
1 050 MW超超临界火电机组真空系统查漏及改造方法
2021-02-25 09:10倪颖锋
节能技术 2021年6期
倪颖锋
(浙江浙能技术研究院有限公司,浙江 杭州 311121)
维持汽轮机最佳真空度是机组安全、经济运行的重要保障[1]。一旦出现空气泄漏进凝汽器,不仅影响机组的真空度,而且还将导致凝汽器内凝结水溶解氧偏高,对设备产生一定的腐蚀[2]。排汽温度以及排汽压力的上升,也会导致机组振动变大,危及低压末级叶片运行的安全,真空系统泄漏将增加冷源损失,降低循环效率,以1 050 MW机组为标准,机组真空度每下降1 kPa,煤耗将会增加0.13%[3]。然而,整个汽轮机组与凝汽器关联的系统较多,任何一处出现泄露,都将直接影响机组的真空,所以定期对机组的真空漏点排查十分重要[4-5]。
现场会定期检测真空系统,现有的查漏方法主要有喷泡沫水、凝汽器单侧隔离查漏、灌水查漏、超声波查漏、薄膜法、卤素法、氦质谱仪查漏法[6-8]。灌水法查漏主要在机组停运之后,向凝汽器汽侧注水,当水达到凝汽器喉部时,停止注水,保持一天,在此过程中查看各处是否有泄露。此方法简单而效果直观;但也有不足之处,首先停机处理限制了实时消缺的可能性;并且冷水注入的冷态膨胀,其膨胀远达不到受热膨胀时的金属膨胀系数,极易造成漏查;灌水高度无法查到汽机房顶的漏点。相对于注水查漏,后期出现的超声波查漏具有一定的优势,其主要特点是,不用在停机的状态下进行检查,且对泄漏点位置判断较为准确,所用设备便于携带、成本低[9],但因为其易受外界的因素影响,现场的声音太杂,在一定程度上增加了查漏的操作难度。在上述两种方法的基础上,元素跟踪法是较为经典的查漏方式。其基本原理是采用元素注入工质,随着工质的流动,使用对应的设备在可疑位置进行元素检测,以此判定是否有漏点。常用的方法有卤素法与氦质谱仪查漏法。卤素法以氟利昂作为标志元素,将氟利昂喷涂在可疑位置,由负压作用吸入循环系统,如若出现泄露后期在真空泵口将会检测到,从而确认此位置即为泄漏点。同理,氦质谱仪查漏法其基本原理与之类似[10-13]。但对比两者可知氟利昂溶于水,不仅影响结果,而且氟利昂的利用不太环保,大量的使用将破坏大气臭氧层,所以不便于大量使用。而氦质谱仪查漏法不仅可实现在线操作且设备便于携带,检测灵敏度也较高。一旦机组出现真空度下降、抽汽温度上升等问题时即可采用此方法快速查漏[14-15]。
本文首先采用氦质谱仪查漏法,对1 050 MW超超临界火电机组真空系统查漏,并在此基础上针对性的提出改造措施及操作控制优化方法。此方法快速查出漏点,并从根本上降低了门杆漏气对汽轮机真空系统的影响,具有较高的实用推广价值。
1 机组真空严密性试验
某电厂#1、#2机组汽轮机组为上海汽轮机厂设计制造的1 050 MW超超临界、一次中间再热、反动式、四缸四排汽、单轴凝汽式汽轮机,机组型号为N1050-27/600/600。#1机自2017年3月A修后凝汽器A侧真空逐渐变差,所以采用氦质谱仪查漏法进行查漏操作。
真空法一般用于汽轮机真空系统的泄漏检测。 向可疑位置喷洒氦气。 如果有泄漏点,氦气作为示踪气体会随着环境中的空气被吸入,最后从真空泵气水分离器的排放管排出。 氦气与其他不凝性气体形成的混合气体通过监测探头从喷射器出口泵入,通过氦质谱仪中的质谱分析功能,对靶板上氦分子粒子的质量进行分析判断测试位置的相对漏气量。本次检测采用的是氦质谱仪查漏法,基准数值为1.0×10-6Pa·m3/s;1.0×10-6~1.0×10-5Pa·m3/s为小漏点;1.0×10-5~1.0×10-4Pa·m3/s为中漏点;1.0×10-4Pa·m3/s以上为漏点。
后期的真空严密性试验结果也频繁出现不合格的状况。试验结果见表1。
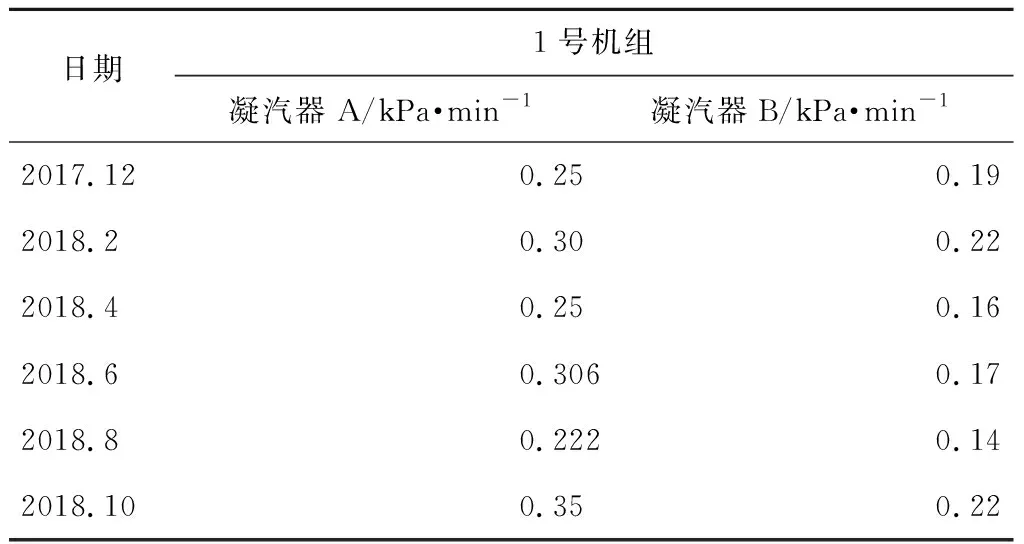
表1 #1机组真空严密性试验结果
从表中结果可知,该机组高压侧中间有好几个月严密性结果都大于0.27 kPa/min,根据电力行业标准《凝汽器与真空系统运行维护导则》的要求,该侧凝汽器未达到规范要求。
2 真空系统查漏过程
在2018年11月份,用氦质谱仪对1号机进行全面的查漏工作。
对#1机组低压缸本体、低加系统、凝结水系统、加热器疏水系统、扩容器疏水系统及本体、低加各抽汽管道、真空抽气系统、低压旁路系统、机组补水系统、轴封加热器疏水系统、排汽缸喉部等系统所有阀门、法兰及管道等设备进行了检测,发现#1机组低低压缸前后轴封下部凹窝结合面、低压缸部分螺丝、低压缸推拉杆,高压主汽门盘根及中压主汽门盘根等设备泄漏,详见表2。
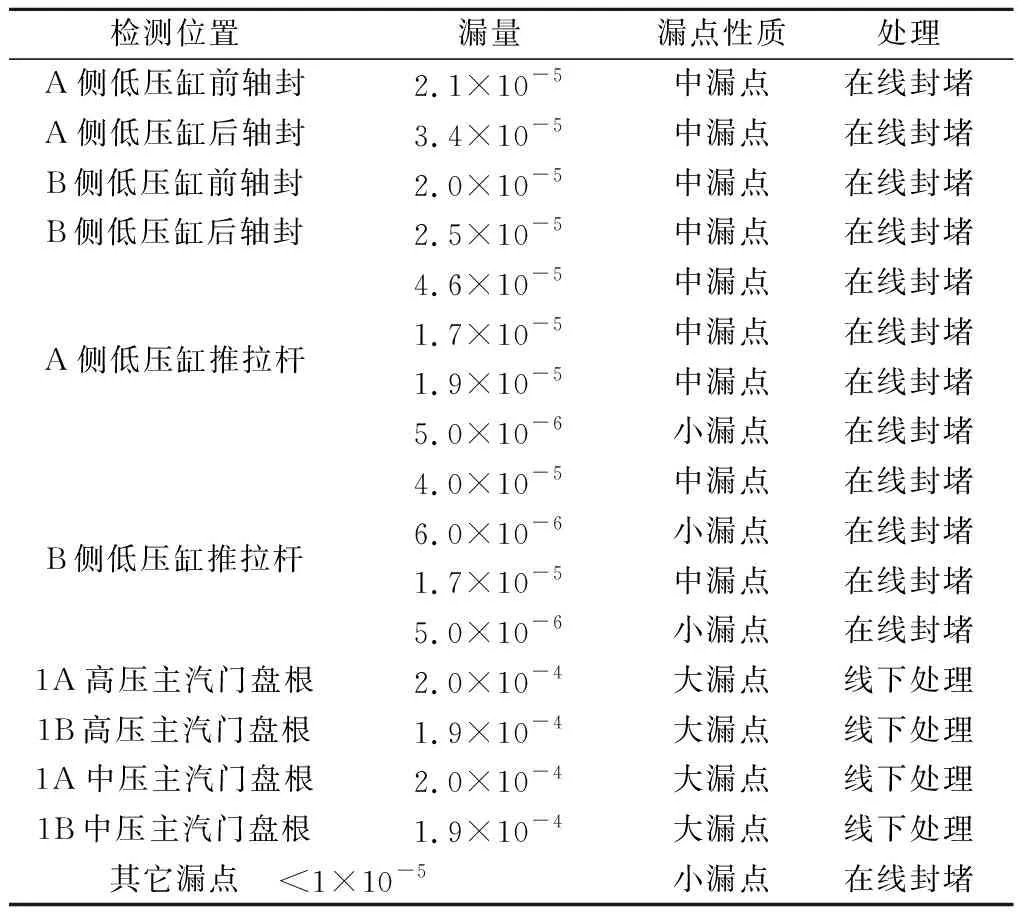
表2 #1机组第1次真空查漏结果
对低压缸前后轴封盖子结合面及螺丝涂密封胶临时封堵。A、B侧低压缸内缸推拉杆及中心导向销处的汽缸补偿器泄漏,是上汽西门子机组所特有的泄漏点,主要原因是补偿器与低压外缸的密封面上的“Ο”型密封圈老化,最好的处理方法是停机后更换密封圈,但这次堵漏是在机组运行期间,故只能在推拉杆汽缸补偿器护罩外侧与低压缸外缸的间隙用密封胶采用填缝处理。封堵完之后用氦质谱仪检测,漏点大小均小于5×10-6级别,可看做这些漏点已临时封堵好。由于高、中压主汽门盘根处温度较高且阀杆需动作,所以未在线处理此处漏点。
在2019年1月再次进行严密性试验,A侧0.216 kPa/min,B侧0.141 kPa/min,与前几个月的试验数据对比,A、B侧数值均有所下降,但还是没有达到0.133 kPa/min的优秀数值。从这可以看出,1A、1B高、中压主汽门盘根处漏气量对凝汽器A侧的真空严密性有很大影响,需停机期间进行处理。
3 泄露原因分析及改造处理
3.1 门杆漏汽漏入空气原因
上汽1 000 MW超超临界汽轮机,汽轮机具有模块化、效率高等优点,但在其原设计中,高、中压主汽门管道直通凝汽器A侧的疏水立管,当主汽门处于关状态,门杆漏汽直排至凝汽器A侧真空系统,当主汽门处于开状态,无漏汽排出。因此,当主汽门正常运行期间处于全开状态时,但当汽门阀杆处盘根老化密封不严时,将会有空气漏入阀杆间隙,从门杆漏汽管路直通向凝汽器A侧真空系统,进而影响真空严密性,原理见图1。
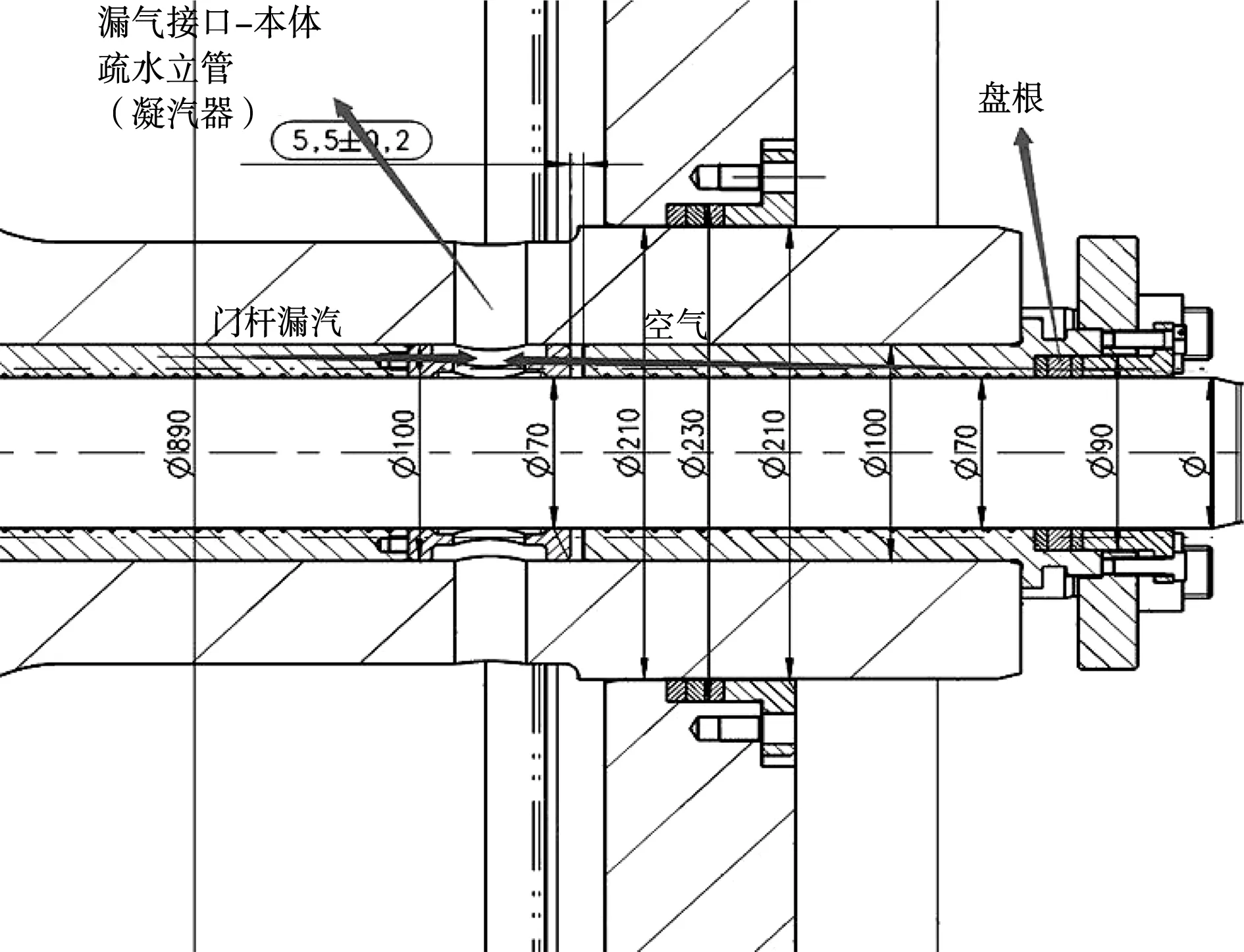
图1 主汽门门杆漏汽原理
3.2 高主、中主门杆漏汽管改造
根据漏气原因,盘根处发生漏空气问题的主要原因为盘根老化密封不严,根据上汽厂运行维护要求,主汽门盘根更换周期为小于1年,但现有的检修制度规定,机组小修周期为大于2年,而日常临停会因为温降不够而无法更换盘根,所以,根据实际情况,主汽门可能无法1年更换1次盘根,只能考虑其它方法。
高压主汽门设计参数为设计温度600 ℃,设计压力1.6 MPa,最高运行温度500 ℃,最高运行压力0.7 MPa,中压主汽门最高运行温度582 ℃,最高运行压力0.2 MPa。实际为启停机时期的主、再热蒸汽流经阀内间隙后经漏汽管道排入凝汽器的蒸汽,实际漏汽参数较低,与主机轴封回汽参数相差不多,且漏汽量较少,不会影响轴加风机出力,因此,决定将高、中压主汽门接入主机轴封回汽管道,并配置相应电动阀,为防止可能产生的高温蒸汽损坏电动阀后管道及轴封加热器,增加门杆漏汽管道至主机轴封回汽管道2个温度测点,并送至DCS。同时,在原高、中压主汽门管道上增设电动阀,详见图2、图3。

图2 高、中压主汽门门杆漏汽改造示意图
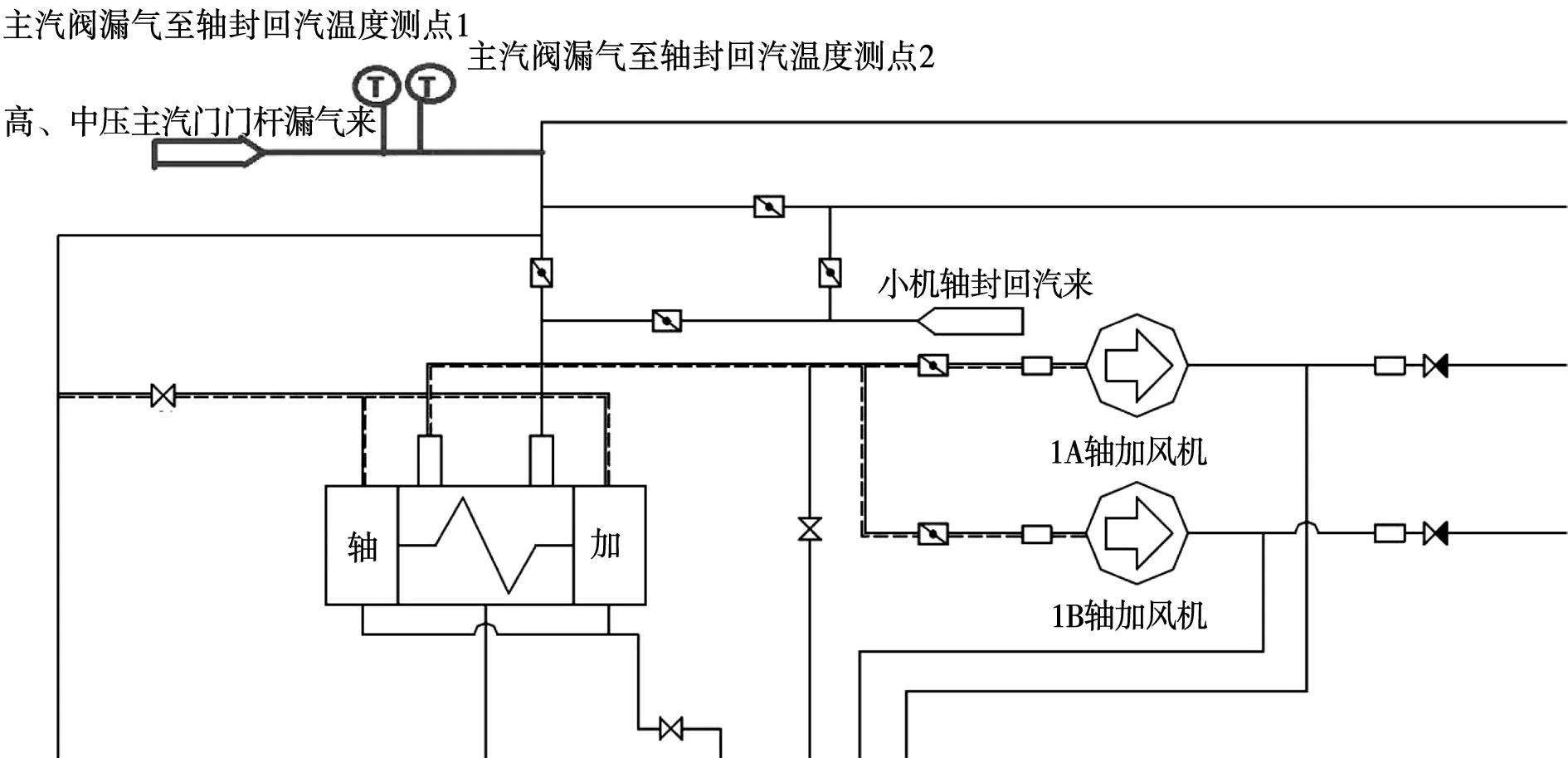
图3 门杆漏汽至主机轴封回汽管路增设温度测点
1号机组C修后进行严密性查漏堵漏工作,首先对高、中压主汽门盘根处进行复测,在各汽门盘根处分别喷出适量氦气,检测仪处无数据显示,可以表明,在机组正常运行工况下,汽门盘根外侧的空间已与凝汽器完全隔离,在隔离阀关闭且无内漏的条件下,无论汽门盘根状态好坏,空气均被引排至轴封加热器,不会再影响凝汽器真空。
3.3 运行控制策略改进
(1)机组启停机时,门杆漏汽管道按原设计接至凝汽器疏水立管;
(2)机组正常运行时,门杆漏汽管道接入主机轴封回汽管道,利用轴加疏水U形水封,防止主汽门漏真空;
(3)对高、中压至主机轴封回汽管道温度测点增加报警,当这两个测点任一温度高于410°,则应发出报警,高于430°,连锁关闭至轴封回汽相应电动阀,打开至疏水立管相应电动阀,将切换至压疏水立管。
3.4 取得的效果
(1)对1号机组凝汽器A侧系统进行复检,再一次进行真空严密性试验,试验结果为A侧0.099 kPa/min,B侧0.087 kPa/min达到优秀值。
(2)改造后的高、中压主汽门管道在1号机组启动过程中可顺利切换,机组运行过程中,至主机轴封回汽温度始终处于100 ℃左右,整个系统运行稳定。
4 结论
文中所进行的查漏以及处理方法,经现场操作及结果证明了对此类真空泄露问题处理具有高效性以及有效性。现对其总结如下:
(1)检测结果说明了氦质谱仪中的质谱分析方法在超超临界机组的真空查漏中具有较高的灵敏性;
(2)改造后的机组启动切换说明针对门杆泄露所进行的改造具有很好的密封效果,且不会对机组的运行产生影响;
(3)汽轮机组凝汽器真空查漏因为涉及的负压区域多,往往会使得查漏工作异常艰难。应针对不同类型的机组,采用合适的查漏方法,对一些重点区域重点关注;
(4)上汽超超临界因其设计、制造、安装的相似性,往往会出现共同的泄漏点,希望机组运行、检修人员在机组运行时加以关注。
猜你喜欢
城镇供水(2022年4期)2022-08-20
科技视界(2022年9期)2022-04-09
能源工程(2021年2期)2021-07-21
燃气轮机技术(2021年2期)2021-07-09
科技与创新(2021年3期)2021-02-27
工业技术创新(2020年5期)2020-12-21
电子制作(2019年22期)2020-01-14
中国电气工程学报(2019年18期)2019-10-21
进出口经理人(2017年9期)2017-09-22
中国机械(2015年1期)2015-10-21
