
和厚朴酚滴丸的制备与体外溶出度研究
2021-02-03 06:45刘骁虎武汉市红十字会医院药剂科武汉430015
西北药学杂志 2021年1期
刘骁虎,杨 静(武汉市红十字会医院药剂科,武汉 430015)
和厚朴酚是从木兰科植物厚朴中提取得到的一种联苯二酚类化合物。文献报道[1-2],和厚朴酚具有抗氧化、抗菌、抗炎、抗肿瘤、抑制血糖以及中枢神经系统保护等药理活性。目前临床上使用含有和厚朴酚成分的口服丸剂治疗胃胀痛等疾病[3]。但由于和厚朴酚水溶性较差(约为39 mg·L-1)[4],致使口服生物利用度较低,近年来国内外研究人员进行了大量的研究工作,如将和厚朴酚制备成纳米粒[5]、固体分散体[6]、纳米混悬剂[7]、胶束[8]和自微乳化给药系统[9]等新剂型。本研究将和厚朴酚制备成滴丸剂,并经实验设计优化得到最佳制备工艺参数,为和厚朴酚口服给药提供新思路。
1 仪器与材料
1.1仪器 DWJP-Ⅲ小批量多功能滴丸机(烟台博鑫制药机械有限公司);日立Chromaster高效液相色谱系统(5110型泵,5210型自动进样器,5310型柱温箱,5420型紫外可见检测器,日本日立公司);FA1004型电子天平(天津市精拓仪器科技有限公司);RC-8HD溶出试验仪(天津市精拓仪器科技有限公司)。
1.2材料 和厚朴酚原料药(西安小草植物科技有限公司,质量分数为98.5%);和厚朴酚对照品(质量分数为99.3%,批号110730-201614,中国食品药品检定研究院);聚乙二醇4000(PEG4000)和聚乙二醇6000(PEG6000),均购于湖南九典制药股份有限公司;聚氧乙烯单硬脂酸甘油酯(S-40)和泊洛沙姆188(F68),均购于巴斯夫公司;二甲硅油(西安天正药辅有限公司);液体石蜡(西安晋湘药用辅料有限公司)。
2 方法与结果
2.1和厚朴酚滴丸的制备及成型率计算 取和厚朴酚原料药,经气流粉碎机粉碎得到和厚朴酚微粉,经测定粒径,D90为10.6 μm,D50为4.3 μm,D10为0.6 μm,备用;称取一定量的基质加入到DWJP-Ⅲ小批量多功能滴丸机中,按照设定的温度加热使其完全熔融,保持恒温;称取一定量和厚朴酚微粉加入到基质熔融液中,搅拌20 min使其分散均匀;设置滴定距离和冷凝液温度进行滴制;收集和厚朴酚滴丸,吸净冷凝剂,即得。每组实验均滴制约500粒滴丸,筛选外观圆整光滑的滴丸并计数,计算成型率。成型率=圆整光滑的滴丸数量÷全部滴丸数量×100%。
2.2制备工艺考察
2.2.1滴丸基质种类筛选 本研究采用水性基质制备和厚朴酚滴丸,固定基质与药物质量配比为5∶1,滴制温度为80 ℃,滴距为8 cm,冷凝液(二甲硅油)温度为8 ℃,分别选择S-40、PEG4000、PEG6000和F68作为基质制备和厚朴酚滴丸,以滴丸的成型率作为评价指标,考察不同基质种类对和厚朴酚滴丸成型率的影响。实验结果表明,以PEG4000作为基质制备的和厚朴酚滴丸成型率最高,达到了92.5%,且在实验操作过程中发现PEG4000易熔融,黏度较低,制备的滴丸硬度适中,外观较好[10],因此本研究采用PEG4000作为和厚朴酚滴丸的基质。
2.2.2冷凝剂种类筛选 水性基质制备的滴丸常用的冷凝剂主要分为二甲硅油和液体石蜡2种[11]。本研究以PEG4000作为滴丸基质,固定基质与药物质量配比为5∶1,滴制温度为80 ℃,滴距为8 cm,冷凝液温度为8 ℃,分别选择二甲硅油和液体石蜡作为冷凝液制备和厚朴酚滴丸,以滴丸的成型率作为评价指标,考察不同冷凝液种类对和厚朴酚滴丸成型率的影响。实验结果表明,以二甲硅油作为冷凝液制备的和厚朴酚滴丸成型率(92.5%)明显高于液体石蜡(65.4%),这可能是由于二甲硅油黏度较大,表面张力小,有利于滴丸的成型。因此,本研究采用二甲硅油作为冷凝液制备和厚朴酚滴丸。
2.2.3基质与药物配比筛选 以PEG4000作为滴丸基质,固定滴制温度为80 ℃,滴距为8 cm,冷凝液温度为8 ℃,分别选择基质与药物质量配比为4∶1,5∶1,6∶1,7∶1,8∶1制备和厚朴酚滴丸,以滴丸的成型率作为评价指标,考察基质与药物不同配比对和厚朴酚滴丸成型率的影响。实验结果表明,基质与药物配比较低时,滴丸成型率低,硬度差,易黏连;而基质与药物配比较高时,滴丸成型率高,硬度好,但存在载药量小、服用量大、成本增高等问题。综合上述原因确定基质与药物质量配比为6∶1。
2.2.4滴制温度筛选 以PEG4000作为滴丸基质,固定基质与药物质量配比为6∶1,滴距为8 cm,冷凝液温度为8 ℃,分别选择滴制温度为70,75,80,85,90 ℃制备和厚朴酚滴丸,以滴丸的成型率作为评价指标,考察不同滴制温度对和厚朴酚滴丸成型率的影响。实验结果表明,滴制温度偏低,滴制困难,滴丸易出现拖尾现象,成型率低;而滴制温度偏高,滴丸冷却不足,易黏连,硬度不佳,滴丸成型率低,因此需要对滴制温度作进一步考察。
2.2.5冷凝温度筛选 以PEG4000作为滴丸基质,固定基质与药物质量配比为6∶1,滴制温度为80 ℃,滴距为8 cm,分别选择冷凝液温度为6,8,9,10 ℃制备和厚朴酚滴丸,以滴丸的成型率作为评价指标,考察不同冷凝液温度对和厚朴酚滴丸成型率的影响。实验结果表明,冷凝液温度过低或过高时,液滴冷凝过快,滴丸未来得及收缩已完全凝固,滴丸不圆整,成型率均偏低;滴丸冷却不足,易黏连,滴丸成型率低,因此需要对冷凝液温度作进一步考察。
2.2.6滴距筛选 以PEG4000作为滴丸基质,固定基质与药物质量配比为6∶1,滴制温度为80 ℃,冷凝液温度为8 ℃,分别选择滴距为6,7,8,9,10 cm制备和厚朴酚滴丸,以滴丸的成型率作为评价指标,考察不同滴距对和厚朴酚滴丸成型率的影响。实验结果表明,滴距太小,液滴未收缩便进入冷凝液,滴丸成型不佳;而滴距太大,液滴易撞击形成扁平状或被跌散而产生细粒,成型率降低,因此需要对滴距作进一步考察。
2.3实验设计
2.3.1Box-Behnken效应面法优化滴丸工艺参数 根据单因素实验筛选结果,选择影响和厚朴酚滴丸成型率的3个工艺因素:滴制温度(X1),冷凝温度(X2)和滴距(X3)作为考察对象,通过Box-Behnken效应面法优化和厚朴酚滴丸的工艺参数[12-13]。因素水平见表1,实验结果见表2。
表1 Box-Behnken效应面法因素水平

表2 实验设计及结果
2.3.2方差分析与评估 使用Box-Behnken实验设计软件对表2数据进行统计分析,结果见表3。模型P=0.025 2<0.05,失拟项P=0.633 5>0.05,表明模型具有较高的拟合度和可信度,能够对影响和厚朴酚滴丸成型率的3个制备工艺参数做出准确预测。经拟合得到的二次多项式拟合方程为:Y=93.93+4.46X1+1.84X2-1.75X3-0.70X1X2+3.93X1X3+0.42X2X3-8.92X12-8.67X22-4.24X32(R2=0.923 0)。

表3 方差分析结果
通过绘制滴制温度、冷凝温度和滴距对和厚朴酚滴丸成型率的效应面图,以便能够直观分析3个制备工艺参数对滴丸成型率的影响,结果见图1。
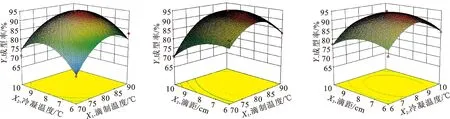
图1 滴制温度(X1)、冷凝温度(X2)和滴距(X3)对滴丸成型率(Y)影响的效应面图
由表3可知,滴制温度(X1)、冷凝温度(X2)和滴距(X3)的P值分别为0.019 8,0.021 8,0.030 4,均小于0.05,表明滴制温度、冷凝温度和滴距对滴丸成型率具有显著影响;由图1可知,和厚朴酚滴丸成型率随着滴制温度、冷凝温度和滴距的增加均出现先增加后降低的趋势。
2.3.3工艺参数优化与验证 基于滴制温度、冷凝温度和滴距与和厚朴酚滴丸成型率之间的联系,本研究要求滴丸的成型率高于90%,经Box-Behnken实验设计软件综合评价得到滴制温度、冷凝温度和滴距与滴丸成型率的最佳滴制工艺参数设计空间,在设计空间内任选一点工艺参数制备的滴丸成型率均高于90%,为了验证模型的可靠性,选取滴制温度为80 ℃、冷凝温度为8 ℃、滴距为8 cm进行重复3批实验,测定滴丸成型率,并与预测值进行比较。实验结果显示,制备的3批滴丸成型率为95.3%±1.3%,预测值为94.0%,实测值与预测值接近,误差小于5%,说明构建的模型较为准确、可靠。
2.4体外溶出测定 采用转篮法测定和厚朴酚滴丸的体外溶出度[14],溶出介质为0.1 mol·L-1盐酸溶液(含5 g·L-1吐温-20),体积为500 mL,水浴温度为37 ℃,转速为 100 r·min-1,分别在设定的时间点取5 mL溶出介质,并过0.45 μm微孔滤膜,续滤液经适当稀释后按照HPLC法[15]检测药物含量,计算和厚朴酚累积溶出度;同样按照上述方法测定和厚朴酚原料药的体外溶出度,并以时间-累积溶出度为横纵坐标绘制溶出曲线。见图2。
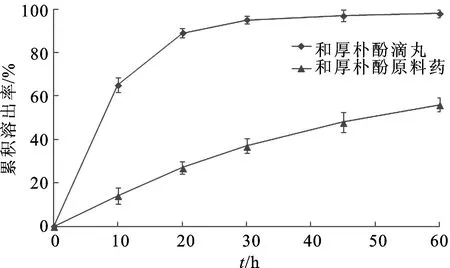
图2 和厚朴酚滴丸与和厚朴酚原料药的体外药物溶出曲线 (n=6)
由图2可知,和厚朴酚原料药在10,20,30,60 min的溶出度依次为14.2%,26.8%,37.5%,56.7%,原料药溶出速率较为缓慢;而和厚朴酚滴丸在10,20,30,60 min的溶出度依次为65.3%,89.4%,95.7,98.4%,分别是和厚朴酚原料药的4.6,3.3,2.6,1.7倍,表明和厚朴酚滴丸能够显著提高药物溶出速度。
3 讨论
滴丸剂是指将药物与基质经加热至熔融状态后混匀,并滴入到不相混溶的冷凝液中,收缩冷凝而制成的一种制剂。滴丸剂具有生物利用度高、药效发挥快、携带方便、生产工艺简便和生产设备易操作等优势[16-17],目前已研发上市了多种滴丸剂产品[18-19]。滴丸的成型率受到处方因素及工艺因素的影响,尤其工艺因素对滴丸的成型率影响更明显。本研究通过单因素实验考察了滴丸基质和冷凝剂种类、基质与药物配比、滴制温度、冷凝温度和滴距等多种因素对和厚朴酚滴丸成型率的影响,在固定滴丸基质种类、冷凝剂种类、基质与药物配比3个处方因素的条件下,通过Box-Behnken效应面法优化得到和厚朴酚滴丸的最优制备工艺参数,并经3批实验验证了在该工艺参数条件下能够稳定地生产出成型率较高的和厚朴酚滴丸。体外溶出度结果显示,和厚朴酚滴丸中药物溶出速率较快,能够达到快速起效的目的。
猜你喜欢
表面技术(2022年7期)2022-07-27
中国药学药品知识仓库(2022年10期)2022-05-29
医药导报(2021年8期)2021-07-29
河北大学学报(自然科学版)(2021年3期)2021-07-03
山西教育·招考(2020年3期)2020-05-14
科技与创新(2018年11期)2018-11-29
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
中国高新技术企业(2015年24期)2015-06-25
发明与创新·中学生(2015年3期)2015-03-16
