折叠效率,且折叠后的工件不工整。
本技术要解决的技术问题是克服现有技术的不足,提供了一种编织袋折叠装置,其折叠后更工整,占用空间更小,利于装袋和运输。
二、技术方案
一种编织袋折叠装置,包括机架和传送带,所述机架与传送带之间通过滚轮连接,还包括压泡装置、一次折叠装置和二次折叠装置,所述机架和传送带之间通过滚轮连接,压泡装置安装在传送带的正上方,一次折叠装置安装在机架的正上方,二次折叠装置安装在机架的一侧;所述压泡装置包括第一滑轨、第一气缸、压平板和第二气缸,所述传送带的两侧设有两处竖板,两处竖板的正上方安装有安装板和横梁,安装板的两端通过第一滑轨与竖板可滑动地连接,安装板还通过第一气缸与横梁连接,安装板的下端面上焊接有第二气缸,第二气缸的缸杆末端与压平板连接。
所述一次折叠装置包括第二滑轨、第三气缸和第一旋转气缸,所述机架的两侧设有两处第二滑轨,第二滑轨上设有可滑动的第一旋转气缸安装板,第一旋转气缸安装板通过第三气缸与第一U型架连接,所述第一U型架安装固定在机架的两侧,所述第一旋转气缸通过L型杆与第一夹手连接。
所述二次折叠装置包括两处第三滑轨、第二旋转气缸和第四气缸,两处第三滑轨设置在机架的一侧,第三滑轨上设有可滑动的第二旋转气缸安装板,第二旋转气缸安装板通过第四气缸与第二U型架连接,第二U型架安装固定在第三滑轨的末端,所述第二旋转气缸通过L型杆与第二夹手连接。
所述第一夹手和第二夹手均包括上夹板和下夹板,且下夹板比上夹板短。
三、有益效果
1. 本技术通过压泡装置将待折叠编织袋内的空气压出,压出气体后的编织袋更容易折叠,且折叠后更工整,占用空间更小;
2. 通过一次折叠装置和第一夹手进行一次折叠,折叠后的编织袋更加平整;
3. 通过二次折叠装置和第二夹手进行二次折叠,折叠更平整且折叠后的编织袋占用空间更小,利于装袋和运输。
四、附图说明
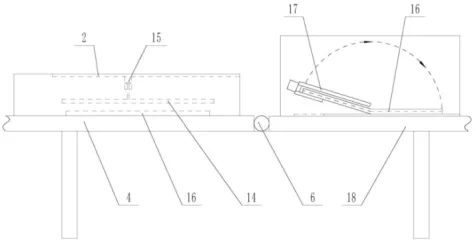
图1 本技术的主视图
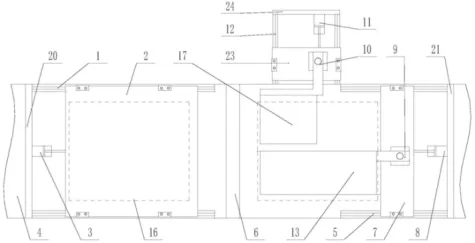
图2 本技术的俯视图

图3 本技术的左视图
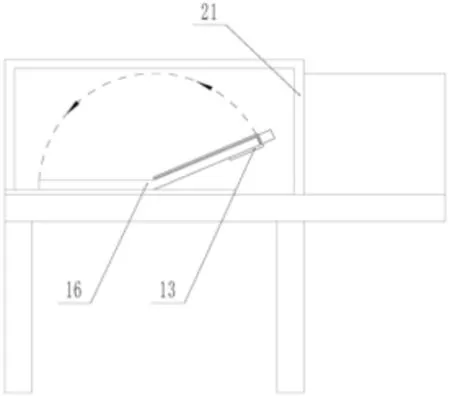
图4 本技术的右视图

图5 本技术中第一旋转气缸和第一夹手的结构示意图
五、具体实施方式
实施例:
如图1-4所示,一种编织袋折叠装置,包括机架18、传送带4、压泡装置、一次折叠装置和二次折叠装置,所述机架18和传送带4之间通过滚轮6连接,压泡装置安装在传送带4的正上方,一次折叠装置安装在机架18的正上方,二次折叠装置安装在机架18的一侧;所述压泡装置包括第一滑轨1、第一气缸3、压平板14和第二气缸15,所述传送带4的两侧设有两处竖板19,两处竖板19的正上方安装有安装板2和横梁20,安装板2的两端通过第一滑轨1与竖板19可滑动地连接,安装板2还通过第一气缸3与横梁20连接,安装板2的下端面上焊接有两处第二气缸15,第二气缸15的缸杆末端与压平板14连接。
所述一次折叠装置包括第二滑轨5、第三气缸8和第一旋转气缸9,所述机架18的两侧设有两处第二滑轨5,第二滑轨5上设有可滑动的第一旋转气缸安装板7,第一旋转气缸安装板7通过第三气缸8与第一U型架21连接,所述第一U型架21安装固定在机架18的两侧,所述第一旋转气缸9通过L型杆22与第一夹手13连接。
所述二次折叠装置包括两处第三滑轨12、第二旋转气缸10和第四气缸11,两处第三滑轨12设置在机架18的一侧,第三滑轨12上设有可滑动的第二旋转气缸安装板23,第二旋转气缸安装板23通过第四气缸11与第二U型架24连接,第二U型架24安装固定在第三滑轨12的末端,所述第二旋转气缸10通过L型杆22与第二夹手17连接。
如图5所示,所述第一夹手13和第二夹手17均包括上夹板25和下夹板26,下夹板26比上夹板25短两倍以上,且下夹板26安装时与机架18的上平面在同一个平面上。
本技术的工作原理为:
将待折叠编织袋16放入传送带4上,当待折叠编织袋16传入到压平板14的正下方时,第二气缸15下降并带动压平板14压紧待折叠编织袋16,将待折叠编织袋16内的空气排出,压平板14在压紧待折叠编织袋16的同时,第一气缸3的缸杆缓慢伸出并带动第二气缸15以与传送带4相同的速度同步运动,可以实现将压平板14多压待折叠编织袋16一会,更有利于将待折叠编织袋16内的空气排干净,当第一气缸3的缸杆伸出到末端时,第二气缸15带动压平板14上升,第一气缸3的缸杆缩回,等待下一个到达的待折叠编织袋16;待折叠编织袋16从压泡装置出来后在滚轮6的作用下进入到机架18上方并进入到第一夹手13内,第一旋转气缸9向后顺时针旋转接近180°,对待折叠编织袋16进行一次对半折叠,折叠完成后第三气缸8的缸杆缩回,第一夹手13从待折叠编织袋16中松脱,并带动第一旋转气缸9反向旋转接近180°,等待下一工件到位;待折叠编织袋16此时已经被折叠了一次,第四气缸11的缸杆伸出将第二夹手17夹住折叠后的待折叠编织袋16,第二旋转气缸10向右顺时针旋转接近180°,则待折叠编织袋16进行了二次对半折叠,折叠完成后第四气缸11的缸杆缩回,第二夹手17从折叠编织袋16中松脱,并带动第二旋转气缸10反向旋转接近180°,等待下一工件到位;折叠完成的编织袋进入下一工序。如待折叠编织袋16较大,可以增加一组一次折叠装置和二次折叠装置,折叠后占用空间小,方便装袋售卖。
本技术专利信息:
申请号:CN201921865618.9
申请日:20191031
公开(公告)号:CN210795272U
公开(公告)日:20200619
IPC分类号:B65H45/30;B65H45/18
猜你喜欢
橡塑技术与装备(2022年3期)2022-03-17
中学生数理化·高一版(2021年1期)2021-03-19
——“模型类”相关试题选登
教学考试(高考物理)(2020年4期)2020-11-16
塑料包装(2019年6期)2020-01-15
塑料包装(2019年5期)2019-11-27
塑料包装(2019年4期)2019-09-19
中国设备工程(2019年12期)2019-08-05
设备管理与维修(2019年10期)2019-02-16
兵器装备工程学报(2018年7期)2018-07-31
汽车零部件(2017年6期)2017-07-25
