
一种螺栓连接后实际扭矩检测方法
2021-02-17 22:50王国平高明张国旺
装备维修技术 2021年41期
王国平 高明 张国旺

摘 要:目前车辆在行驶一段时间以后,车体的紧固件需要复检一次。目前检测的方式为增拧法,但是太考验检测者的经验积累,增拧的角度很难做到一个统一的标准,这就导致检测的误差比较大,很难准确的检测出已连接紧固件的真实扭矩值。同时数据的记录也是手动记录法,大大的降低了检测效率。为了解决现有技术的不足,设计研发一种螺栓连接后实际扭矩检测的方法,突破了检测过程非常依靠检测经验和操作难度大的现状,实现了科学的检测方法,高精度的角位移检测手段,同时可以自动记录以及生成数据报表。
关键词:扭矩;增拧角;紧固件;扭矩检测
Abstract:At present,the vehicle body fasteners need to be re-checked after a period of time.At present,the method of detection is torsion method,but it is too testing the experience of the tester,and it is difficult to achieve a unified standard of the Angle of screw fixation,which leads to a large error in the detection,and it is difficult to accurately detect the real torque value of the connected fastener.At the same time,data recording is also manual recording,which greatly reduces the detection efficiency.In order to solve the shortage of current technology,a method for testing actual torque after bolt connection is designed and developed,which breaks through the current situation that the testing process relies on the testing experience and the difficulty of operation,and realizes the scientific detection method,the high-precision angular displacement detection method,and can automatically record and generate data reports.
Key words:torque;tightening angle;fastener;torque detection.
1.引言
产品在研发及生产制造过程中,其各零部件之间大多采用螺栓、螺母等连接方式,装配过程中,会根据各零部件之间的具体连接应力推算预紧力,然后选用合适规格的螺栓进行连接,并按照要求施加上合适的力矩。车辆在行驶一段时间以后,车体的紧固件需要复检一次。目前检测的方式为增拧法,但是太考验检测者的经验积累,增拧的角度很难做到一个统一的标准,这就导致检测的误差比较大,很难准确的检测出已连接紧固件的真实扭矩值。同时数据的记录也是手动记录法,大大的降低了检测效率。本文设计的检测方法主要依赖于复合扭矩传感器,可以高精度检测角位移变化和扭矩变化。再配合工控机采集数据、分析数据、处理数据、显示(导出)数据等步骤,可以方便快捷的查看记录检测结果。
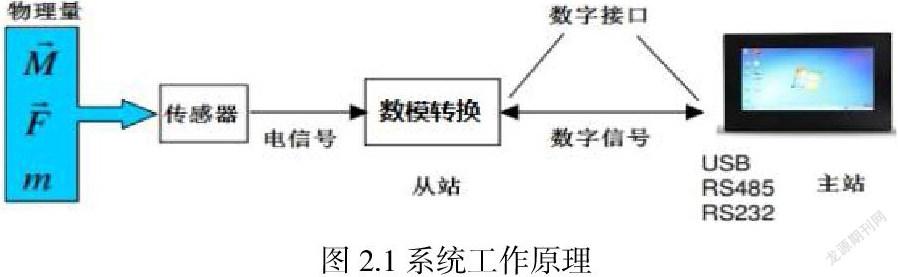
1.1.系统工作原理
在传感器中,要测量的物理尺寸如扭矩、力、质量、角位移等被转换为模拟电信号。在电子设备中,该电信号被转换成数字信号可以在界面读出。这里使用的数字接口提供串行COM端口来连接pc。传感器会把扭矩、力、角位移等信號转换为模拟电信号,通过传感器USB口传输到工控机中,在工控机中进行数模转换,转化为数字信号,经过工控机中程序的运算、判断得出结果。这个结果会被显示在主站显示屏幕上,使用者很方便就可以得到想要的结果,非常方便好用。同时,工控机还和excel做了衔接,可以把测试结果做成报告。另外,还可实现客户报告模板的导入,实现一步到位,直接生成客户要求模板的报告,省去了很多麻烦的过程。系统工作原理流程如下图:
该扭矩检测系统的优点:
1)扭矩检测过程中增拧角度的检测,不在是全凭经验,角度可以量化检测,保证检测结果更接近真实扭矩值。
2)实时显示检测结果到工控机上。
3)自动记录数据,自动生成报表。
4)检测精度更高。
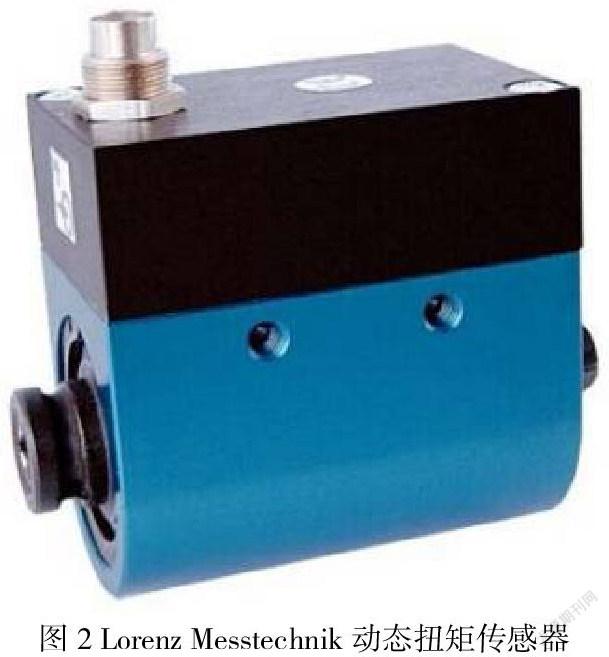
1.2.复合扭矩传感器
德国梅斯泰克0301款动态扭矩复合传感器性能稳定,检测精度为0.1%,检测系统的动态扭矩和角位移复合传感器机身上一端设置有一个标准英制3/4方头,用来安装套筒,另一端设置有一个标准方孔,用来安装棘轮扳手,并且在机身上还设置有一个输出接口与显示记录单元连接,将传感器获取的数据传输于显示处理单元同时传感器体积偏小,重量较轻,满足我们方便携带的要求,可以在狭小空间等要求。
1.3.工控机
工控机(Industrial Personal Computer,IPC)即工业控制计算机,是一种采用总线结构,对生产过程及机电设备、工艺装备进行检测与控制的工具总称。工控机具有重要的计算机属性和特征,如具有计算机CPU、硬盘、内存、外设及接口,并有操作系统、控制网络和协议、计算能力、友好的人机界面。工控行业的产品和技术非常特殊,属于中间产品,是为其他各行业提供可靠、嵌入式、智能化的工业计算机。
1.4.数模转换设计
1)串口接口电路
串口通信接口电路通常是以MAX3232作为核心,把MAX3232跟MAX232作对比看以发现它们的区别只是在于供电电压的不同。MAX3232是3.3V,而MAX232的供电电压是5V。
RS-232C的所有技术指标MAX3232都符合。而MAX3232的优点在于仅需要单一的+5V电源对其供电,其本身片载电荷泵使其具备了升压和电压极性转变的性能。
max3232具有二路接收器和二路驱动器,提供1uA关断模式,有效降低功效并延迟便携式产品的电池使用寿命。可以发出+10V和-10V的电压V+、V-,功耗低。由于它集成度高所以它的外部最低只要接4个电容就可以工作。
1.5.系统软件设计
软件采用C#配合使用prism框架来建立程序架构。使用MVVM模式将业务逻辑和UI逻辑分离开,维持清晰的UI和业务逻辑的分离有助于专注开发和修改。本软件设计编写上位机与传感器之间的串行通讯协议,可以解决数字扭矩传感器的数字接口高速度输出的要求,确保设备数据输出精确性。
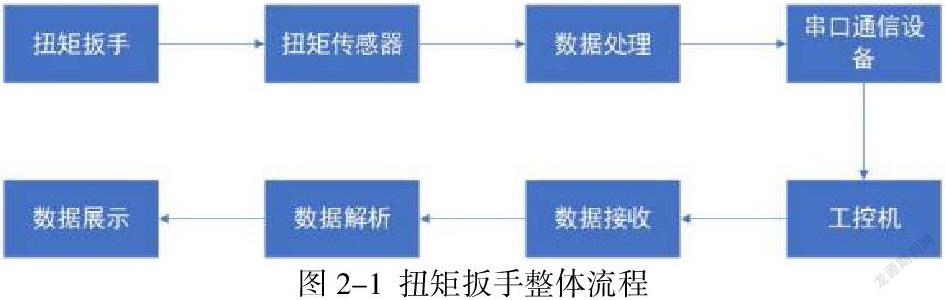
系統工作流程:
1) 通过扭矩扳手进行转动。
2) 扭矩传感器获取到转动的数据和扭矩值。
3) 将数据进行放大和模数转换。
4) 通过串口将数据发送出去。
5) 工控机接收数据。
6) 将接收到的数据进行分析。
7) 通过上位机软件将数据展现出来。
流程图见图2-1:
2.试验及数据分析
为了检验检测数据的准确性,我们用设备先施加固定扭矩值,然后设定角位移,测试数据,测试数据可以达到一个很小的误差。
对扭矩施加值和扭矩检测值对比表:
分析数据得出,满足使用扭矩检测方法(数显扭矩施加模式)对螺栓、管接头施加基准扭矩,1分钟内使用扭矩检测方法(紧固件连接后扭矩检测模式)进行检测,检测结果与基准扭矩的偏差不超过±4%的设计要求。
3.结束语
本文设计方法主要针对市面上没目前检测的方式为增拧法,但是太考验检测者的经验积累,增拧的角度很难做到一个统一的标准,这就导致检测的误差比较大,很难准确的检测出已连接紧固件的真实扭矩值。同时数据的记录也是手动记录法,大大的降低了检测效率,而设计出的一种新的螺栓连接后实际扭矩检测方法。可以统一标准的测量增拧角,保证检测精度的真实性,同时还可以非常方便快捷的把结果显示和记录在工控机上,方便使用者的查看和操作,还可以为产品的设计后续改进提供依据。
参考文献:
[1]《机械设计手册》成大先 主编
[2]《一种螺栓扭矩检测装置-201310319526.1 何萍 林波》
[3]《螺栓扭矩自动、快速检测方案-20170515V2.0》
[4]《扭矩检测装置-201210494794.2魏邵明》
[5]《一种螺栓轴力扭矩检测装置-201720032484.7 王冬秀 尹梁杰 席瑞光》
[6]《螺栓扭矩检测装置-201510822370.8 朱红亮 彭楚堂 王红霞 》
作者简介:
王国平。男。汉。江苏盐城。1987.09.08。本科。工作单位:南京中车浦镇城轨车辆有限责任公司。职称:高级工程师。主要研究方向或从事工作:轨道车辆工艺研究。邮编:210031
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
智能建筑与工程机械(2021年6期)2021-09-10
汽车观察(2021年8期)2021-09-01
科技创新导报(2021年33期)2021-04-17
汽车实用技术(2020年17期)2020-09-26
时代汽车(2020年14期)2020-09-06
科技视界(2020年4期)2020-04-26
汽车实用技术(2020年3期)2020-03-07
汽车世界·车辆工程技术(下)(2019年6期)2019-10-21
中外会展(2016年10期)2016-11-29
