基于PRESSCAD的FOX仪表面板冲孔落料复合模设计
2021-02-28 10:25匡和碧
模具制造 2021年1期
匡和碧
(深圳职业技术学院机电工程学院,广东深圳 518055)
1 引言
随着国内模具设计与制造水平的提高,冲压模具设计手段也得到了不断的改进。由最初的手工绘图,逐步发展到采用Autocad软件绘图。由于Autocad只是一个绘图软件,设计人员在设计冲压模具时,依然需要花费大量时间去绘制模具图纸。在此背景下,很多专业软件公司及大型模具企业通过对Autocad进行二次开发,推出了很多冲压模具设计外挂。其中被业界广为使用的是台湾省统赢公司的PRESSCAD,该外挂实现了冲压模具设计的参数化、标准化。本文以FOX仪表面板冲孔、落料复合模设计为例,介绍采用PRESSCAD软件设计冲压模具的方法。
2 FOX仪表面板冲孔落料复合模设计
2.1 冲裁工艺分析与工艺计算
FOX仪表面板制件如图1所示。
通过研读图纸,可以了解到:①绘图尺寸单位为mm、冲压件材质为GI料(热浸镀锌钢板)、厚度为1mm;②制件上有4种冲孔:包括圆孔、矩形孔、腰形孔、键槽形孔;③制件的长宽尺寸分别为500.8mm、330mm;④未注冲裁圆角半径为R2mm;⑤最小孔径φ5.4mm;⑥φ8.0mm两孔的中心距最小,为16.97mm;⑦φ5.4mm的孔边距最小,为12.3mm。
由于制件内、外形,孔径,孔间距、孔边距均满足冲裁工艺要求,因此,可以采用冲裁模具生产,并且制外形尺寸较大,故确定采用冲孔落料复合模。
使用PRESSCAD设计冲压模具时,只有公差缩放需要手工完成,所谓公差缩放,就是对零件图上带公差的尺进行换算。对磨损后会变大的尺寸,取接近该尺寸的最小极限尺寸;对磨损后会变小的尺寸,取接近该尺寸的最大极限尺寸;对磨损后不变的尺寸,则取公差中间尺寸。当尺寸没有标注公差时,无须进行公差缩放。
由于图1所示的制件图未注公差,因此,不需要进行公差缩放,该制件可以直接导入到PRESSCAD软件进行冲裁模具设计。
2.2 模具结构设计
(1)模具结构型式。

图1 FOX仪表面板零件图
如图2、图3所示,在PRESSCAD软件中,通过“模具种类”、“模具型式设定”对话框,可以选择模具种类及模具结构。
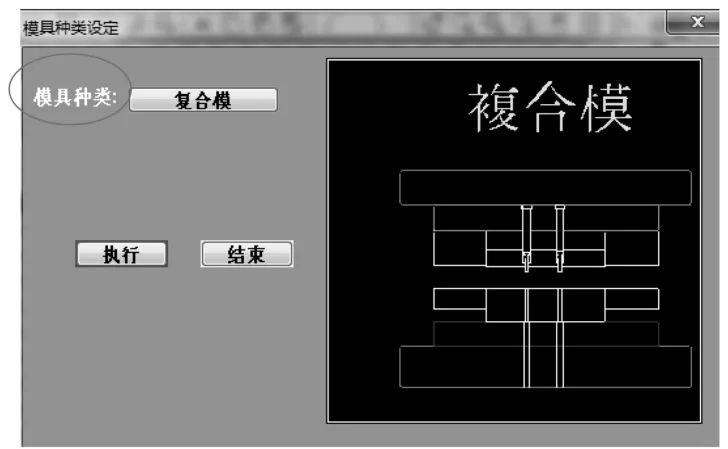
图2 “模具种类”对话框

图3 “模具型式设定”对话框
(2)模板厚度。
如图4所示,通过“模板厚度及材料设定”对话框,可以设定模板的厚度、材质、热处理要求。当不需要某块模板时,可将该模板厚度设为零即可。同时,在该对话框中可以设定内、外脱是否共用,上、下模是否共用。当设定为共用时,共用的两块模板的零件图绘制在同一视图上。

图4 模板厚度及材料设定对话框
(3)零件长度。
如图5所示,通过“零件长度设定”对话框,设定开模时外脱突出高、内脱突出高、有效冲切长(闭模时,凸模进入凹模的深度)、脱料板导引长等参数。这些参数不但确定了冲孔凸模、内导柱、等高套筒的长度,还确定了打板行程、模具闭合高度等参数。
(4)模座备料尺寸及吊模螺丝规格、位置。
通过图6所示的“模座尺寸设定”对话框,可以设定模座与模板的尺寸关系,吊模螺丝孔的位置及规格,同时,也可在该对话中设定外导柱的类型及排布形式。本次设计不在该对话框中设定外导柱的类型及安装排布型式,将在标准件的选用中介绍。

图5 零件长度设定

图6 模座尺寸设定
(5)托板、垫脚备料尺寸及垫脚排布方式。
通过图7所示的“上托板、垫高块辅助设计”、图8所示的“下托板 垫高块辅助设计”对话框,可以设定上、下垫脚的宽度、位置、数量、排布方向以及托板、垫脚、模座的联结型方式。

图7上托板、垫高块辅助设计

图8下托板、垫高块辅助设计
(6)模板绘制。
通过“模板绘制”命令,并输入料边留宽值,软件根据冲压零件尺寸及留宽值绘制出模板(上、下垫板,上夹板,外脱料板,母模板(上模板))、模座、垫脚的平面重叠图,如图9所示。
2.3 工作零件(凸模、凹模)设计
对于圆形凸模,通过图10所示的对话框设定凸模固定方式、凸模类型(A冲或B冲)、模板线割间隙,再选定冲压零件图上的圆孔,PRESSCAD软件就能在圆孔位置建立圆形凸模并在相关模板形成凸模过孔。

图9 模板重叠图
对于异形凸模,通过图11所示的对话框设定相关参数,再选定冲压零件图上的异形孔,PRESSCAD软件就能在异形孔位置建立异形凸模并在相关模板形成凸模过孔。

图10 圆形凸模对话框
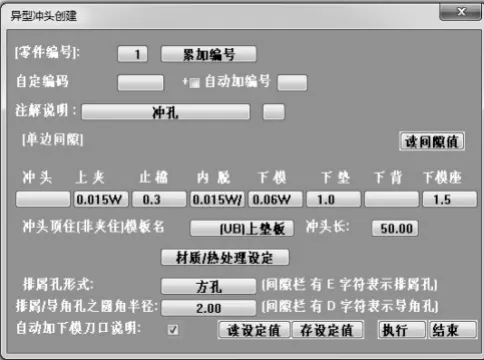
图11 异形凸模对话框
对于复合模中的落料凸模、落料凹模,PRESSCAD软件根据冲压零件图及设定的线割间隙自动完成设计,毋须手工操作。
工作零件设计结果如图12所示。

图12 工作零件设计
2.4 标准件选用
PRESSCAD软件的标准件选用对话框如图13所示,复合模的标准件包括导向零件(外导柱、内导柱),紧固零件(上模螺丝、下模螺丝、凸模固定螺丝、上模合销、下模合销),坯料定位零件(活动定位销),压料、卸料零件(等高套筒、弹簧、顶料销)等。

图13 标准件选用对话框
下面介绍导向零件的选用与排布。
(1)外导柱、外导套的选用与排布。
通过图14所示的“外导柱资料设定”对话框设定外柱固定方式、导柱直径,系统自动计算出外导柱长度、配套外导套长度、外导柱及外导套安装孔尺寸。点击该对话框中的“执行”按钮,再指定外导柱的平面位置,系统在指定位置建立外导柱、外导套,并根据设定的线割间隙,在上、下模座形成外导柱、外导套安装孔。
(2)内导柱的选用与排布。
通过图15所示的“内导柱资料设定”对话框设定内柱固定方式、内导柱直径,系统自动计算出内导柱长度、安装孔尺寸。点击该对话框中的“执行”按钮,再指定内导柱的平面位置,系统在指定位置建立内导柱,并根据设定的线割间隙,在下垫板、外脱板、上模板上形成内导柱安装孔、过孔。

图14 外导柱资料设定

图15 内导柱资料设定
导向零件的选用与排布结果如图16所示。
由于篇幅所限,紧固零件,坯料定位零件,压料、卸料零件等标准件的选用及排布仅给出设计结果,如图17所示。
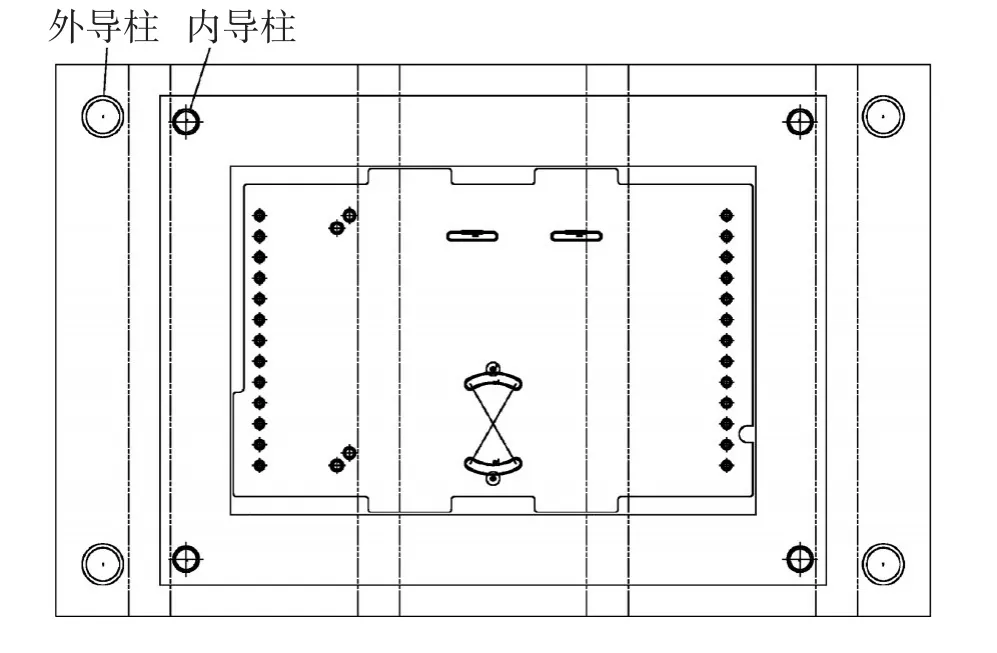
图16 导向零件的选用与排布

图17 紧固零件,坯料定位零件,压料、卸料零件的选用及排布
2.5 模具结构图及模板加工零件图和标准件清单的制作
(1)通过“开模组立图”命令,并按提示选择欲输出的零件,系统自动绘制开模组立图如图18所示。
(2)通过“模板分离”命令,系统绘制出所有模板及异形凸模的零件图。限于篇幅,在这里只列出上模板的零件图,如图19所示。
(3)通过“料表清单”命令,系统自动统计出所有标准件的规格及数量并绘制出标准件清单。标准件清单如图20所示。

图18 模具结构图

图19 上模板的零件图

图20 标准件清单
3 结语
本文介绍了使用PRESSCAD软件设计FOX仪表面板冲孔、落料复合模的过程、方法。在合理设定相关参数后,系统能自动完成模具组立图、模板加工零件图、非标零件加工图的绘制、标注,能自动形成标准件清单。设计结果表明,该软件不但可以提高设计效率,减少出错率,还可使模具设计过程标准化、规范化。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
模具制造(2022年1期)2022-02-23
汽车实用技术(2021年19期)2021-10-28
锻造与冲压(2020年7期)2020-04-17
汽车实用技术(2019年16期)2019-09-11
科学与财富(2019年18期)2019-07-10
西部论丛(2018年11期)2018-10-19
瞭望东方周刊(2017年31期)2017-08-22
科技视界(2017年3期)2017-05-20
数字技术与应用(2016年11期)2017-02-09